螺栓自动化喷涂装置及喷涂方法与流程
- 国知局
- 2024-09-11 15:07:30
本发明涉及螺栓自动化喷涂设备,特别涉及螺栓自动化喷涂装置及喷涂方法。
背景技术:
1、近年来风电市场比较火爆,风电用紧固件也随之增多,由于风电产品对耐腐蚀、耐盐雾、耐高温等有比较高的要求,所以表面涂覆达克罗被大量应用于风电类紧固件。而风电类产品的需求量比较大,表面涂覆往往为人工手喷完成,工作效率低下,劳动强度高,根本无法满足风电客户的交货要求。
技术实现思路
1、针对上述技术问题,本发明提供了一种螺栓自动化喷涂装置及喷涂方法。
2、为了实现上述目的,本发明的技术方案具体如下:
3、螺栓自动化喷涂装置,包括:
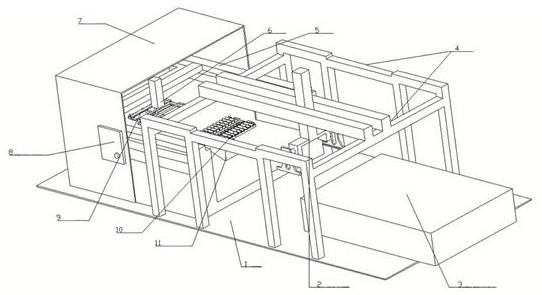
4、喷房,其侧壁上设置有启动控制面板;
5、滑轨架,设置在喷房内;
6、喷枪,设置在滑轨架上,且能够在滑轨架上呈上、下、左、右、前、后的移动;
7、旋转机构,设置在滑轨架内;
8、托盘,设置在旋转机构上,其上放置喷涂件;
9、支架,设置在喷房外侧;
10、工业机械手,可纵向移动的设置在支架上,用于对托盘上的喷涂件进行翻面和转移;
11、达克罗网带式固化炉,设置在支架的出料端上;
12、其中,启动控制面板分别与喷枪、旋转机构、工业机械手和达克罗网带式固化炉的启动部分连接。
13、所述喷房、滑轨架、支架和达克罗网带式固化炉分别依次设置在作业地基上。
14、所述旋转机构,包括:
15、底部支撑;
16、第一旋转轴,竖直设置在底部支撑上;
17、水平设置的旋转支架,设置在第一旋转轴顶部;
18、第一电机、第二电机和第三电机,均设置在旋转支架内,且第一电机位于旋转支架中部位置,其输出轴与第一旋转轴配合连接,使得旋转支架能够旋转;第二电机和第三电机分别设置在旋转支架两端;
19、第二旋转轴和第三旋转轴,分别竖直设置在旋转支架两端,且分别与第二电机和第三电机的输出轴配合连接;
20、两个放置架,分别设置在第二旋转轴和第三旋转轴顶部。
21、所述放置架为十字形结构。
22、所述托盘,包括:
23、矩形框架;
24、四个支撑柱,分别设置在矩形框架的四个角上,且支撑柱顶部为锥状结构,底部为管状结构,使得多个矩形框架上下叠加放置时,锥状结构与管状结构能够对应配合安装,实现了多个矩形框架叠放时的限位与固定;
25、四个抓卡板,两两设置在矩形框架两侧,便于工业机械手的抓取;
26、四个限位柱,分别设置在矩形框架的底部,能够防止旋转机构动作时,矩形框架由于惯性发生自转;
27、破浪板,设置在矩形框架上,用于防止喷涂件移动。
28、本发明还提供了一种螺栓自动化喷涂方法,包括以下步骤:
29、s1、通过启动控制面板启动设备,设备开始进入工作状态;
30、s2、喷涂件整齐摆放在托盘上,装卸车将托盘放置在工业机械手的作业区;
31、s3、工业机械手随着旋转机构的第一电机的动作,依次将托盘放置在两个放置架上,此时,两个放置架中有一个放置架位于喷房内,另一个位于喷房外;
32、s4、喷枪对位于喷房内的放置架上的喷涂件进行喷涂,依次从左往右、从右往左喷涂,喷涂完一次后,放置架对应的第二电机或第三电机动作一次,使得放置架旋转90°,之后,继续依次从左往右、从右往左喷涂,以此类推,直至喷涂件的四个方向全部喷涂完毕,之后,第一电机动作,将另一个位于喷房外的放置架,转入喷房内,进行新一轮的喷涂作业,而喷涂完毕的喷涂件,被转出喷房,由工业机械手将喷涂件全部依次翻转180°,下面翻转至上面,待喷房内新的一轮喷涂作业结束后,第一电机再次动作,将翻面后的喷涂件,再次转入喷房内,继续喷涂,转出来的喷涂件,同样按上述方法依次翻面,进行再次喷涂,直到两个放置架上的喷涂件全部喷涂完毕;
33、s5、工业机械手移动至喷涂完毕的放置架跟前,并提起托盘移动到达克罗网带式固化炉的达克罗网带上面,托盘随达克罗网带移动并进行预热、烧结、固化、炉冷和出炉,完成作业。
34、其中,达克罗网带式固化炉的达克罗网带运转速度在300~360mm/min之间;达克罗网带式固化炉的预热区温度应控制在150~200℃,预热时间为5~8分钟,烧结区,温度控制在310℃~340℃,烧结时间为10~20分钟,固化区,温度控制在300℃~330℃,固化时间为15~25分钟,炉后区,温度应控制在320℃~340℃之间。
35、本发明的有益效果是:
36、1、本发明结构相对简单,操作相对方便,不仅提高了效率,而且质量稳定。
37、2、本发明工艺简单,可根据螺栓的喷涂进而设计其他紧固件的放置托盘,可实现更多产品的自动化喷涂;
38、3、工作效率高,品质好,效率提高约81.7%,而且返工率极低,客户反馈也不错,表面光洁,防腐性能大大增强。
技术特征:1.螺栓自动化喷涂装置,其特征在于,包括:
2.根据权利要求1所述的螺栓自动化喷涂装置,其特征在于:所述喷房(7)、滑轨架(5)、支架(4)和达克罗网带式固化炉(3)分别依次设置在作业地基(1)上。
3.根据权利要求1所述的螺栓自动化喷涂装置,其特征在于,所述旋转机构(11),包括:
4.根据权利要求3所述的螺栓自动化喷涂装置,其特征在于,所述放置架(115)为十字形结构。
5.根据权利要求1所述的螺栓自动化喷涂装置,其特征在于,所述托盘(9),包括:
6.一种螺栓自动化喷涂方法,其特征在于,包括以下步骤:
7.根据权利要求6所述的一种螺栓自动化喷涂方法,其特征在于,所述达克罗网带式固化炉(3)的达克罗网带运转速度在300~360mm/min之间;达克罗网带式固化炉(3)的预热区温度应控制在150~200℃,预热时间为5~8分钟,烧结区,温度控制在310℃~340℃,烧结时间为10~20分钟,固化区,温度控制在300℃~330℃,固化时间为15~25分钟,炉后区,温度应控制在320℃~340℃之间。
技术总结本发明公开了螺栓自动化喷涂装置,该装置包括喷房,其侧壁上设置有启动控制面板;滑轨架,设置在喷房内;喷枪,设置在滑轨架上,且能够在滑轨架上呈上、下、左、右、前、后的移动;旋转机构,设置在滑轨架内;托盘,设置在旋转机构上,其上放置喷涂件;支架,设置在喷房外侧;工业机械手,可纵向移动的设置在支架上。本发明还公开了一种螺栓自动化喷涂方法,包括以下步骤:S1、通过启动控制面板启动设备;S2、喷涂件整齐摆放在托盘上;S3、工业机械手随着旋转机构的第一电机的动作,依次将托盘放置在两个放置架上;S4、喷枪对位于喷房内的放置架上的喷涂件进行喷涂;S5、工业机械手移动至喷涂完毕的放置架跟前。技术研发人员:马文强,李杜春,孙富,卢东鹏,袁慧霞,杨婷婷受保护的技术使用者:定西高强度紧固件股份有限公司技术研发日:技术公布日:2024/9/9本文地址:https://www.jishuxx.com/zhuanli/20240911/293286.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表