一种宽厚板精整线修磨台自动控制方法
- 国知局
- 2024-10-09 15:51:55
本发明属于宽厚板冶金自动化领域,涉及一种宽厚板精整线修磨台自动控制方法。
背景技术:
1、修磨台是宽厚板生产线的重要组成部分,由修磨台入口/出口辊道、修磨台上/下料装置、修磨台本体等部分组成,通常设置在冷床工序后,用于辅助冷床将轧件自然冷却到适宜温度,并完成轧件运输,还需和中间库、火切、探伤及其下游工序配合生产,是宽厚板生产中的重要环节。
2、但目前宽厚板修磨台多为手动或半自动控制。传统的修磨台运输,钢板均为单列排布,修磨台空间利用率较低。并且由于一些特殊的生产需求,例如火切、翻板、表面检查等,有时需要频繁的将钢板吊上或吊离修磨台,需要较多的人工干预和控制操作。当钢板通过行车吊上冷床或吊离冷床,需要操作工不断地观察工况,手动控制修磨台的运输,并将上/下线的钢板数据进行手动插入或删除,工作量繁琐。当钢板需要翻板检查时,也需要操作工和行车工不断地沟通,修磨台操作工人工控制修磨台运输。
3、并且修磨台上数据依靠纸质计划单发送给下游工序,不同工序之间数据通讯繁琐,影响下游工序的工作效率。修磨台复杂的生产工况和生产需求也给实现修磨台自动化控制带来极大的困难。
技术实现思路
1、针对上述技术问题,本发明提供了一种宽厚板精整线修磨台自动控制方法,通过先进的自动控制、智能拼板模型、机器视觉、物料跟踪等技术,实现修磨台的全自动物料跟踪及全自动控制,自动生成生产报表,并将修磨台的钢板数据发送给下游工序。
2、本发明是通过以下的技术方法实现的:
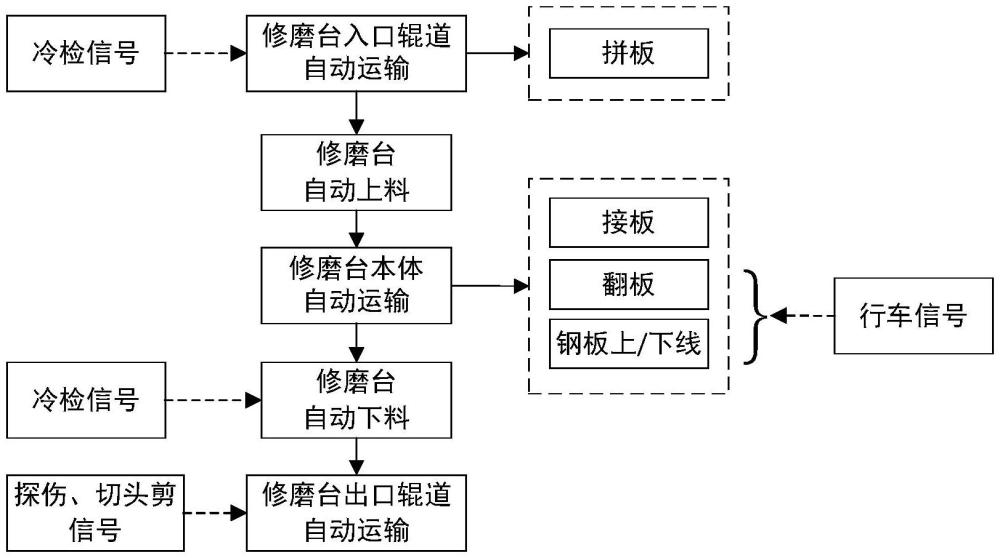
3、一种宽厚板精整线修磨台自动控制方法,所述方法包括如下步骤:
4、(1)修磨台入口辊道自动运输:根据修磨台入口辊道侧的冷检信号跟踪校正钢板位置,结合自动化二级控制系统下发的钢板id、钢板尺寸数据,进行钢板拼板、钢板对中和钢板自动上料定位;
5、(2)修磨台自动上料:根据上料控制信号控制修磨台上料升降链和运输链,完成修磨台自动上料,所述上料控制信号包括上料升降链抬升信号、上料升降链下降信号、上料升降链上限位信号、上料升降链下限位信号、上料运输链控制信号;
6、(3)修磨台本体自动运输:根据优先送料、优先等料的设定,修磨台本体链条运输钢板;运输过程中进行自动接板、自动翻板、自动上/下线钢板;
7、(4)修磨台自动下料:根据钢板位置信号、修磨出口辊道信号、修磨台下料设定位置、下料升降链上限位信号,启动修磨台下料运输链,根据冷检激活信号开始累积计算修磨台下料运输链运输距离,当所述运输链运输距离大于等于钢板跟踪信息中的钢板宽度且边缘检测冷检信号消失时,连锁停止运输链,并将下料升降链降下,下限位信号激活,完成自动下料作业;
8、(5)修磨台出口辊道自动运输:根据三级控制系统下发的探伤信号、二级控制系统发送的切头剪信号,控制修磨台出口辊道运输钢板。
9、进一步地,步骤(1)中,在修磨台入口的每组辊道上设置一个冷检装置,通过冷检装置获取的物料跟踪位置对钢板位置进行校正;
10、在修磨台入口辊道或者冷床入口辊道上进行所述钢板拼板的过程,根据钢板在入口辊道上的排布位置,控制系统按计算结果将钢板运送到入口辊道指定位置,所述钢板拼板具体步骤为:
11、根据二级控制系统发送的钢板长度数据,计算相邻两块钢板的长度和;若长度和小于设定值,且相邻两块钢板的厚度偏差小于20mm,则符合拼板条件;一级控制系统发送拼板控制指令,控制辊道完成拼板;拼板完成后钢板间距离大于等于0.5m。
12、进一步地,步骤(2)具体为:当满足修磨台自动上料条件时,一级控制系统发送修磨台上料升降链抬升信号,修磨台上料升降链抬升到位后激活上料升降链上限位信号,启动运输链运输钢板到修磨台上料设定位置;钢板到位后,一级控制系统发送修磨台上料升降链下降信号,等待修磨台上料升降链下降到位激活上料升降链下限位信号,修磨上料完成。
13、进一步地,所述修磨台自动上料条件包括:钢板到达修磨台入口辊道上停放等待上料的位置、修磨台入口辊道和修磨台上料升降链不能同时运行、编码器工作正常、驱动器工作正常。
14、进一步地,步骤(3)中,修磨台本体链条的相邻链条交错吻合连接;修磨台运输过程中,钢板运输通过相邻链条吻合处时,相邻两条链条必须同时运行;
15、当修磨台上出现相邻钢板差距过大时,进行自动回退接板,当相邻钢板距离大于等于0.5m且小于等于1m时,接板完成。
16、进一步地,步骤(3)中,一级修磨台操作画面中设置有翻板检查勾选框,勾选后发送翻板钢板id信号给一级控制系统,当满足翻板条件时根据钢板翻板信号控制翻板机进行翻板;所述钢板翻板信号包括:翻板钢板位置信号、相邻钢板位置信号、运输链运输信号、翻板机控制信号、行车位置信号;
17、其中,所述翻板条件包括:翻板钢板厚度小于等于50mm;翻板钢板到达翻板机机械臂上且距离翻板机中轴处0.5-0.2m;翻板过程中,运输链停止运行;与翻板钢板相邻的钢板距离翻板机的位置大于等于0.5m;翻板机正上方无行车。
18、进一步地,步骤(3)中,当钢板需要通过行车吊上或吊离修磨台时,具体方法包括:
19、二级控制系统发送钢板上/下线请求信号,修磨台操作工进行信号确认;
20、行车工锁定修磨台的自动控制权限,通过行车将对应钢板吊上或吊离修磨台;
21、通过机器视觉系统自动识别,建立或吊销对应的钢板数据;
22、对上/下线钢板进行钢板id及钢板位置坐标信息的变更,并在二级控制系统建立中间库临时库位数据管理,自动生成上/下线钢板数据的生产报表记录,并将更新后的钢板数据向下游工序发送。
23、进一步地,步骤(4)具体包括:
24、在所述修磨台下料升降链上安装上限位开关和下限位开关,下料钢板在出口辊道靠修磨台侧对齐;
25、当满足修磨台自动下料条件时,修磨台下料升降链抬升,上限位信号激活后,修磨台下料运输链启动并运输钢板到修磨台出口辊道设定位置;
26、当钢板到达出口辊道边缘时,边缘检测冷检激活,开始累积计算修磨台下料运输链运输距离,当运输链运输距离大于等于钢板跟踪信息中的钢板宽度且边缘检测冷检信号消失时,连锁停止修磨台下料运输链,修磨台下料升降链下降;当修磨台下料升降链下降到位时,激活下限位信号,完成自动下料作业,钢板停放在出口辊道靠修磨台侧对齐位置。
27、进一步地,所述自动下料条件包括:修磨台出口辊道和修磨台下料升降链不同时运行、钢板到达修磨台预下料设定位置、修磨台出口辊道上无钢板、编码器工作正常、驱动器工作正常。
28、进一步地,步骤(5)中,修磨台的出口辊道设置有边缘检测冷检,且边缘检测冷检间距不大于最小需探伤钢板的长度;从三级控制系统读取钢板探伤信号,当钢板需要探伤时,控制修磨台出口辊道运输探伤板到探伤装置;对于无需探伤的钢板,直接运输到切头剪。
29、本发明有益的技术效果:
30、(1)本发明提供的一种宽厚板精整线修磨台自动控制方法,通过先进的自动控制、机器视觉、物料跟踪等技术,自动进行钢板上/下线、钢板翻板及运输控制,实现修磨台的全自动物料跟踪及全自动控制。
31、(2)本发明提供的一种宽厚板精整线修磨台自动控制方法,实现了修磨台和翻板机的联动控制,通过结合机器视觉技术和自动控制技术进行自动翻板,有效降低工人的工作强度,满足多样化的生产需求。
32、(3)本发明提供的一种宽厚板精整线修磨台自动控制方法,修磨台可通过智能拼板计算模型进行自动拼板,节约修磨台空间;并设置了自动接板功能,在钢板生产繁忙、修磨台上钢板排布不均匀时,可以进行修磨台运输链回退接板,使钢板之间排布更均匀紧凑,从而实现修磨台空间优化,提高修磨台空间利用率。
33、(4)本发明提供的一种宽厚板精整线修磨台自动控制方法,通过机器视觉技术实现了修磨台自动上/下线钢板,克服了原来需要操作工不断观察生产工况,手动控制修磨台上/下线钢板并修改钢板数据的难题,大大降低操作工的工作量;并自动修改生产报表,将钢板数据发送给下游工序,保障下游工序的顺利进行。
本文地址:https://www.jishuxx.com/zhuanli/20240929/310515.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表