一种减震器线圈与线束焊接的辅助设备及其控制方法与流程
- 国知局
- 2024-10-09 16:29:44
本发明涉及汽车减震器,更具体的是,本发明涉及一种减震器线圈与线束焊接的辅助设备及其控制方法。
背景技术:
1、电阻焊,是指利用电流通过焊件及接触处产生的电阻热作为热源将焊件局部加热,同时加压进行焊接的方法。分为点焊、缝焊、凸焊、对焊等几种类型。电阻焊通常使用较大的电流,为了防止在接触面上发生电弧,在焊接过程中必须保证被焊接件之间相对位置固定,压紧力始终要在焊接过程中进行施加,因此,焊前必须将电极与工件以及工件与工件间的接触面进行有效的位置固定,这是获得稳定焊接质量的头等重要准备工作。
2、现有技术是通过操作者双手手动进行抓取,将两个被焊接件进行相对位置摆放,目视进行位置调整,然后脚踩开关进行焊接,这种方式的缺点是无法保证被焊接件之间在焊接前有效的接触,接触面积也无法保证,焊接的相对位置无法固定,焊接过程中由于被焊接件不固定,容易造成电弧,发生打火现象,造成焊接件虚焊,烧结,及焊接面积不足等缺陷。
技术实现思路
1、本发明的目的是设计开发了一种减震器线圈与线束焊接的辅助设备,实现在焊接前被焊接件有效面积接触及相对位置固定,并且通过各个结构的配合,提高产出效率的同时降低操作风险。
2、本发明还设计开发了一种减震器线圈与线束焊接的辅助设备的控制方法,自动进行线圈与线束焊接,避免虚焊,烧结等缺陷,从而提高产品过程一致性及质量稳定性。
3、本发明提供的技术方案为:
4、一种减震器线圈与线束焊接的辅助设备,包括:
5、第一底板;
6、第二底板,其设置在所述第一底板上,且所述第二底板可沿所述第一底板的横向移动;
7、支撑铜板,其垂直设置在所述第二底板上,且所述支撑铜板的顶部间隔固定有多个第一绝缘物;
8、滑动底座,其可滑动的设置在所述第二底板上;
9、定位支架,其可上下移动的设置在所述滑动底座内,且所述定位支架与所述支撑铜板平行设置,所述定位支架靠近支撑铜板一侧设置有支架卡槽,用于固定线圈;
10、压装上板,其可上下移动的设置在所述第一底板的一侧;
11、压装下板,其可相对所述压装上板上下移动的设置在所述压装上板的下部;
12、调整弹簧,其设置在所述压装上板和压装下板之间;
13、上电极,其设置在所述压装下板远离压装上板的一端,且所述上电极设置在相对所述多个第一绝缘物的上方;
14、其中,所述支撑铜板与压装下板均与电源相连接。
15、优选的是,还包括:
16、工作台,其包括框架、台面、多个侧板、底板和门板;
17、其中,所述框架整体为六面体结构,所述多个侧板和门板依次垂直设置在框架的侧面形成容纳室,所述台面设置在所述框架的顶部,所述底板设置在所述框架的底部,且所述台面和底板分别同时与多个侧板和门板垂直连接,用于封闭所述容纳室;所述门板与框架之间相互铰接;
18、所述第一底板可拆卸的设置在所述台面上。
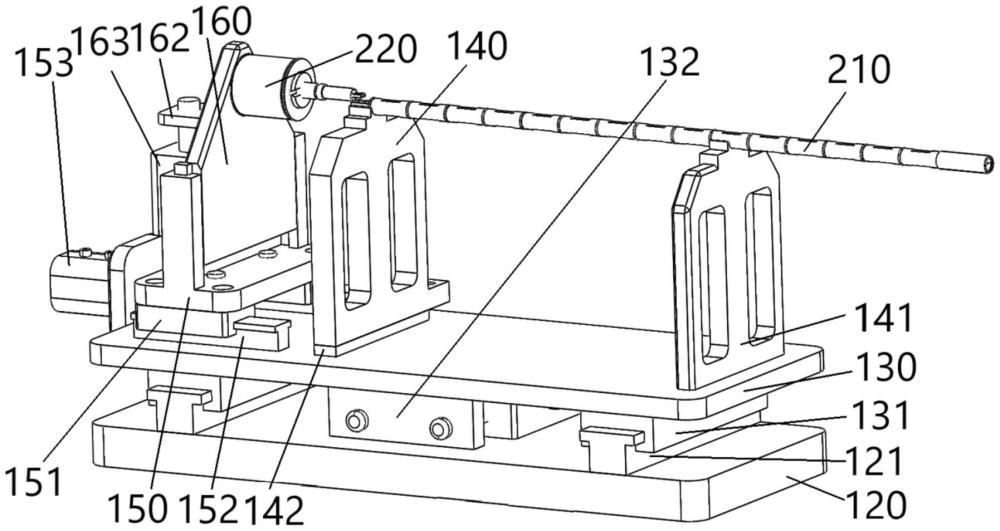
19、优选的是,还包括:
20、两个第一滑轨,其对称设置在所述第一底板的顶部两端,且所述两个第一滑轨沿所述第一底板的横向布设;
21、两个第一滑块,其固定在所述第二底板的底部两端,且所述两个第一滑块分别可滑动的设置在所述两个第一滑轨上;
22、第一连接板,其垂直设置在所述第二底板的侧面;
23、第一气缸,其设置在所述第一底板和第二底板之间,且所述第一气缸的输出端与第一连接板相连接,用于第二底板沿第一底板的横向移动。
24、优选的是,还包括:
25、第二绝缘物,其设置在所述支撑铜板与第二底板之间。
26、优选的是,所述第一绝缘物的材质为陶瓷,所述第二绝缘物的材质为酚醛树脂。
27、优选的是,还包括:
28、支撑板,其与所述支撑铜板间隔平行的设置在所述第二底板的上部,且所述支撑板的顶部设置有定位槽,用于固定线束;
29、两个第二滑轨,其对称间隔设置在所述第二底板上;
30、两个第二滑块,其对称间隔设置在所述滑动底座的底部,且所述两个第二滑块分别可滑动的设置在两个第二滑轨上;
31、第二气缸,其固定在所述第二底板上,且所述第二气缸的输出端与所述滑动底座相连接,用于滑动底座相对于第二底板的移动;
32、限位槽,其对称设置在所述滑动底座的两侧;
33、第二连接板,其垂直固定在所述定位支架上;
34、第三气缸,其固定在所述滑动底座上,且所述第三气缸的输出端与第二连接板相连接,用于定位支架相对于滑动底座的上下移动;
35、其中,所述定位支架的两侧可滑动的设置在所述限位槽中,所述定位槽与多个第一绝缘物、支架卡槽相对设置。
36、优选的是,还包括:
37、立柱支架,其可拆卸的设置在所述台面上;
38、第四气缸,其固定在所述立柱支架内;
39、两个第三滑轨,其对称设置在靠近第一底板的立柱支架外侧;
40、滑动板,其与所述第四气缸的输出端相连接;
41、两个第三滑块,其对称设置在所述滑动板的一侧,且所述两个第三滑块分别可滑动的设置在两个第三滑轨上;
42、第一通孔,其贯通所述压装上板的中心;
43、两个第二通孔,其对称设置在所述第一通孔的两侧,且所述两个第二通孔贯通所述压装上板;
44、螺纹柱,其一端固定在压装下板,另一端穿过所述第一通孔;
45、螺母,其与所述螺纹柱的另一端螺纹配合;
46、导向柱,其一端固定在所述压装下板,另一端分别可移动的穿过所述两个第二通孔;
47、其中,所述压装上板的一端与滑动板相连接,所述调整弹簧套设在所述螺纹柱的外侧。
48、一种减震器线圈与线束焊接的辅助设备的控制方法,使用所述的减震器线圈与线束焊接的辅助设备,包括如下步骤:
49、步骤一、将线圈和线束分别进行定位安装;
50、步骤二、第二气缸伸出,直至线圈的第一触点位于线束的第一触点正上方时,第二气缸停止运动;
51、步骤三、第三气缸回缩,直至线圈的第一触点与线束的第一触点接触时,第三气缸停止运动;
52、步骤四、第四气缸回缩,直至上电极、线圈的第一触点、线束的第一触点和支撑铜板接触时,所述第四气缸继续回缩预紧距离;
53、步骤五、电源启动,对线圈的第一触点和线束的第一触点进行焊接;
54、其中,焊接的电极压力为3.8~4kn,焊接时间为0.25~0.28s,焊接电流为5.6~5.8ka;
55、步骤六、焊接完成后,所述第四气缸伸出换焊距离,通过第一气缸调节线圈的第二触点、线束的第二触点与上电极相对应;
56、步骤七、所述第四气缸回缩换焊距离,电源启动,对线圈的第二触点和线束的第二触点进行焊接;
57、步骤八、所述第四气缸、第三气缸、第二气缸和第一气缸依次回复到初始位置,焊接完成。
58、优选的是,所述步骤一具体包括:
59、将线圈与定位支架装配至线圈横梁与支架卡槽相互卡合,将线束与支撑板和支撑铜板装配至线束的触点卡合在多个第一绝缘物之间。
60、优选的是,所述预紧距离为5mm,所述换焊距离为10mm。
61、本发明所述的有益效果:
62、(1)、本发明设计开发的一种减震器线圈与线束焊接的辅助设备,实现在焊接前,被焊接件有效面积接触及相对位置固定,为焊接过程中的产品质量,提供有效的前准备保证,并且通过各个结构的相互配合,减少产品生产过程中的辅助时间,提高产品产出效率及质量一致性,从而有效的降低产品制造成本,减少产品质量风险,提升产品市场竞争力;并且能够确保操作人员人身安全,减少触电及飞溅伤眼风险,稳定过程质量,为产品高效的批量生产发挥积极作用。
63、(2)、本发明设计开发的减震器线圈与线束焊接的辅助设备的控制方法,可结合plc编写程序,设定规定指令程序,自动进行线圈与线束焊接,避免虚焊,烧结等缺陷,从而提高产品过程一致性及质量稳定性,提升过程生产效率,减少人员触电风险和劳动强度。
本文地址:https://www.jishuxx.com/zhuanli/20240929/313181.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。