一种基于机器学习的高锁螺母力学性能预测及加工参数优化的方法
- 国知局
- 2024-09-11 14:56:00
本发明涉及航空航天用高锁螺母力学性能评估方法领域,主要实现对高锁螺母不同工况下的锁紧力矩、松脱力矩和预紧力三种力学性能的预测以及参数优化。
背景技术:
1、飞机结构寿命的长短,主要取决于结构中的薄弱环节,如机械连接孔等部位的提早疲劳破坏。设计连接件与孔之间有一定过盈量(干涉配合)以及使被连接件产生稳定而较高的夹紧力是提高结构疲劳寿命的重要措施之一。高锁螺栓、螺母是国外发展的新型连接件,品种较多,应用较广,1959年10月"nas",1960年"boeinc"公司、1962年11月"mil"相继发布了高锁螺栓、螺母标准,该套标准具有强度高、重量轻、成本低、装配简单、效率高、噪音小、获得较高的可控制的夹紧力,有自锁能力、可在较小的空间进行单面安装。由于具备以上特点所以国外飞机已大量采用。例如、t38、b58、波音707,727、737、c-5a、l1011、dc-10、f-15。波音747采用带密封环式高锁螺母用于机艺整体油箱。f-14采用高抗疲劳高锁螺栓用于主要受力结构。
2、在数控加工高锁螺母过程中仍面临两大关键问题:加工高锁螺母实际中当运行工况改变后,如何快速预测出其工况改变后的性能参数;以及如何调整加工参数与工艺后,以使的多个性能指标同时有所提高。
3、高锁螺母的加工过程复杂,加工参数多,目前现有的高锁螺母锁紧力矩、松脱力矩和预紧力三个性能指标的计算方法,如:通过仿真构建高锁螺母的加工参数有限元模型,得到高锁螺母力学性能指标所需的时间长;通过理论公式计算高锁螺母力学性能指标,需要测得高锁螺母加工后实际的摩擦系数等,消耗时间长,过多依靠测试设备的准确性。以上两种方法没有考虑加工参数之间的相互作用,无法进行高锁螺母加工参数的优化。此外,高锁螺母的加工存在加工误差,相同加工参数下会造成力学性能不稳定的问题,进而无法取平均值表征力学性能。
技术实现思路
1、本发明的目的在于克服现有技术的不足,提出了一种的高锁螺母力学性能预测方法及加工参数的优化的方法,解决了现有技术存在的预测能力弱和紧固性能不稳定问题。
2、为了达到上述目的,本发明通过以下方案予以实现:
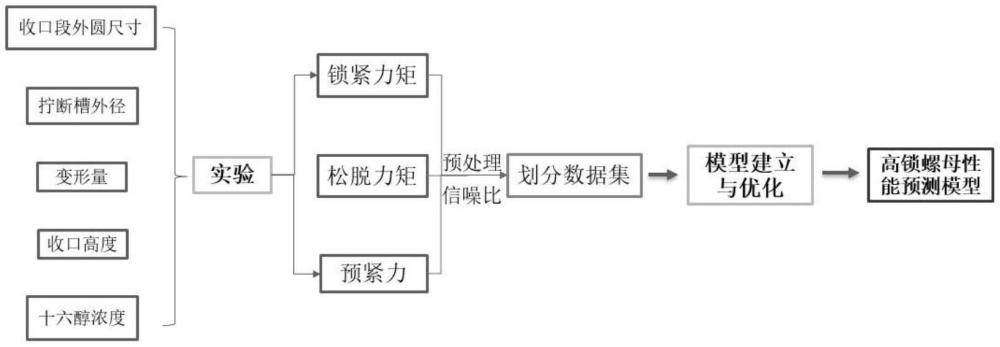
3、本发明通过收集大量不同工况的高锁螺母加工参数以及力学性能指标,引入信噪比作为收集的数据是否稳健的评价指标,对稳健的数据取平均值表征加工参数对应得力学性能,然后预处理,进行卷积神经网络的训练,最后得到加工参数与高锁螺母力学性能指标预测模型,调用卷积神经网络作为后续多目标优化算法的代理模型,选用nsga-ⅱ(带精英策略的非支配排序遗传算法)进行高锁螺母力学性能指标同时进行优化。
4、具体包括以下步骤:
5、步骤1,通过试验获取加工高锁螺母全过程的加工参数和获取对应的高锁螺母锁紧力矩、松脱力矩和预紧力三个性能指标;
6、步骤2,在相同加工参数下分别计算三个力学性能的平均值和标准差,然后计算各个力学性能的信噪比,赋给不同信噪比不同的权重,进行信噪比累加,得到总信噪比值,设定总信噪比阈值,对低于设定总信噪比阈值的数据进行剔除;;
7、步骤3,预处理实验数据,将数据归一化后随机划分为训练集、验证集和测试集;
8、步骤4,设计机器学习模型,将构建好的数据集输入到机器学习模型中进行训练,设计训练学习数据规则,分别对锁紧力矩、松脱力矩和预紧力进行预测并根据预测结果进行评估,所述的高锁螺母力学预测模型为卷积神经网络模型(cnn);
9、步骤5,使用没经过训练的加工参数数据进行模型测试,并根据测试结果进行参数调整,最后得到高锁螺母力学性能预测模型。
10、步骤6,多目标遗传算法通过调用训练好的卷积神经网络模型进行加工参数的优化。
11、进一步的,步骤1所设计的高锁螺母试验方案具体步骤如下:
12、(1)收集不同工况下高锁螺母的加工参数和对应的力学性能指标,加工参数:收口外圆尺寸,拧断槽外径、收口量、收口高度和十六醇浓度,力学性能指标:锁紧力矩、松脱力矩和预紧力,每一组加工参数对应一组力学性能指标。
13、进一步的,步骤2的具体步骤如下:
14、所述的计算总信噪比的计算公式如下:
15、
16、其中,η表示总信噪比,wi表示第i个力学性能的权重,表示第i个力学性能第j个实验结果下的灵敏度,σij表示第i个力学性能第j个实验结果的标准差,表示第i个力学性能第j个下实验结果的均值,n表示相同加工参数下实验次数。
17、进一步的,步骤3的具体步骤如下:
18、数据集的构建,利用公式将选出的数据特征进行归一化,处理后的数据全部缩放到[0,1]之间,便于数据处理与计算,公式如下;
19、
20、式中,x为归一化后的特征值,x为归一化前的特征值。
21、然后将归一化后的数据进行随机划分为训练集、验证集和测试集,。
22、进一步的,步骤4的具体步骤如下:
23、接受归一化后的数据,数据维度为[5,1,1],构建了一个包含卷积层、批归一化层、池化层、全连接层等的神经网络结构。设置了两层卷积层,使用3x1大小的卷积核生成特征图,分别生成16张和32张特征图。在每个卷积层后加入批归一化层和relu激活层,通过设定训练选项和参数进行模型训练,然后使用训练好的模型对测试集的输入数据进行预测。
24、进一步的,步骤5的具体步骤如下:
25、选用均方根误差rmse作为比较子模型的性能指标对预测结果和模型性能进行评估,具体计算公式如下:
26、均方根误差:
27、
28、其中n表示数据集样本数,yi表示真实某个力学性能指标值,表示预测某个力学性能指标值,表示真实某个力学性能指标的平均值。
29、将测试数据集根据训练数据集的构建方式进行预处理,输入到训练完成的网络模型中进行结果评估,对比模型输出的结果是否与实际结果相符合,根据对比结果对网络结构的层数、学习率等进行微调,提高其预测准确度。
30、进一步的,步骤6的具体步骤如下:
31、(1)将步骤5训练好的卷积神经网络作为代理模型,耦合到nsga-ii算法中,用来代替适应度函数。
32、(2)对优化问题进行定义,包括输入变量数目、目标函数数目、种群大小、迭代次数、交叉概率、变异概率以及约束变量的范围。具体包括五个输入变量数目、三个目标函数数目、种群大小初始化种群为8、迭代次数为100、交叉概率为0.8、变异概率为0.05、以及约束变量的范围:收口外圆尺寸:7.58-7.6,拧断槽外径:5.56-5.6,收口量:0.1-0.14,收口高度:4.2-4.4,十六醇浓度:0.3-1以及约束对应变量取值步长[0.001,0.001,0.01,0.005,0.1]。
33、(3)通过初始化种群,随机生成初始的个体,通过加载数据,归一化的参数结构和调用训练好的卷积神经网络作为代理模型,以最小化锁紧力矩、最大化松脱力矩和最大预紧力作为优化目标和优化目标的约束条件,计算锁紧力矩、松脱力矩和预紧力对应的适应度函数值。
34、(4)利用非支配排序将种群中的个体分成不同的帕累托前沿集合,并计算个体的拥挤度。在进化过程中,程序通过选择、交叉、变异等操作更新种群,并根据非支配排序和拥挤度进行个体的排序和淘汰。迭代过程中会可视化当前迭代次数以及帕累托前沿集合中个体的数量,并可视化当前迭代的帕累托前沿集合。最终,输出一组非支配解集合,即帕累托前沿。
35、本方法具有以下的技术优势:
36、1.本发明对高锁螺母加工参数及力学性能指标信息的收集,训练准确度高,时间短,并且可以进行加工参数的优化。
37、2.针对高锁螺母的加工存在加工误差,相同加工参数下造成力学性能不稳定,无法取平均值表征力学性能的问题,本方法引入信噪比,用来评价数据是否稳健,进而保证了数据准确性,适用于传统的加工制造业。
本文地址:https://www.jishuxx.com/zhuanli/20240911/292618.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表