基于对商标粘胶处质量控制以降低成品次品率的方法与流程
- 国知局
- 2024-09-14 14:45:44
本发明涉及一种商标质量检测方法,特别是涉及基于对商标粘胶处质量控制以降低成品次品率的方法。
背景技术:
1、卷烟外观质量是卷烟生产中的一个重中之重的指标,包含烟支外观质量、小盒商标外观质量和条盒商标外观质量。小盒和条盒在卷烟行业中统称为商标,商标质量为影响外观质量的决定性因素之一。商标作为卷烟厂最基本也是最重要的烟用包装材料之一,其结构、性能的高度上机符合性对于生产来说具有重要作用。
2、商标纸张是大部分天然纤维和填料通过加工所形成的网状交织物,其中,纤维材料不仅会从潮湿的气态环境中吸收水分,也能向干燥的气态环境中脱去水分。而且商标纸张纤维还具有吸水润胀,脱水收缩特性;当空气湿度高于纸张所含水分时,商标就会吸收空气中的水分膨胀伸长,反之就释放水分收缩变短,以达到一种水分相对平衡状态。
3、由于商标加工成盒过程中需要经过上胶、粘接、干胶;常使用白乳胶或者热熔胶进行粘接成型。白乳胶是以水为分散介质进行乳液聚合而得,是一种水溶性胶粘剂,具有干燥快、初粘性好、操作性佳;粘接力强、抗压强度高;耐热性强等优点。所以商标的水分吸附脱附能力以及上胶方式、商标粘接处的结构都会对其粘接效果、烟包成型质量等方面造成影响。商标的水分吸附速率过小,胶水延展性不佳,不能快速分散;水分吸附速率过大,胶水可能会浸透纸张,导致商标与烟包通道粘接造成卡堵。水分脱附速率过小,胶水固化速度过慢,粘接不牢靠;水分脱附速率过大,胶水固化速度过快,粘接同样不牢靠。因此商标上胶效果不达标在包装成盒时会产生成型不好、包装盒开胶、包装盒塌陷等问题;从而造成了设备的卡阻,更严重的导致包装机无法将商标包装成型。如图2、图4所示,为小盒商标上胶效果不达标而导致的粘胶不牢进一步导致烟包外观质量问题。而合格产品应该如图3、图5所示。如图6、图8所示,为条盒商标上胶效果不达标而导致的粘胶不牢进一步导致烟包外观质量问题。而合格产品应该如图7、图9所示。烟包成型后一旦出现烟包外观质量缺陷后续还需要完成一系列的残次品剔除工序,造成材料浪费的同时还会大大降低生产效率,影响整个生产计划。因此需要对商标和上胶进行一定的改进,再在生产前加入商标水分吸附脱附能力质量控制,以此保证商标粘接处的质量。
技术实现思路
1、本发明提供了基于对商标粘胶处质量控制以降低成品次品率的方法;通过对商标粘接处区域进行分类以及预处理,针对不同区域使用不同的上胶方式,然后对商标上胶区域进行水分吸附脱附能力的检测及控制,以此降低成品次品率。具体地,本发明所述方法如下:
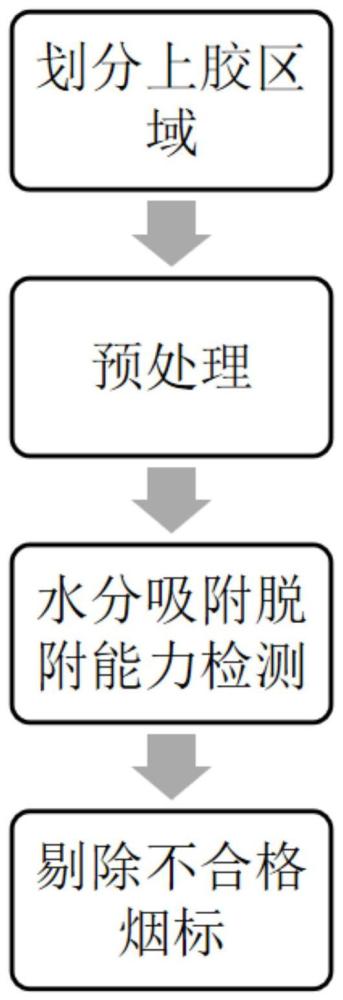
2、基于对商标粘胶处质量控制以降低成品次品率的方法,包括以下步骤:
3、s1、划分上胶区域;将商标上胶区域划分为非印刷面上胶区域与印刷面上胶区域;
4、s2、预处理;对印刷面上胶区域进行预处理,使其形成便于吸收胶水的表面;
5、s3、水分吸附脱附能力检测;从待检测批次商标中抽样,分别检测样本商标非印刷面上胶区域与印刷面上胶区域的水分吸附脱附能力;
6、s4、剔除不合格商标;将检测数据与内控范围值进行比对,判断所抽取样本的水分吸附脱附能力是否合格,根据判断结果进一步判定该批次商标的上胶区域水分吸附脱附能力是否合格,将上胶区域水分吸附或脱附能力不合格的批次商标剔除。
7、进一步地,所述步骤s2预处理包括对印刷面上胶区域进行压痕处理或刮毛处理,让原本质地光滑的印刷面上胶区域形成凹凸不平的表面,便于胶水吸收;所述压痕处理包括使印刷面上胶区域形成压痕线或压痕点,所述刮毛处理包括破坏印刷面上胶区域光滑的表面,使之形成毛状表面;对于接近印刷面上胶区域中靠近折叠压痕位置的区域,在进行压痕处理或刮毛处理时,其压痕线或压痕点或刮毛的密度大于其他区域。
8、进一步地,所述步骤s3水分吸附脱附能力检测包括以下步骤:
9、s3.1、取样;从待检测批次商标中抽样,分别对抽取样本商标上的非印刷面上胶区域与印刷面上胶区域进行裁切取样,将待检测部位裁切成40mm*40mm的试样,放入水分吸附脱附检测仪的样品盘中,每个样品盘中的试样重量控制在1.5g-3.5g之间;
10、s3.2、阶段处理;利用水分吸附脱附检测仪对样品盘中的试样进行阶段处理;所述阶段包括平衡阶段、吸湿阶段和脱湿阶段;分别记录下每个阶段结束时的试样质量;
11、s3.3、计算;根据所记录下的每个阶段结束时的试样质量,分别计算出吸湿阶段和脱湿阶段中试样质量变化率,以此结果分别代表试样的吸湿速率和脱湿速率。
12、进一步地,步骤s3.2中所述平衡阶段的参数设定值为温度24℃、湿度60%、处理时间5分钟;所述吸湿阶段的参数设定值为温度24℃、湿度90%、处理时间60分钟;所述脱湿阶段的参数设定值为温度24℃、湿度60%、处理时间60分钟。
13、进一步地,所述步骤s3.1中当取样的区域同时包含两种上胶区域的时候,按照印刷面上胶区域进行取样。
14、进一步地,在进行步骤s3.1中,在对待检测批次商标取样之后、对抽取样本商标上的非印刷面上胶区域与印刷面上胶区域进行裁切取样之前,需要先将所抽取样本商标放置在温度22℃±1℃、相对湿度为60%±5%的环境中平衡二十四小时。
15、进一步地,所述步骤s4中,当所抽取的样本商标非印刷面上胶区域或印刷面上胶区域的检测数据中出现水分吸附能力或脱附能力不合格时,即判定该样本商标的水分吸附脱附能力不合格;当该批次商标检测样本中单张水分吸附脱附能力不合格的比率占10%及以上时,判定该批次商标不合格。
16、进一步地,所述非印刷面上胶区域包括商标未印刷面上需要与内衬纸、内框纸粘接的部分,其上胶方式为通过喷胶嘴喷出点状胶进行上胶;所述印刷面上胶区域包括商标印刷面上位于商标两侧在包装折叠时与商标未印刷面粘接的部分,其上胶方式为通过上胶辊进行涂布条状上胶。
17、进一步地,所述步骤s4中内控范围值的确定方法为将一段时间内无任何质量问题的批次商标进行抽样,测量所抽样批次商标各检测区域水分吸附脱附速率大小后取均值,该均值即为水分吸附脱附速率大小标准值,去除与平均值的偏差超过两倍标准差的测量值,剩余最小值与最大值即为内控区间上限值与下限值;最终上限值与下限值之间的区间即为内控范围值。
18、进一步地,所述商标包括小盒商标和条盒商标。
19、本发明工作原理如下:
20、商标包括小盒商标和条盒商标,由于印刷图案使用印油会对商标表面造成一定影响,因此在上胶时将商标划分为印刷面上胶区域2与非印刷面上胶区域1;所述印刷面上胶区域2如图10所示,所述非印刷面上胶区域1如图11、图12所示。上胶之前对印刷面上胶区域2做预处理,使其形成便于吸收胶水的粗糙表面。根据两种上胶区域的特点对非印刷面上胶区域1采用点上胶模式,对印刷面上胶区域2采用涂布条状上胶模式。然后对预处理后的商标按照不同上胶区域分别取样进行水分吸附脱附能力的检测,使得检测结果更加精准,根据检测结果能更好的对商标原材料进行筛选控制,剔除不合格商标。通过此方法使原材料商标在包装机中的上胶、干胶、输送和包装过程适应性更好,降低成品的次品率。水分吸附脱附能力检测时先模拟生产环境将样本在特定温度湿度环境下放置进行平衡,使样本更具有代表性。检测时分成平衡阶段、吸湿阶段和脱湿阶段;平衡阶段使样本同步到相同水平,然后再分别进行吸附速率和脱附速率的检测,使检测结果更精确。
21、本发明有益效果如下:
22、(一)通过对商标粘接处质量的检测与控制,对待生产的商标原材料进行筛选,将被判断为会导致次品产生的商标原材料批次在生产前就进行剔除,从根源处降低成品次品率。
23、(二)根据商标表面情况以及商标粘接位置和与之粘接的材质将商标的上胶区域划分为印刷面上胶区域和非印刷面上胶区域,生产前对印刷面上胶区域进行预处理,上胶时针对不同区域使用不同的上胶方式,进一步提高粘接处质量,降低次品率。
24、(三)对商标进行水分吸附脱附能力检测和控制时,针对不同的上胶区域制定不同的检测标准,更加精准的对商标水分吸附脱附能力进行控制,在提高粘接处质量的同时也能避免不必要的剔除,降低次品率的同时也能很大程度的节约原材料。
本文地址:https://www.jishuxx.com/zhuanli/20240914/295834.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。