多线切割机的轴系同步方法、线切割系统及相关装置与流程
- 国知局
- 2024-09-11 14:26:10
本申请涉及多线切割机的,具体而言,涉及一种多线切割机的轴系同步方法、线切割系统及相关装置。
背景技术:
1、线切割设备中,通常是通过判断张力摆杆的角度变化来调节收放线辊转速来达到轴系同步的目的,从而间接控制切割线的张力。具体原理为:张力电机输出恒转矩,当张力发生变化时,会打破张力摆杆上的转矩平衡,此时摆杆的角度随之改变以维持转矩平衡。摆杆角度变化后程序内部相应的通过改变收放线轴直径使收放线轴转速增加或减小,将摆杆拉回至竖直位置,进而达到轴系同步调节的目的。
技术实现思路
1、本申请提供一种多线切割机的轴系同步方法、线切割系统及相关装置,用以在一定程度上保证多线切割机的轴系同步。
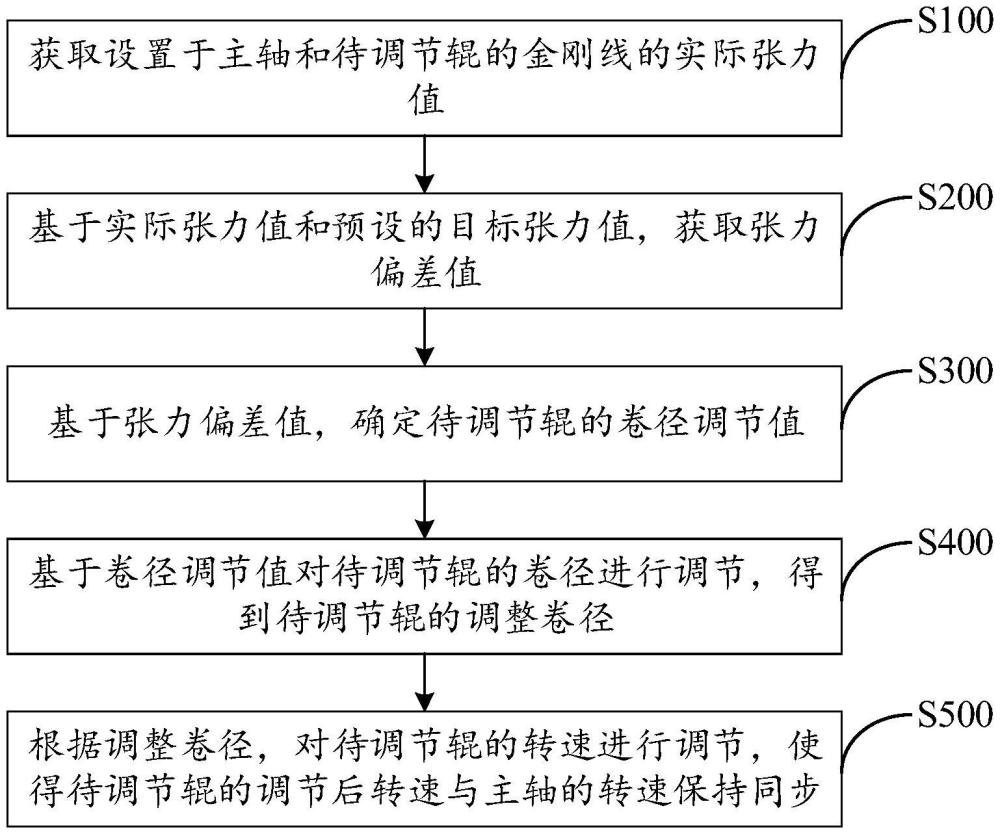
2、第一方面,本申请提供一种多线切割机的轴系同步方法,所述多线切割机包括主轴和收放线辊,所述方法包括:获取设置于所述主轴和待调节辊的金刚线的实际张力值,其中,所述待调节辊为所述收放线辊中的收线辊或放线辊;基于所述实际张力值和预设的目标张力值,获取张力偏差值;基于所述张力偏差值,确定所述待调节辊的卷径调节值;基于所述卷径调节值对所述待调节辊的卷径进行调节,得到所述待调节辊的调整卷径;根据所述调整卷径,对所述待调节辊的转速进行调节,使得所述待调节辊的调节后转速与所述主轴的转速保持同步。
3、本申请实施例中,通过直接获取金刚线的张力值偏差值,进而根据张力偏差值确定待调节辊的卷径调节值,并对待调节辊的卷径进行条件。相较于现有的通过调节摆杆角度,进而通过摆杆角度变化改变收放线轴直径使收放线轴转速增加或减小,从而间接实现轴系同步的方式。本方案中直接通过金刚线的张力值偏差值确定待调节辊的卷径调节值,实现轴系同步的方式,能更加快速地实现轴系同步。
4、结合上述第一方面提供的技术方案,在一些可能的实施方式中,所述基于所述实际张力值和预设的目标张力值,获取张力偏差值,包括:计算所述实际张力值和所述目标张力值的差值,得到所述张力偏差值。
5、本申请实施例中,由于目标张力值是预先设置好的,因此,通过计算实际张力值和目标张力值的差值,可以直观地体现出金刚线的张力变化量。
6、结合上述第一方面提供的技术方案,在一些可能的实施方式中,所述基于所述张力偏差值,确定所述待调节辊的卷径调节值,包括:基于所述张力偏差值、所述张力偏差值的积分值和所述张力偏差值的微分值中的至少两个值,得到所述卷径调节值。
7、本申请实施例中,通过从张力偏差值、张力偏差值的积分值和张力偏差值的微分值中的至少两个维度,类确定待调节辊的卷径调节值,从而使得最终确定的待调节辊的卷径调节值更加准确。
8、结合上述第一方面提供的技术方案,在一些可能的实施方式中,所述基于所述张力偏差值、所述张力偏差值的积分值和所述张力偏差值的微分值中的至少两个值,得到所述卷径调节值,包括:基于预设的比例参数和所述张力偏差值,得到第一中间结果;基于所述张力偏差值的积分值和预设的积分参数,得到第二中间结果;基于所述张力偏差值的微分值和预设的微分参数,得到第三中间结果;基于所述第一中间结果、所述第二中间结果和所述第三中间结果,得到所述卷径调节值。
9、本申请实施例中,待调节辊的卷径调节值考虑到了张力偏差值、张力偏差值的积分值和张力偏差值的微分值这三个维度,从而使得最终确定的待调节辊的卷径调节值更加准确。
10、结合上述第一方面提供的技术方案,在一些可能的实施方式中,所述获取设置于所述主轴和待调节辊的金刚线的实际张力值,包括:获取所述金刚线的初始实际张力值;对所述初始实际张力值进行数据预处理,得到所述实际张力值。
11、本申请实施例中,通过对初始实际张力值进行预处理,可以使得到的实际张力值更加准确,进而使得最终得到的卷径调节值更加准确。
12、结合上述第一方面提供的技术方案,在一些可能的实施方式中,所述数据预处理包括滤波处理、模数转换处理和放大处理中的至少一种。
13、结合上述第一方面提供的技术方案,在一些可能的实施方式中,所述根据所述调整卷径,对所述待调节辊的转速进行调节,包括:根据所述调整卷径、所述主轴的半径和所述主轴的转速,确定所述待调节辊的目标转速;控制所述待调节辊的当前转速调整为所述目标转速。
14、本申请实施例中,由于在待调节辊的卷径调节后,若待调节辊的转速不变,则金刚线的线速度会发生变化,因此,还需要控制待调节辊的当前转速调整为目标转速,从而保证金刚线的速度与其他位置的金刚线的速度对应。
15、第二方面,本申请提供一种线切割系统,包括多线切割机和处理器,其中,所述多线切割机包括主轴和收放线辊;所述处理器,用于获取设置于所述主轴和待调节辊的金刚线的实际张力值,其中,所述待调节辊为所述收放线辊中的收线辊或放线辊;基于所述实际张力值和预设的目标张力值,获取张力偏差值;基于所述张力偏差值,确定所述待调节辊的卷径调节值;基于所述卷径调节值对所述待调节辊的卷径进行调节,得到所述待调节辊的调整卷径;根据所述调整卷径,对所述待调节辊的转速进行调节,使得所述待调节辊的调节后转速与所述主轴的转速保持同步。
16、第三方面,本申请提供一种电子设备,包括:存储器和处理器,所述存储器和所述处理器连接;所述存储器,用于存储程序;所述处理器,用于调用存储于所述存储器中的程序,以执行上述第一方面和/或结合上述第一方面任一可能的实施方式所述的方法。
17、第四方面,本申请提供一种计算机可读存储介质,其上存储有计算机程序,所述计算机程序被计算机运行时,执行上述第一方面和/或结合上述第一方面任一可能的实施方式所述的方法。
技术特征:1.一种多线切割机的轴系同步方法,其特征在于,所述多线切割机包括主轴和收放线辊,所述方法包括:
2.根据权利要求1所述的方法,其特征在于,所述基于所述实际张力值和预设的目标张力值,获取张力偏差值,包括:
3.根据权利要求1所述的方法,其特征在于,所述基于所述张力偏差值,确定所述待调节辊的卷径调节值,包括:
4.根据权利要求3所述的方法,其特征在于,所述基于所述张力偏差值、所述张力偏差值的积分值和所述张力偏差值的微分值中的至少两个值,得到所述卷径调节值,包括:
5.根据权利要求1所述的方法,其特征在于,所述获取设置于所述主轴和待调节辊的金刚线的实际张力值,包括:
6.根据权利要求5所述的方法,其特征在于,所述数据预处理包括滤波处理、模数转换处理和放大处理中的至少一种。
7.根据权利要求1-6任一项所述的方法,其特征在于,所述根据所述调整卷径,对所述待调节辊的转速进行调节,包括:
8.一种线切割系统,其特征在于,包括多线切割机和处理器,其中,所述多线切割机包括主轴和收放线辊;
9.一种电子设备,其特征在于,包括:存储器和处理器,所述存储器和所述处理器连接;
10.一种计算机可读存储介质,其特征在于,其上存储有计算机程序,所述计算机程序被计算机运行时,执行如权利要求1-7中任一项所述的方法。
技术总结本申请提供一种多线切割机的轴系同步方法、线切割系统及相关装置,涉及多线切割机的技术领域。所述方法包括:获取设置于所述主轴和待调节辊的金刚线的实际张力值,其中,所述待调节辊为所述收放线辊中的收线辊或放线辊;基于所述实际张力值和预设的目标张力值,获取张力偏差值;基于所述张力偏差值,确定所述待调节辊的卷径调节值;基于所述卷径调节值对所述待调节辊的卷径进行调节,得到所述待调节辊的调整卷径;根据所述调整卷径,对所述待调节辊的转速进行调节,使得所述待调节辊的调节后转速与所述主轴的转速保持同步。技术研发人员:张帅受保护的技术使用者:青岛高测科技股份有限公司技术研发日:技术公布日:2024/9/9本文地址:https://www.jishuxx.com/zhuanli/20240911/290786.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表