一种刀具磨损状态的在线监测方法
- 国知局
- 2024-10-09 15:58:14
本发明涉及刀具磨损监测领域,具体涉及一种刀具磨损状态的在线监测方法。
背景技术:
1、在机械加工中,机床刀具的失效状态分为刀具破损失效与刀具磨损失效两种。其中,刀具破损是一个瞬间的进程,刀具的破损会造成工件的报废,严重时会毁坏整个刀架以致损害整个机床。而刀具的磨损是一个渐进的过程,与破损失效相比变化较慢。因此在常规切削加工中,通常会使用两种方法对刀具进行健康评估,一是根据多次加工的结果同一规定刀具使用时间,即当刀具达到加工指定时间后,不论刀具是否能继续使用,直接更换刀具,这种方法的缺点在于忽略了刀具以及加工工况的差异性,如刀具还未完全磨损,有可能造成刀具潜在价值的浪费,如刀具已经进入磨损状态,则有可能造成之前加工的材料不符合要求;二是根据经验通过工件切削噪声和已加工工件表面质量来判断刀具磨损状态,但这种判断方式的缺点是对操作者的操作经验要求较高,同时存在主观判断因素,人工换刀会存在较大的误差。
2、同时,各类难加工材料的出现,导致刀具磨损大,降低刀具的使用周期,这使得判断刀具可用性的频率增加,降低了加工的效率,提高了加工成本。由于刀具寿命短,部分加工材料价格高,这进一步提高了实施刀具在线监测的机器学习成本。
技术实现思路
1、本发明提供了一种刀具磨损状态的在线监测方法,用于针对现有技术中存在的上述不足之处,实现对机床刀具进行高效低成本的监测。
2、一种刀具磨损状态的在线监测方法,包括以下步骤:
3、1)通过传感器获取机床切削时的各类物理量,其中,所述机床切削时的各类物理量包括机床主轴的功率信号以及刀具的切削力信号、刀具的振动信号;
4、2)对所述机床切削时的各类物理量进行信号处理,得到处理后的信号,同时获得机床主轴上当前刀具的磨损状态,建立处理后的信号与刀具磨损状态之间的对应关系;
5、3)进行切削时,将获得机床切削时经过处理的信号,通过步骤2)建立的对应关系获得机床主轴上当前刀具的磨损状态;
6、4)根据步骤3)获得机床主轴上当前刀具的磨损状态确定是否更换当前刀具。
7、步骤2)中,对所述机床切削时的各类物理量进行信号处理,得到处理后的信号,同时获得机床主轴上当前刀具的磨损状态,具体包括:
8、对机床切削时的各类物理量进行时频域分析、滤波处理、随机平均间隔采样增强得到处理后的信号;
9、通过电子显微镜拍摄并测量获得机床主轴上当前刀具的磨损状态。
10、步骤2)中,随机平均间隔采样增强,具体包括:
11、2.1.1)从滤波处理后的信号中取多个采样间隔相同的点,作为首次采样的样本;
12、2.1.2)在滤波处理后的信号中,将第k次采样的首个采样点向x轴正方向移动z,z为随机正数且小于y分之一采样间隔,y为总采样次数,以移动后的点为首个采样点进行再次同采样间隔进行采样,得到第k+1次采样的样本;
13、2.1.3)k依次取1至y-1的正整数,重复步骤2.1.2),得到第2次采样的样本、第3次采样的样本……第y次采样的样本,形成扩充样本组,作为处理后的信号。
14、随机平均间隔采样增强可以极大地减少采用深度学习等方法所需预测的样本量,较为直接的优点即降低了采集样本的时间成本,减少了由于刀具磨损的样本较少从而造成过拟合、欠拟合等问题的可能性。同时,随着新型难加工材料的不断出现,其自身昂贵的价格以及较高的加工成本使得大样本采样实现的难度较大,随机平均间隔采样增强则可以很好地解决这个问题。
15、步骤2)中,建立处理后的信号与刀具磨损状态之间的对应关系,具体包括:
16、2.2.1)将处理后的信号和机床主轴上当前刀具的磨损状态馈入时频特征注意力残差模型,经过叠加通道注意力,对各通道进行权重分配,然后经过多个残差卷积块,最后经过全局平均池化,获得时频特征预测结果;
17、2.2.2)将切削的特征和机床主轴上当前刀具的磨损状态,馈入切削特征分类模型,获得切削特征预测结果;
18、2.2.3)将获得的时频特征预测结果与切削特征预测结果引入融合模型,在输入处将两模型预测结果进行拼接,通过融合模型,获得处理后的信号与刀具磨损状态之间的对应关系。
19、步骤2.2.2)中,所述的切削的特征为切削时间、切削深度、进给量、材料的数个特征。
20、更进一步,作为本发明提供一种基于小样本的刀具在线监测方法,其中,包括:
21、通过传感器获取机床切削时的各类物理量,其中所述机床切削时的各类物理量包括机床主轴的电流信号、功率信号以及刀具的切削力信号、振动信号等;
22、对所述机床切削时的各类物理量进行信号处理,同时获得机床主轴上当前刀具的磨损状态,并建立信号与刀具磨损状态之间的对应关系;
23、进行切削时,将获得机床切削时经过处理的信号,通过建立的对应关系获得机床主轴上当前刀具的磨损状态;
24、输出机床主轴上当前刀具的磨损状态。
25、具体地,对所述机床切削时的各类物理量进行信号处理,同时获得机床主轴上当前刀具的磨损状态,并建立信号与刀具磨损状态之间的对应关系,包括:
26、对采集的信号样本进行随机平均间隔采样增强,大幅度增加小样本的数据量;
27、根据刀具的前刀面、主后刀面以及副后刀面的磨损深度将刀具分为全新刀具、轻微磨损、重度磨损以及无法使用四类健康状态;
28、将采集的信号根据信号发生时刀具所处的所述四类刀具健康状态进行分类,通过神经网络建立对应关系。
29、具体地,对采集的信号样本进行随机平均间隔采样增强,大幅度增加小样本的数据量,包括:
30、起始点部分随机从限制范围内选取,固定采样间隔,可以采集出需要的数据点数量,采样的数据具有与原始数据相似的全局特征。
31、具体地,将获得机床切削时经过处理的信号,通过建立的对应关系获得机床主轴上当前刀具的磨损状态,包括:
32、对所采集信号进行随机平均间隔采样增强,将一次采样扩充为多次与原始数据相似全局特征的采样;
33、使用融合时频特征注意力残差模型与切削特征分类模型的二阶段时频注意力残差模型对采样数据进行学习评估;
34、通过预测模型评价指标对刀具健康状态进行分类。
35、具体地,所述时频特征注意力残差模型将所述时频特征馈入网络后,经过叠加通道注意力,对各类物理量的时频特征通道进行权重分配,然后将提取的特征经过多个残差卷积块,最后经过全局平均池化得到预测结果。在传统的通道注意力后再叠加一个通道注意力,并将两个全连接层用一个1×1卷积核的卷积层代替,得到了提出的叠加通道注意力层。
36、具体地,所述切削特征分类模型采用简单的多层全连接神经网络堆叠方式训练一个分类模型以减少计算量,简化模型,提高精度。
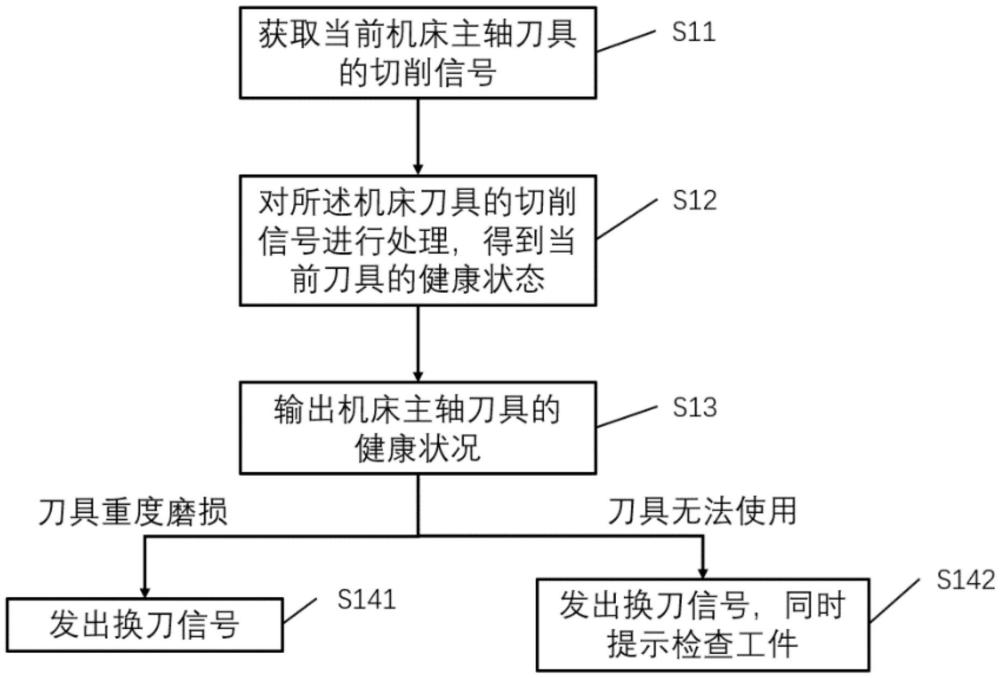
37、具体地,输出机床主轴上当前刀具的磨损状态,包括:
38、根据所述对应关系获得所述刀具健康状态类型;
39、若所述刀具的健康状态为全新刀具或轻微磨损,则不发出换刀信号;
40、若所述刀具的健康状态为重度磨损,则发出换刀信号;
41、若所述刀具的健康状态为无法使用,则发出换刀信号,同时提醒检查工件是否合格。
42、与现有技术相比,本发明具有如下优点:
43、本发明提供的基于小样本的刀具在线监测方法,通过采集机床切削时产生的各类物理量,并对这些物理量进行处理运算后,得到刀具的健康情况,这种刀具在线监测方法能够准确地将刀具的健康状态进行分类,能够更加精确客观地提示换刀节点,同时,减少了模型所需的学习样本数,更有利于生产工厂节省加工成本,提高加工效率,提高产品竞争力。
本文地址:https://www.jishuxx.com/zhuanli/20240929/310973.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表