一种风力发电机叶片工业用纱的生产方法及装置与流程
- 国知局
- 2024-10-09 16:21:03
本发明涉及涤纶长丝生产的,具体涉及一种风力发电机叶片工业用纱的生产方法及装置。
背景技术:
1、制造业是国民经济的主体,是立国之本,化纤制造行业又是我国的民生产业,因此如何做大做强化纤产业,打造一个智能、绿色的化纤行业是目前行业发展的当务之急,化纤工业发展指导意见提出了“推进智能制造,加快两化融合”发展任务,要着力突破数字化、智能化化纤成套装备及制造等关键技术,突破现有化纤装备设计瓶颈,实现模块化生产,加强在线检测、远程诊断以及运行维护等功能的开发应用。
2、风力发电机叶片是风力发电机组的关键核心部件之一。叶片设计、制造及运行状态的好坏直接影响到整机的性能和发电效率,对风电场运营成本影响重大。目前,风力发电机叶片主要以玻璃纤维作为增强材料,可以作为风力发电机叶片用的增强材料中,化纤丝的种类不多,尤其是目前的poy由于工艺问题,使成品纱无法满足没有黑色油污以及纱线加工过程中添加的抗静电油剂不方便清洁的要求,使其在作为风力发电机叶片使用时,年限不够长且防氧化性能不够,从而导致生产出的poy纤维纱无法满足风力发电机叶片用增强材料的要求。
技术实现思路
1、为了解决现有技术中存在的某种或某些技术问题,本申请的目的在于提供一种风力发电机叶片工业用纱的生产方法及装置,能够解决现有poy纤维纱无法作为风力发电机叶片用增强材料进行使用的问题,使风力发电机叶片用增强材料的选择范围更广,成本更低,使poy纤维纱的使用范围更广。
2、为解决上述现有的技术问题,本申请的目的采用如下技术方案实现:
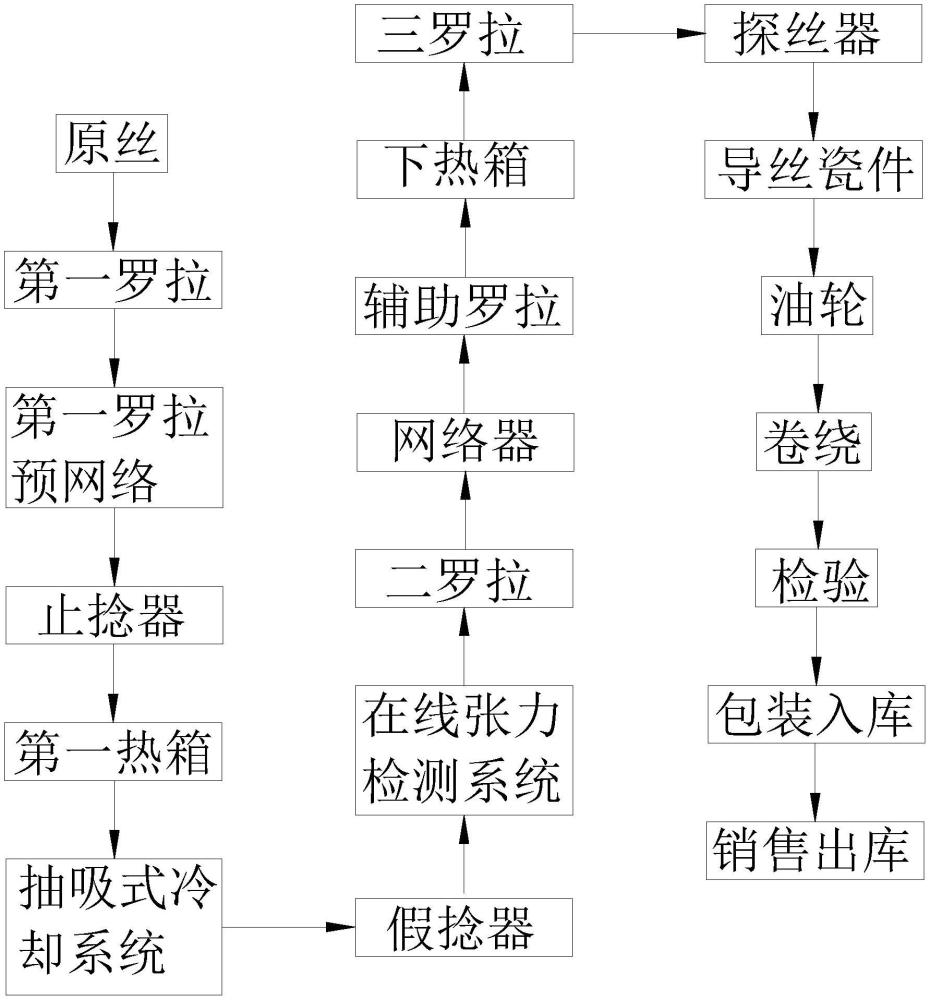
3、一种风力发电机叶片工业用纱的生产方法及装置,其特征在于:所述生产方法包括原丝→第一罗拉→第一罗拉预网络→第一热箱→假捻器→二罗拉→网络器→辅助罗拉→下热箱→油轮→卷绕→检验→自动流水线包装入库→销售出库,所述第一热箱和所述假捻器之间还设有抽吸式冷却系统,所述原料为175dtex/144f poy纤维,绕卷成型后的纤维强度大于等于4.29cn/dtex。
4、优选的,所述抽吸式冷却系统采用非接触式抽吸式冷却系统scp。
5、优选的,所述第一热箱采用非接触式高温热箱hth。
6、优选的,所述第一热箱和所述下热箱均采用电能加热,所述第一热箱采用高温非接触式长短热轨加热,其中长区温度265±5℃,短区温度395±5℃,所述下热箱的定型温度173±0.5℃。
7、优选的,所述第一热箱的进入端设有止捻器,所述止捻器采用旋转式止捻器。
8、优选的,所述假捻器采用单锭电机控制。
9、优选的,所述油轮上设有两个导丝瓷件,丝束通过两个所述导丝瓷件呈z型轨迹输送。
10、优选的,所述导丝瓷件采用加弹机假捻器转动瓷轮装置。
11、优选的,所述假捻器和所述二罗拉之间设有在线张力检测系统,所述在线张力检测系统的线张力c切范围为25%,张力cv值范为±2.0%。
12、优选的,所述下热箱和所述油轮之间还设有三罗拉和探丝器。
13、优选的,所述生产方法的原丝加弹速度为880米/分、拉伸倍数为1.705倍。
14、优选的,所述油轮的转数为0.55rpm,所述丝束与所述油轮的包角为20~30°。
15、优选的,所述绕卷后的丝饼成型角度为75度。
16、相比现有技术,本发明的有益效果在于:
17、常规的产品指标和性能只适用于大圆机编织后加工为服装用面料、窗帘装饰面料等民用产品,而通过对现有工艺及装置的改进后,制定合理的拉伸倍数、加工速度和变形温度、定型温度,改变传统的生产工艺,使新产品具有使用耐久性长、稳定性强、无油污异常、捆扎质量达标的效果,纤维的收缩率低、保型效果好,能够满足风力发电机叶片用增强材料的使用要求,可以作为风力发电机叶片用增强材料的制作材料之一,与玻纤、树脂等加工工艺混纤制作成发电机叶片后,能够发挥产品的新作用,使风力发电机叶片用增强材料的选择范围更广,成本更低,使poy纤维纱的使用范围更广。
技术特征:1.一种风力发电机叶片工业用纱的生产方法及装置,其特征在于:所述生产方法包括原丝→第一罗拉→第一罗拉预网络→第一热箱→假捻器→二罗拉→网络器→辅助罗拉→下热箱→油轮→卷绕→检验→自动流水线包装入库→销售出库,所述第一热箱和所述假捻器之间还设有抽吸式冷却系统,所述原料为175dtex/144f poy纤维,卷绕成型后的纤维强度大于等于4.29cn/dtex。
2.根据权利要求1所述的一种风力发电机叶片工业用纱的生产方法及装置,其特征在于:所述生产方法的原丝加弹速度为880米/分、拉伸倍数为1.705倍。
3.根据权利要求1所述的一种风力发电机叶片工业用纱的生产方法及装置,其特征在于:所述油轮的转数为0.55rpm,所述丝束与所述油轮的包角为20~30°。
4.根据权利要求2所述的一种风力发电机叶片工业用纱的生产方法及装置,其特征在于:所述第一热箱和所述下热箱均采用电能加热,所述第一热箱采用高温非接触式长短热轨加热,其中长区温度265±5℃,短区温度395±5℃,所述下热箱的定型温度173±0.5℃。
5.根据权利要求4所述的一种风力发电机叶片工业用纱的生产方法及装置,其特征在于:所述第一热箱的进入端设有止捻器,所述止捻器采用旋转式止捻器。
6.根据权利要求5所述的一种风力发电机叶片工业用纱的生产方法及装置,其特征在于:所述油轮上设有两个导丝瓷件,丝束通过两个所述导丝瓷件呈z型轨迹输送。
7.根据权利要求1所述的一种风力发电机叶片工业用纱的生产方法及装置,其特征在于:所述假捻器采用单锭电机控制。
8.根据权利要求1所述的一种风力发电机叶片工业用纱的生产方法及装置,其特征在于:所述导丝瓷件采用加弹机假捻器转动瓷轮装置。
9.根据权利要求1所述的一种风力发电机叶片工业用纱的生产方法及装置,其特征在于:所述假捻器和所述二罗拉之间设有在线张力检测系统,所述在线张力检测系统的线张力c切范围为25%,张力cv值范围为±2.0%。
10.根据权利要求1所述的一种风力发电机叶片工业用纱的生产方法及装置,其特征在于:所述下热箱和所述油轮之间还设有三罗拉和探丝器。
技术总结本发明公开了一种风力发电机叶片工业用纱的生产方法及装置,所述生产方法包括原丝→第一罗拉→第一罗拉预网络→第一热箱→假捻器→二罗拉→网络器→辅助罗拉→下热箱→油轮→卷绕→检验→自动流水线包装入库→销售出库,所述第一热箱和所述假捻器之间还设有抽吸式冷却系统,所述原料为175dtex/144F POY纤维,绕卷成型后的纤维强度大于等于4.29cN/dtex。能够解决现有POY纤维纱无法作为风力发电机叶片用增强材料进行使用的问题,使风力发电机叶片用增强材料的选择范围更广,成本更低,使POY纤维纱的使用范围更广。技术研发人员:陈志明,杨卫星,钟琪芬,屠欢欢,李芬受保护的技术使用者:桐昆集团股份有限公司技术研发日:技术公布日:2024/9/26本文地址:https://www.jishuxx.com/zhuanli/20240929/312769.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表