一种机车轴箱轴承内圈尺寸检测方法与流程
- 国知局
- 2024-09-11 14:36:32
本发明涉及高铁轴承制造,尤其是一种机车轴箱轴承内圈尺寸检测方法。
背景技术:
1、大功率机车轴箱轴承是一种关键的机械零件,对于大功率机车的安全性和可靠性具有重要影响。机车轴箱轴承在大功率机车的运行过程中承受着重载载荷和转动力矩(惯性力和外部载荷均通过轴箱轴承进行传递),因此,其需具备高承载能力、优异的耐磨性能以及良好的旋转精度和刚度,且对其材料选型、热处理工艺、制造精度均提出了极高的要求。就机车轴箱轴承内圈来说,制造精度检测项目主要包括有:平面平行差、内径倾斜度变动量、内径椭圆度、内径直径、内径锥度、滚道直径、内径大圆直径、滚道角度差。
2、在现有技术中,制造精度检测项目的落实通过工人手工操作来实现,且为了放松对工人工作技能的要求,同一工位通常仅完成某一检测项目。另外,测试手段相对落后,以测试平面平行差项目为例,常用方式有塞规/塞尺测试法、水平仪测试法以及打表测试法。上述测试方法的测试精度极差,且测试结果不够全面。再者,测试准备阶段、测试进程中以及测试后阶段,工人均需多次对机车轴箱轴承内圈(部分型号超过10kg)进行姿态调整或转移,体力消耗严重。且测试进程中需要反复挪动仪器位置,需实时记录测试点数据,且需要工人实时对比数据以明确其是否在允许值范围内,费时费力,检测效率偏低。另外,为了落实多种制造精度检测项目,车间内需按照流水线方式布局数目众多的测试工位,所需占据的场地面积较大,且根据质检工艺制程要求,每个车间测试工位均需至少配置一名质控人员,部分工位还需额外配置一名辅助人员,如此,势必导致用工成本居高不下,且在招工难、用工难的态势下尤显棘手。因而,亟待技术人员解决上述问题。
技术实现思路
1、故,本发明项目研发组鉴于上述现有的问题以及缺陷,乃搜集相关资料,经由多方的评估及考量,并经过项目研发组人员不断实验以及修改,最终导致该机车轴箱轴承内圈尺寸检测方法的出现。
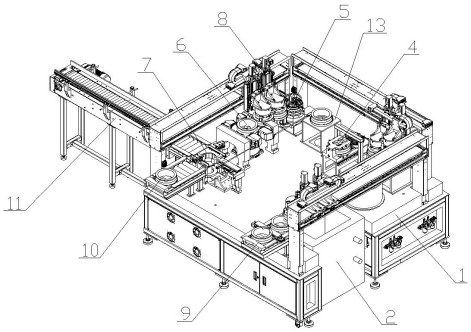
2、为了解决上述技术问题,本发明涉及了一种机车轴箱轴承内圈尺寸检测方法,借助于机车轴箱轴承内圈尺寸检测设备来实现。沿着上下游方向,超声波清洗装置、风刀清洁装置、平行差检测装置、内径检测装置、滚道检测装置、台肩内径检测装置依序排布,且均由机台承载。工件搬运单元用来将机车轴箱轴承内圈在不同工位之间流转。上料辊道输送机位于超声波清洗装置的上游,以向其持续地供应待检测机车轴箱轴承内圈。 ng料辊道输送机、ok料辊道输送机均位于台肩内径检测装置的下游,且相互交错90°布置,以分别用来承接经由台肩内径检测装置流转而来的不良品、合格品;
3、机车轴箱轴承内圈尺寸检测方法包括以下步骤:
4、s1、机车轴箱轴承内圈由上料辊道输送机承运,且借助于工件搬运单元将其流转至超声波清洗装置;
5、超声波清洗装置利用超声波在清洗液中的空化、加速度及直进流作用以分解、清除机车轴箱轴承内圈上所附有的污物;
6、s2、借助于工件搬运单元将清洗后的机车轴箱轴承内圈流转至风刀清洁装置;
7、风刀清洁装置利用强劲高速气流以清除机车轴箱轴承内圈上所附有的水渍、灰尘;
8、s3、借助于工件搬运单元将清洁后机车轴箱轴承内圈流转至平行差检测装置;
9、机车轴箱轴承内圈进入待测位后,平行差检测装置向其顶壁同时地吹拂多股等值等流量高压气体,各不同区域间的最大气压值和最小气压值之间的差值间接地反映出平面平行差;
10、s4、借助于工件搬运单元将机车轴箱轴承内圈流转至内径检测装置,包括子步骤s41、s42、s43、s44,以分别用来测定机车轴箱轴承内圈的内径倾斜度变动量、内径椭圆度、内径直径、内径锥度;
11、s41、机车轴箱轴承内圈自转一周过程中,上下两个点激光隔30°取1个值,且每次取值后将两个点激光距离测量值相减并取绝对值,得出旋转后单面内径倾斜度变动量;旋转一周完成后,整合所有单面内径倾斜度变动量,其中的最大变动量和最小变动量的差值即为内径倾斜度变动量;
12、s42、机车轴箱轴承内圈自转一周过程中,单个点激光取若干个值,分别计算出对应数量的点坐标并拟合出虚拟圆,分别计算出虚拟圆与参与拟合虚拟圆的点最远距离和最短距离,两者的差值即为内径椭圆度;
13、s43、机车轴箱轴承内圈自转一周过程中,单个点激光取若干个值,分别计算出对应数量的点坐标并拟合出虚拟圆,得出虚拟圆直径,经补偿值校正以得出内径直径;
14、s44、机车轴箱轴承内圈自转一周过程中,上下两个点激光隔30°各取1个值,分计算出对应数量的点坐标,并拟合出上、下圆,下圆直径和上圆直径相减以得到内径锥度;
15、s5、借助于工件搬运单元将机车轴箱轴承内圈流转至滚道检测装置,包括子步骤s51、s52,以分别用来测定机车轴箱轴承内圈的滚道直径、滚道角度差;
16、s51、机车轴箱轴承内圈自转一周过程中,每次旋转后投影照片,且分别取两对置外轮廓作为斜边直线1和斜边直线2,斜边直线1、斜边直线2反向延长直至与底轮廓相交以得到测量标定点1、测量标定点2,测量标定点1和测量标定点2之间距离以得到滚道直径;
17、s52、机车轴箱轴承内圈自转一周过程中,每次旋转后投影照片,基准直线1、基准直线3分别与斜边直线1、斜边直线2相交以形成基准点1、基准点2,基准点1和基准点2拟合成底边直线,底边直线向上分别平移距离d1、d2以形成平行线1、平行线2;平行线1、平行线2分别与斜边直线1相交以形成交点1、交点2,平行线1、平行线2分别与斜边直线2相交以形成交点3、交点4,计算出交点1和交点2之间的距离以得到距离1,计算出交点2和交点4之间的距离以得到距离2,距离1和距离2相减以得到单面距离差;取多次旋转中所得到单面距离差的最大值和最大值,并相减以得到滚道角度差;
18、s6、借助于工件搬运单元将机车轴箱轴承内圈流转至台肩内径检测装置,以用来测定机车轴箱轴承内圈的内径大圆直径;
19、对机车轴箱轴承内圈的底壁进行拍照,进行图像处理,且利用最小二乘法进行数据拟合以得到内径大圆直径;
20、s7、各项检测指标均合格的机车轴箱轴承内圈经由ok料辊道输送机流转至包装工位;而某一项或多项检测指标不合格的机车轴箱轴承内圈经由ng料辊道输送机流转至返修工位以备修整。
21、根作为本发明所公开技术方案的进一步改进,机台包括有底架和大理石板。大理石板被用作平行差检测装置、内径检测装置、滚道检测装置、台肩内径检测装置的共同安装基础,且其由底架所承托。
22、作为本发明所公开技术方案的进一步改进,工件搬运单元由第一工件搬运子单元、第二工件搬运子单元和第三工件搬运子单元构成。第一工件搬运子单元、第二工件搬运子单元和第三工件搬运子单元均由机台负担,共同围拢一“凵形”,且相协作以使得机车轴箱轴承内圈在各不同工位间流转。
23、作为本发明所公开技术方案的更进一步改进,第一工件搬运子单元、第二工件搬运子单元和第三工件搬运子单元具有相同设计结构,其中,第一工件搬运子单元包括有第一承力梁、第一直线驱动模组、第一取料机构以及第二取料机构。第一承力梁采取可拆卸方式以实现与机台的固定,以作为第一直线驱动模组的安装基础。第一取料机构和第二取料机构用来拾取、平移以及落放机车轴箱轴承内圈,两者相并排而置,且在来自于第一直线驱动模组的驱动力作用下独立地执行平移运动。
24、作为本发明所公开技术方案的更进一步改进,第一取料机构和第二取料机构具有相同设计结构。第一取料机构包括有第二直线驱动模组、安装座以及第一气动三爪卡盘。第二直线驱动模组由第一直线驱动模组直接驱动。安装座在受到来自于第二直线驱动模组的驱动力作用时沿着上下方向执行位移运动。第一气动三爪卡盘用来直接拾取、落放机车轴箱轴承内圈,且其以安装座作为安装基础。
25、作为本发明所公开技术方案的更进一步改进,第一取料机构还包括有缓冲组件。缓冲组件作为安装座和第二直线驱动模组之间的连接过渡。缓冲组件包括有安装过渡板、第一滑轨滑块组件、限位座以及柱状弹簧。第一滑轨滑块组件由第一滑轨和第一滑块构成。其中,两件第一滑轨均以安装过渡板作为安装基础,且相互平行。与第一滑轨相配套应用的第一滑块以安装座作为安装基础。限位座与安装过渡板采取可拆卸方式组装为一体。柱状弹簧的数目为多个,均连接于限位座和安装座之间。当第一气动三爪卡盘因受到来自于第二直线驱动模组的驱动力作用而执行下移运动时,在其因偏差对位而与机车轴箱轴承内圈碰触的瞬间,安装座在第一滑轨滑块组件的辅助作用下执行定向滑移运动,与此同时,柱状弹簧因受到压缩而发生自适应性弹性形变。
26、作为本发明所公开技术方案的更进一步改进,机车轴箱轴承内圈尺寸检测设备还包括有第一暂存平台和第二暂存平台。第一暂存平台和第二暂存平台均用来暂存经由上个工位流转而来的机车轴箱轴承内圈,其中,第一暂存平台布置于风刀清洁装置的下游,平行差检测装置的上游;而第二暂存平台布置于平行差检测装置的下游,内径检测装置的上游。
27、作为本发明所公开技术方案的更进一步改进,超声波清洗装置包括有清洗槽、超声波发生器以及沉放机构。沉放机构以清洗槽作为安装基础。沉放机构用来承接经由工件搬运单元流转而来的机车轴箱轴承内圈,且后续执行下沉动作,直至机车轴箱轴承内圈被清洗槽中所储存的清洗液所浸没。
28、作为本发明所公开技术方案的更进一步改进,沉放机构包括有第三直线驱动模组、承托板以及限位工装。第三直线驱动模组用来驱动承托板连同限位工装沿着上下方向执行位移运动,机车轴箱轴承内圈得以浸入/脱离清洗液。限位工装用来限定机车轴箱轴承内圈的平面位移自由度,且其以承托板作为安装基础。
29、作为本发明所公开技术方案的更进一步改进,限位工装由稳形环和限位爪构成。多个限位爪相协同以限位机车轴箱轴承内圈,射线状阵列排布,且共同借由稳形环进行稳形。
30、作为本发明所公开技术方案的进一步改进,风刀清洁装置包括有内置环形风刀吹拂环、外置环形风刀吹拂环、第一支撑座以及动力部。内置环形风刀吹拂环、外置环形风刀吹拂环独立地生成气帘,以分别吹拂机车轴箱轴承内圈的内侧壁、外侧壁。第一支撑座用来承载机车轴箱轴承内圈,且其因受到来自于动力部的驱动力作用而沿着上下方向循环地执行位移运动,机车轴箱轴承内圈被气帘通体掠过。
31、作为本发明所公开技术方案的进一步改进,平行差检测装置包括有第一底座、气动测量仪以及拖料机构。气动测量仪以第一底座作为安装基础。拖料机构用来配套气动测量仪,当其发生动作时,机车轴箱轴承内圈因受到侧向力作用而发生侧移运动,直至停位至测试工位。
32、作为本发明所公开技术方案的更进一步改进,拖料机构包括有第一卡持板、第二卡持板、第二滑轨滑块组件以及第四直线驱动模组。第一卡持板和第二卡持板相对而置,且其上分别开设有与机车轴箱轴承内圈的外形相适配的第一卡持缺口、第二卡持缺口。第一卡持板和第二卡持板均由第四直线驱动模组进行驱动,且在第二滑轨滑块组件的辅助下定向地执行位移运动,以接近/远离气动测量仪。
33、作为本发明所公开技术方案的进一步改进,内径检测装置包括有第二底座、气浮轴承、真空吸盘、激光位移传感器以及动力驱动部。第二底座用来承载气浮轴承,其以机台作为安装基础。真空吸盘用来定位、装夹机车轴箱轴承。在气浮轴承的辅助作用下,真空吸盘因受到来自于动力驱动部的转动力矩作用而绕自身中心轴线执行周向旋转运动。激光位移传感器的数目为2,沿着上下方向依序排布。当机车轴箱轴承内圈相对于真空吸盘定位、装夹到位后,机车轴箱轴承内圈维持于高速周向旋转运动形态,机车轴箱轴承内圈的内侧壁尺寸参数得以被激光位移传感器采集。
34、作为本发明所公开技术方案的进一步改进,滚道检测装置包括有第二气动三爪卡盘、力矩电机、第一投影照相组件以及第二投影照相组件。力矩电机用来驱动第二气动三爪卡盘,其以机台作为安装基础。第二气动三爪卡盘用来定位、装夹机车轴箱轴承内圈,且其因受到来自于力矩电机的转动力矩作用而绕自身中心轴线执行周向旋动运动。第一投影照相组件、第二投影照相组件均用来向着机车轴箱轴承内圈投射光线,且拍摄机车轴箱轴承内圈的外轮廓投影图像,且对称地布置于第二气动三爪卡盘的两侧。
35、作为本发明所公开技术方案的进一步改进,台肩内径检测装置包括有第二支撑座、高速ccd相机组件。第二支撑座用来承载机车轴箱轴承内圈,且其上开设有利于高速ccd相机组件执行拍照操作的避让孔。
36、作为本发明所公开技术方案的更进一步改进,台肩内径检测装置还包括有位置归正单元。位置归正单元用来拖动机车轴箱轴承内圈执行平面位移运动,直至其中心轴线与避让孔的中心轴线相重合。位置归正单元由第一位置归正子单元和第二位置归正子单元构成。其中,第一位置归正子单元包括有第一顶靠板和第一气缸。第二位置归正子单元包括有第二顶靠板和第二气缸。第一顶靠板、第二顶靠板上均设有与机车轴箱轴承内圈外形相适配的第一弧形导正缺口、第二弧形导正缺口。第一气缸、第二气缸均以第二支撑座作为安装基础。当机车轴箱轴承内圈相对于第二支撑座落放完毕后,第一顶靠板、第二顶靠板因分别受到来自于第一气缸、第二气缸的驱动力作用而执行相向运动,第一弧形导正缺口、第二弧形导正缺口得以接近、并顶触机车轴箱轴承内圈。
37、在实际应用中,本发明所公开的机车轴箱轴承内圈尺寸检测方法至少取得了以下几方面的有益技术效果,具体体现在:
38、1)机车轴箱轴承内圈尺寸检测方法借助于机车轴箱轴承内圈尺寸检测设备来实现。相较于传统的多工位人力密集流水线检测方式,机车轴箱轴承内圈尺寸检测设备同时集成了多个项目测试功能,且通过合理设计布局,数个检测项目可在同一工位一并得到落实,使其设计结构较为紧凑,其所需占地面积得以大幅度地降低,利于;
39、2)就目前运营现状而言,每台机车轴箱轴承内圈尺寸检测设备仅需配置一名质控人员,在准备工作阶段,其向着设备控制主机导入预检测机车轴箱轴承内圈的设计图纸及在面板预设框中填写各项尺寸管控标准,从而大幅度削减了用工人数以及用工成本,而且还放松了对质控人员工作经验以及劳动技能的要求;
40、3)在测试进程中,上料辊道输送机和工件搬运单元相互配合、协作以实现待检车轴箱轴承内圈的自动供应,借助于工件搬运单元以实现其在不同测试工位间的流转,后续ng料辊道输送机、ok料辊道输送机在工件搬运单元的辅助下以实现不同品质车轴箱轴承内圈的自动归类,整个流程实现自动化,全程无需工人介入;
41、4)借助于平行差检测装置、内径检测装置、滚道检测装置、台肩内径检测装置落实了车轴箱轴承内圈的各制造精度检测项目,整个检测过程仍无需工人介入,相较于传统人工检测方式,检测效率得以数十倍的提升,且检测成本得以大幅度地下降,而且测试精度极高,测试结果全面。
本文地址:https://www.jishuxx.com/zhuanli/20240911/291561.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表