一种平直度检测装置及平直度检测方法与流程
- 国知局
- 2024-09-11 14:42:24
本发明涉及产品检测,尤其是指一种平直度检测装置及平直度检测方法。
背景技术:
1、为满足产品质量检验需求,对钢丝类、圆管类等缠绕运输的产品需要进行平直度的检测,传统的平直度检测方法通常是由工人将产品放置在地上,依靠眼睛和工人经验目测判断是否足够平直、是否合格,这种方式很难适应企业大批量、高质量的生产需求;人工重复从事相同的操作,劳动强度大,且很难长时间高度集中注意力,不可避免的出现错,不仅效率低下,也导致产品品质不可控、稳定性差;且随着产业升级和自动化改造,原有方式也无法与其他自动化装置结合,无法实现24小时无人或少人生产线生产。
2、随着自动化的不断发展,根据实际的检测需求,现有技术提供了两种检测方式:
3、视觉检测,对待检测的产品进行拍照处理,视觉检测能有效避免过多的人为干预,提高检测结果的精确度,提高检测效率,但是现有的钢丝类、圆管类平直度检测标准需要对至少6m长的材料进行检测,采用面阵相机进行拍照处理时,因为需要读取的信息面广,从而造成像素低,在检测细长的丝状产品时不能达到理想的效果,并且图片不连续,检测所用时间长。
4、传感器检测,例如:公开号:cn 217236706u、发明名称:平直度检测装置的实用新型专利,由水平放置的绝缘板和两边对称放置的条状感应板组成,两块条状感应板之间的距离为75mm,从而方便平直度的自动检测,降低了劳动强度,节约了人工成本,也能够与其他自动化设备结合,实现量产;但是,在实际操作中,采用该检测方式很容易出现误判的情况,一方面为了保证检测的精确性,需要保证待检测产品在两块条状感应板正中心的位置放线,在放线出现位置偏差后,会出现误判的情况,并且,对于缠绕的待检测产品一般在放线的时候都回有一定的扭力,在放线扭力的作用下也有可能会出现误触碰的情况。
技术实现思路
1、为此,本发明所要解决的技术问题在于克服现有技术中平直度检测存在的缺陷,提供一种平直度检测装置及平直度检测方法,在检测长距离产品时有更高准确度和更高效率。
2、为解决上述技术问题,本发明提供了一种平直度检测装置,包括:
3、移载机构;
4、检测机构,设置在所述移载机构上,所述移载机构带动所述检测机构沿待检测产品的延伸方向移动,所述检测机构包括线扫相机和光源;
5、其中:所述光源设置在所述待检测产品的正上方,所述光源为线性光源,所述光源的线性延伸方向与所述待检测产品的延伸方向垂直;
6、所述移载机构带动所述检测机构匀速运动,在所述检测机构移动的过程中,所述线扫相机对待检测产品进行连续拍摄,所述检测机构的运动速度与线扫相机的拍摄频率同步。
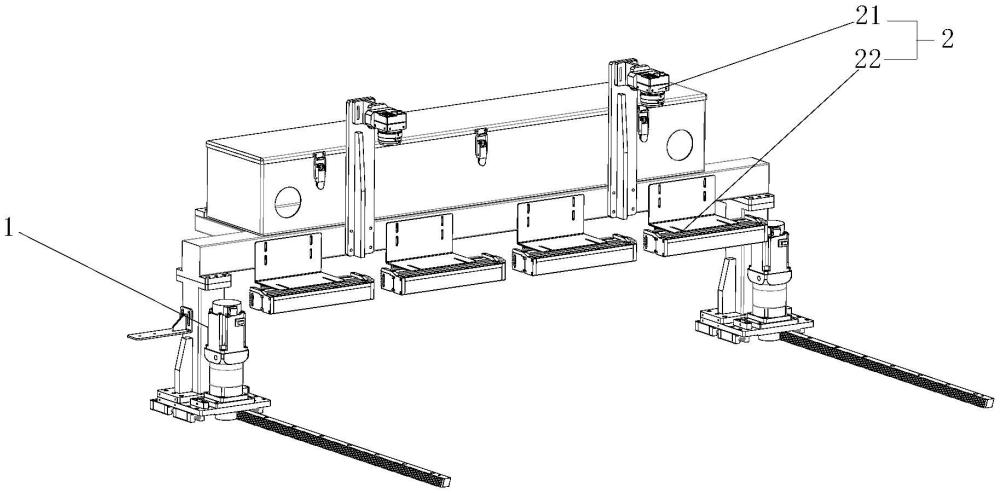
7、在本发明的一个实施例中,所述移载机构包括:
8、龙门架,所述检测机构设置在所述龙门架的横梁上,所述待检测产品设置在所述龙门架的下方;
9、滑动组件,包括与所述龙门架的立柱连接的滑块和与待检测产品延伸方向相同的滑轨,所述滑块支撑所述龙门架在所述滑轨上移动;
10、驱动源,设置在所述滑块上;
11、传动组件,包括与所述驱动源的输出端连接的齿轮、与所述滑轨延伸方向相同的齿条,所述齿轮与所述齿条啮合。
12、在本发明的一个实施例中,所述龙门架包括两立柱,每跟立柱下方均设置有滑动组件、驱动源和传动组件,两组所述驱动源同步带动所述龙门架移动。
13、在本发明的一个实施例中,在所述移载机构下方设置有待检台,所述待检台用于承载待检测产品。
14、在本发明的一个实施例中,在所述待检台上开设有多条待检槽,在每条所述待检槽中均放置有待检测产品,在每个所述待检槽上方均设置有光源,所述线扫相机同时对多个待检槽内的待检测产品进行连续拍摄。
15、在本发明的一个实施例中,所述线扫相机滑动设置在所述龙门架上,能够调节所述线扫相机与待检测产品的距离。
16、在本发明的一个实施例中,还包括取料机构,所述取料机构设置在所述移载机构上,所述取料机构用于抓取所述待检测产品,所述移载机构带动所述取料机构移动,能够实现待检测产品的放线动作。
17、在本发明的一个实施例中,所述待检测产品的放线长度至少为6m,所述移载机构的行程全覆盖所述待检测产品
18、为了解决上述技术问题,本发明还提供了一种平直度检测方法,采用上述平直度检测装置,包括以下步骤:
19、s1、对待检测产品进行放线和退扭处理后,将待检测产品自由放置在待检台上;
20、s2、将光源调节到待检测产品的正上方,确定光源的线性延伸方向与待检测产品的延伸方向垂直,调节线扫相机的高度,使线扫相机能够拍摄到待检测产品;
21、s3、移载机构带动线扫相机对待检测产品进行连续拍摄,根据线扫相机的拍摄频率调节移载机构的移动速度,使线扫相机拍摄的前后两张图片中的待检测产品能够首尾相接;
22、s4、将线扫相机拍摄的照片上传至上位机分析数据,并通过显示器直观输出检测结果。
23、在本发明的一个实施例中,在步骤s1中设置取料机构夹持待检测产品,移载机构带动取料机构移动,对待检测产品进行放线处理,取料机构松开待检测产品后,待检测产品不受外力完成退扭动作;在步骤s3中,移载机构恢复到初始位置,在复位的过程中,线扫相机完成连续拍摄。
24、本发明的上述技术方案相比现有技术具有以下优点:
25、本发明所述的平直度检测装置,采用视觉检测的方法,利用移载机构带动线扫相机沿待检测产品的延伸方向移动,在移动的过程中,线扫相机对待检测产品进行连续拍摄,控制移载机构的运动速度与线扫相机的拍摄频率同步,这样就能够将线扫相机拍摄的前后两张图片中的待检测产品首尾相接,这样无论沿待检测产品的长度如何,采用本发明的平直度检测装置都能够实现对整个沿待检测产品的连续拍摄,并且,采用线扫相机与现有技术的面阵相机相比,因为只有一行感光元素,所以能够做到高速扫描和高分辨率;
26、并且,在发明的平直度检测装置中,为了提高线扫相机的拍摄效果,还设置了线性光源,线性光源的延伸方向与待检测产品的延伸方向垂直,在移动的过程中,线性光源能够随线扫相机移动,并完全照射覆盖在待检测产品的两侧,能够防止出现光源死角的情况,保证了线扫相机拍摄的清晰度。
技术特征:1.一种平直度检测装置,其特征在于,包括:
2.根据权利要求1所述的平直度检测装置,其特征在于:所述移载机构包括:
3.根据权利要求2所述的平直度检测装置,其特征在于:所述龙门架包括两立柱,每跟立柱下方均设置有滑动组件、驱动源和传动组件,两组所述驱动源同步带动所述龙门架移动。
4.根据权利要求1所述的平直度检测装置,其特征在于:在所述移载机构下方设置有待检台,所述待检台用于承载待检测产品。
5.根据权利要求4所述的平直度检测装置,其特征在于:在所述待检台上开设有多条待检槽,在每条所述待检槽中均放置有待检测产品,在每个所述待检槽上方均设置有光源,所述线扫相机同时对多个待检槽内的待检测产品进行连续拍摄。
6.根据权利要求1所述的平直度检测装置,其特征在于:所述线扫相机滑动设置在所述龙门架上,能够调节所述线扫相机与待检测产品的距离。
7.根据权利要求1所述的平直度检测装置,其特征在于:还包括取料机构,所述取料机构设置在所述移载机构上,所述取料机构用于抓取所述待检测产品,所述移载机构带动所述取料机构移动,能够实现待检测产品的放线动作。
8.根据权利要求1所述的平直度检测装置,其特征在于:所述待检测产品的放线长度至少为6m,所述移载机构的行程全覆盖所述待检测产品。
9.一种平直度检测方法,其特征在于:采用上述权利要求1~8任意一项所述的平直度检测装置,包括以下步骤:
10.根据权利要求9所述的平直度检测方法,其特征在于:在步骤s1中设置取料机构夹持待检测产品,移载机构带动取料机构移动,对待检测产品进行放线处理,取料机构松开待检测产品后,待检测产品不受外力完成退扭动作;在步骤s3中,移载机构恢复到初始位置,在复位的过程中,线扫相机完成连续拍摄。
技术总结本发明涉及一种平直度检测装置及平直度检测方法,包括:移载机构;检测机构,设置在所述移载机构上,所述移载机构带动所述检测机构沿待检测产品的延伸方向移动,所述检测机构包括线扫相机和光源;其中:所述光源设置在所述待检测产品的正上方,所述光源为线性光源,所述光源的线性延伸方向与所述待检测产品的延伸方向垂直;所述移载机构带动所述检测机构匀速运动,在所述检测机构移动的过程中,所述线扫相机对待检测产品进行连续拍摄,所述检测机构的运动速度与线扫相机的拍摄频率同步。本发明提供一种平直度检测装置及平直度检测方法,在检测长距离产品时有更高准确度和更高效率。技术研发人员:黄世恒,王浩受保护的技术使用者:博众精工科技股份有限公司技术研发日:技术公布日:2024/9/9本文地址:https://www.jishuxx.com/zhuanli/20240911/291882.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。