有机树脂被覆钢板的制作方法
- 国知局
- 2024-10-09 14:34:12
本发明涉及冲压成形中的滑动特性优良的钢板。特别涉及即使在严苛的拉深加工时成形性也优良并且能够利用碱进行脱膜且焊接性也优良的具有有机树脂覆膜的钢板。
背景技术:
1、冷轧钢板和热轧钢板被广泛应用于以汽车车身用途为中心的广泛的领域中,在这样的用途中实施冲压成形以供使用。近年来,要求用于省略工序的部件的一体化、设计性的提高,需要能够进行更复杂的成形。在要进行更复杂的冲压成形的情况下,存在钢板不能经得起成形而断裂或者在连续冲压成形时发生粘模等对汽车的生产率造成严重的不良影响的可能性。
2、因此,需要提高钢板的冲压成形性。
3、作为提高冷轧钢板和热轧钢板的冲压成形性的方法,可以列举对模具的表面处理。虽然是广泛使用的方法,但是在该方法中,在实施表面处理后,不能进行模具的调节。另外,还存在成本高的问题。因此,强烈要求改善钢板本身的冲压成形性。
4、作为在不对模具实施表面处理的情况下提高冲压成形性的方法,有使用高粘度润滑油的方法。但是,在这种情况下,担心有时在冲压成型后发生脱脂不良而涂装性劣化。
5、因此,作为能够在不使用模具的表面处理、高粘度润滑油的情况下进行冲压成型的技术,正在研究各种润滑表面处理钢板。
6、专利文献1中记载了在镀锌钢板上形成使丙烯酸类树脂覆膜中含有合成树脂粉末而得到的润滑覆膜的技术。
7、专利文献2中记载了在钢板上形成将硅酸锂作为覆膜成分并向其中加入蜡和金属皂作为润滑剂而得到的润滑覆膜的技术。
8、专利文献3中记载了被覆有0.5~5μm的使聚氨酯树脂中含有润滑剂而得到的覆膜的冲压成形性优良的润滑表面处理金属制品。
9、专利文献4中记载了在钢板上形成向环氧树脂中添加润滑剂而得到的碱可溶型有机覆膜的技术。
10、现有技术文献
11、专利文献
12、专利文献1:日本特开平9-170059号公报
13、专利文献2:日本特开2002-307613号公报
14、专利文献3:日本特开2000-309747号公报
15、专利文献4:日本特开2000-167981号公报
技术实现思路
1、发明所要解决的问题
2、但是,在专利文献1~4中,虽然由于由所含有的润滑剂等产生的润滑效果而表现出润滑性,但是在复杂的成形中冲压成形性未必充分。
3、本发明是鉴于上述情况而完成的,其目的在于提供一种有机树脂被覆钢板,其是要被实施难以冲压成形的复杂成形的钢板,该钢板在冲压成形时的易裂部位处的滑动阻力小、在表面压力高而设想会发生粘模的部位具有优良的冲压成形性。
4、另外,在作为汽车用钢板使用的情况下,还需要在涂装工序中的碱脱脂工序中具有能够应用的脱膜性,并且还需要焊接性优良。在这样的用途中,进一步的目的是兼具能够应用的脱膜性和优良的焊接性。
5、用于解决问题的方法
6、本发明人为了解决上述问题,着眼于在钢板上形成的覆膜的膜厚均匀性与冲压成形时的滑动特性(冲压成形性)的关系,反复进行了深入研究,得到了下述的见解。
7、在表面具有有机树脂覆膜的钢板与模具滑动时,覆膜成分被供给到钢板与模具之间。由于覆膜成分与钢板相比容易剪切变形,因此认为被供给到钢板与模具之间的覆膜成分起到润滑材料的作用,滑动特性提高。在实际的钢板表面,存在因轧制等而产生的微细的凹凸。在钢板与模具滑动时,钢板的凸部与模具接触,产生滑动阻力。包含有机树脂覆膜成分的涂料在从涂布到覆膜干燥工序期间,在钢板的凹部积存而形成厚的覆膜,凸部的有机树脂覆膜有变薄的倾向。在有机树脂覆膜的被覆性差、在凸部没有形成足够膜厚的覆膜的情况下,覆膜成分不能充分地被供给到钢板与模具之间,滑动特性提高效果降低。因此可知,为了提高钢板与模具的滑动特性,需要在钢板上涂布有机树脂覆膜被覆性优良的有机树脂覆膜。
8、对上述有机树脂覆膜被覆性反复研究后发现,通过测定钢板凸部的薄膜部的面积率(薄膜部的面积率),能够评价有机树脂覆膜被覆性。
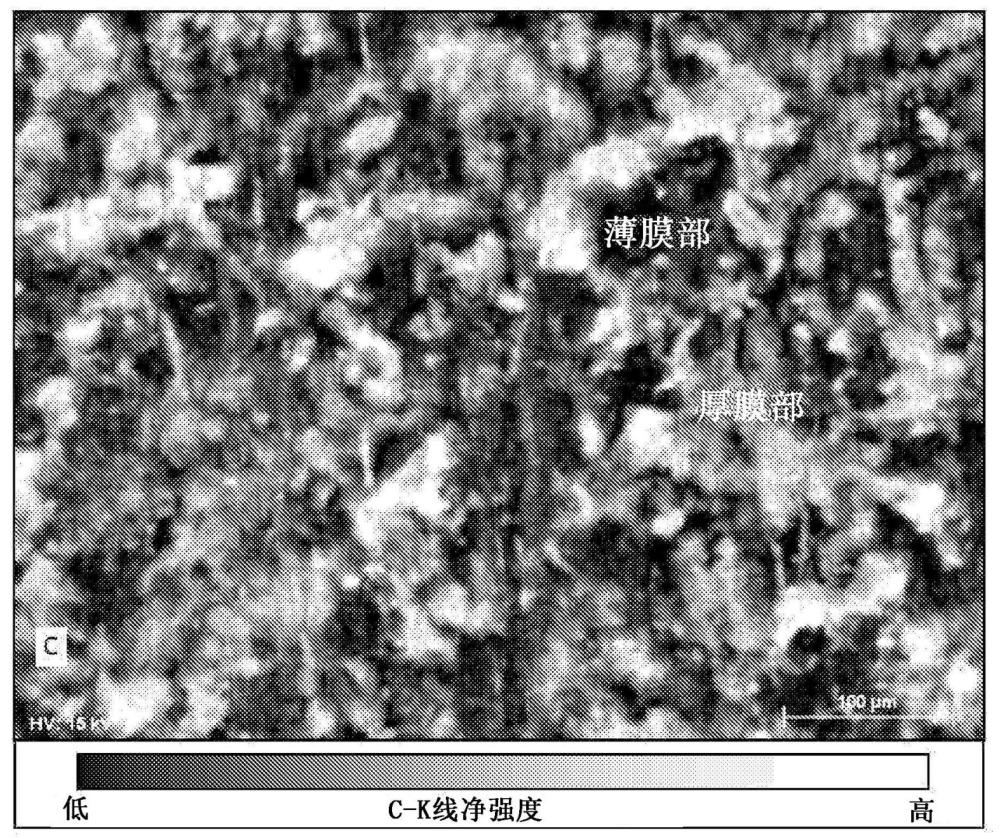
9、在此,发现薄膜部的判定使用搭载有能量色散型x射线分光装置的肖特基场发射型sem将特征x射线像的特定强度以下的区域判定为薄膜部是有效的。
10、另外发现,在用上述方法计算出的局部附着量为0.14g/m2以下的薄膜部相对于观察面整体为25.0%以下时,冲压成形性(滑动特性)优良。
11、此外,对用于使薄膜部相对于观察面整体为25.0%以下的有机树脂覆膜的成分、组成、性状进行了研究,发现了优选的条件。
12、本发明是基于以上的见解而完成的,其主旨如下。
13、[1]一种有机树脂被覆钢板,其是在至少单面上以干燥后的每单面的平均附着量为0.2g/m2以上且2.0g/m2以下的方式被覆有有机树脂覆膜的钢板,其中,
14、所述有机树脂覆膜的附着量为0.14g/m2以下的薄膜部以面积率计为25.0%以下。
15、[2]根据[1]所述的有机树脂被覆钢板,其中,所述薄膜部的平均面积为10.0μm2以下。
16、[3]根据[1]或[2]所述的有机树脂被覆钢板,其中,通过下述(1)和(2)的方法计算出薄膜部的面积率。
17、(1)在5kv以上且20kv以下的加速电压下,利用搭载于sem的x射线分光装置拍摄有机树脂被覆钢板表面的c-k线的特征x射线像。
18、(2)根据所拍摄的c-k线的特征x射线像,将与局部附着量0.14g/m2相当的阈值强度以下的区域作为薄膜部,将大于阈值强度的区域作为非薄膜部,将薄膜部的面积/(薄膜部的面积+非薄膜部的面积)×100%作为薄膜部的面积率。
19、[4]根据[1]~[3]中任一项所述的有机树脂被覆钢板,其中,有机树脂覆膜为包含丙烯酸类树脂、氨基甲酸酯树脂、酚醛树脂中的任意一种以上的覆膜。
20、[5]根据[1]~[4]中任一项所述的有机树脂被覆钢板,其中,有机树脂覆膜含有相对于总覆膜重量为50质量%以下的蜡。
21、[6]根据[5]所述的有机树脂被覆钢板,其中,所述蜡为烃类蜡。
22、[7]根据[5]或[6]所述的有机树脂被覆钢板,其中,蜡的平均粒径为0.01μm以上且4μm以下。
23、[8]根据[5]~[7]中任一项所述的有机树脂被覆钢板,其中,所述有机树脂覆膜含有相对于总覆膜重量为5.0质量%以下的阴离子系高分子型分散剂。
24、需要说明的是,在本发明中,钢板是指热轧钢板和冷轧钢板。
25、发明效果
26、根据本发明,能够得到冲压成形性优良的有机树脂被覆钢板。有机树脂被覆钢板与模具等的摩擦系数显著降低。因此,对于要实施复杂成形的强度较低的钢板,稳定地具有优良的冲压成形性。另外,即使是冲压成形时的表面压力上升的高强度钢板,也能够得到冲压成形时的易裂部位处的滑动阻力小、在表面压力高而设想会发生粘模的部位具有优良的冲压成形性的钢板。而且,也不会阻碍焊接、脱脂、化学转化处理、涂装工序等后续工序。
27、另外,还确认了本发明的有机树脂被覆钢板具有在作为汽车用钢板使用时的涂装工序中的碱脱脂工序中能够应用的脱膜性。并且还确认了焊接性优良。
28、需要说明的是,在上述中,“高强度”是指设想拉伸强度(ts)为440mpa以上,“强度较低”是指设想ts小于440mpa。
本文地址:https://www.jishuxx.com/zhuanli/20241009/305681.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表