一种辊压机磨辊及其制备方法与流程
- 国知局
- 2024-10-15 09:50:05
本发明属于铸造,具体涉及一种辊压机磨辊及其制备方法。
背景技术:
1、辊压机是一种重要工业设备,主要用于对物料进行压缩、研磨、造粒和成型等,在矿业、冶金、化工、建材等领域广泛应用。磨辊是辊压机的重要组成部分,通过磨辊才能实现对物料的辊压、研磨等工艺。磨辊由于其工作特点,表面需要采用磨辊拉丝等工艺方法使其不是光滑的圆柱体,从而防止工作过程中物料打滑而无法加工。但对于磨辊而言,由于高强度的工作会使其表面本身加工出的防滑结构被逐渐磨损,从而导致辊压机失效。
2、目前常采用的磨辊的加工方式是铸造和堆焊方式。对于铸造法而言,一次成型可以较为高效地得到完整结构,再对表面进行处理即可,但是这样得到的磨辊表面各处的耐磨程度相同,使用过程中会逐渐磨平沟槽,大幅降低咬合力,使辊子工作效率降低,甚至失效;采用耐磨焊丝堆焊在圆柱基体表面的加工方式可以获得较好的防滑结构,但是磨损后会漏出圆柱基体,导致磨辊失效。
3、综合以上问题,现在磨辊工作过程中最主要的失效原因就是由磨损所带来的磨辊表面逐渐被磨平,成为光滑的圆柱面,从而无法正常加工物料。
技术实现思路
1、本发明的目的是提供一种辊压机磨辊及其制备方法,采用铸造的工艺,在磨辊表层内部形成一圈耐磨性能优于辊体基材的耐磨圈层,随着磨辊表层的磨损,将内部耐磨圈层的耐磨棒露出来,产生新的耐磨防滑结构,从而延长磨辊的使用寿命。
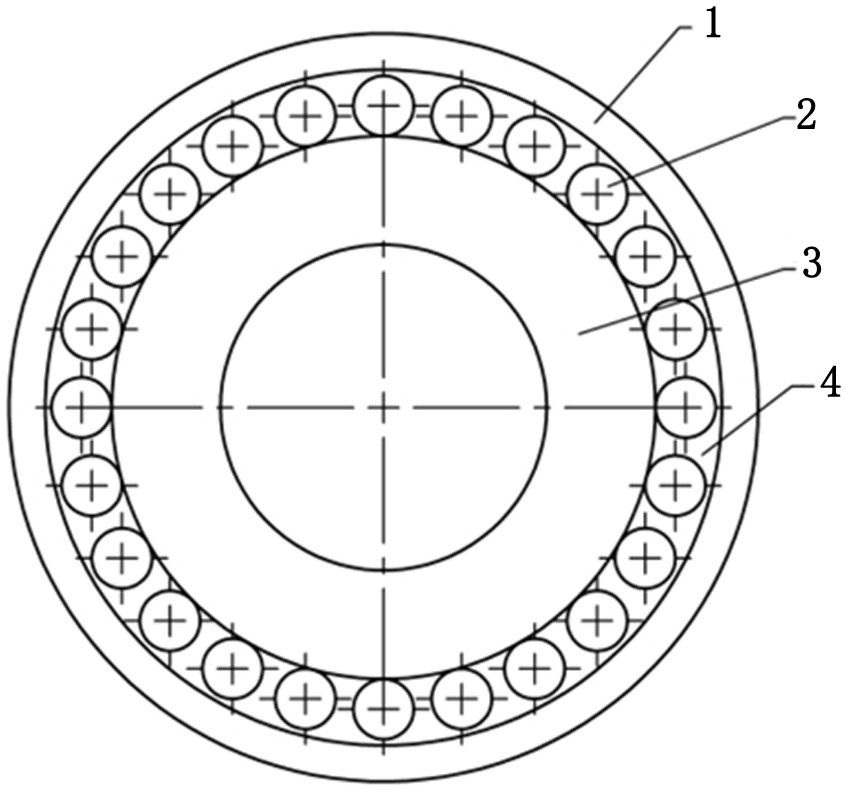
2、为了实现上述目的,本发明所采用的技术方案是:一种辊压机磨辊,包括芯材辊套、辊体和耐磨圈层,所述辊体通过浇铸方式形成于芯材辊套的外圆面上,辊体的工作面上设置有初始防滑横纹;辊体内包裹有耐磨圈层,耐磨圈层包括多个围绕芯材辊套间隔排布的耐磨棒,耐磨棒外缘与辊体的工作面之间的距离为5-10mm;耐磨棒的耐磨性大于辊体基材的耐磨性。
3、一种辊压机磨辊制备方法,包括如下步骤:
4、步骤一,准备铸造用的砂模,并根据磨辊的设计尺寸将砂模边缘画出,形成铸造边界;
5、步骤二,在砂模内的中心位置竖直放置磨辊的芯材辊套,并在芯材辊套周围沿圆周方向间隔排布多根耐磨棒,耐磨棒下端插入砂模底部,耐磨棒与铸造边界之间以及相邻耐磨棒之间预留出浇铸间隙;
6、步骤三,在芯材辊套和铸造边界之间浇铸金属液,以形成磨辊的辊体,直至金属液填满耐磨棒之间以及耐磨棒与铸造边界之间的浇铸间隙;
7、步骤四,金属液凝固后,将铸造后的磨辊从砂模中取出,去除露出磨辊端面的部分耐磨棒,得到磨辊成品。
8、所述耐磨棒与铸造边界之间留出5-10mm的空隙。
9、在步骤二中,所述耐磨棒紧贴芯材辊套的外圆面放置。
10、在步骤二中,所述耐磨棒与芯材辊套的外圆面之间留出间隙。
11、所述耐磨棒的耐磨性大于所用金属液所形成的辊体的耐磨性。
12、所述耐磨棒为圆柱体形。
13、所述耐磨棒的横截面呈矩形,并在所述步骤二中,耐磨棒横截面的长边沿芯材辊套的径向布置。
14、所述耐磨棒的横截面呈圆角矩形,圆角矩形的一个宽边为圆弧线,并在所述步骤二中,按照圆弧线朝外的方式放置耐磨棒,耐磨棒横截面的长边沿芯材辊套的径向布置。
15、在步骤四中,使用喷砂或水刀工艺对铸造后的磨辊进行表面处理,形成初始防滑横纹。
16、本发明的有益效果是:本发明中,由于耐磨圈层不同材料之间的耐磨程度不同,磨辊工作过程中,耐磨性差的辊体材料磨损较快,耐磨棒的磨损较慢,从而使耐磨圈层表面始终保持高低不平的锯齿状,磨辊不会因为磨损而失去防滑效果,而是随着磨损进行自适应产生新的防滑结构,从而提高磨辊使用寿命,降低磨辊的使用成本。并且,该发明的制备方法与传统方法相比,工序少,效率高,因此加工成本也更低。
技术特征:1.一种辊压机磨辊,其特征在于,包括芯材辊套、辊体和耐磨圈层,所述辊体通过浇铸方式形成于芯材辊套的外圆面上,辊体的工作面上设置有初始防滑横纹;辊体内包裹有耐磨圈层,耐磨圈层包括多个围绕芯材辊套间隔排布的耐磨棒,耐磨棒外缘与辊体的工作面之间的距离为5-10mm;耐磨棒的耐磨性大于辊体基材的耐磨性。
2.一种辊压机磨辊制备方法,其特征在于,包括如下步骤:
3.根据权利要求2所述的辊压机磨辊制备方法,其特征在于,在步骤二中,所述耐磨棒与铸造边界之间留出5-10mm的空隙。
4.根据权利要求2所述的辊压机磨辊制备方法,其特征在于,在步骤二中,所述耐磨棒紧贴芯材辊套的外圆面放置。
5.根据权利要求2所述的辊压机磨辊制备方法,其特征在于,在步骤二中,所述耐磨棒与芯材辊套的外圆面之间留出间隙。
6.根据权利要求2所述的辊压机磨辊制备方法,其特征在于,所述耐磨棒的耐磨性大于所用金属液所形成的辊体的耐磨性。
7.根据权利要求2所述的辊压机磨辊制备方法,其特征在于,所述耐磨棒为圆柱体形。
8.根据权利要求2所述的辊压机磨辊制备方法,其特征在于,所述耐磨棒的横截面呈矩形,并在所述步骤二中,耐磨棒横截面的长边沿芯材辊套的径向布置。
9.根据权利要求2所述的辊压机磨辊制备方法,其特征在于,所述耐磨棒的横截面呈圆角矩形,圆角矩形的一个宽边为圆弧线,并在所述步骤二中,按照圆弧线朝外的方式放置耐磨棒,耐磨棒横截面的长边沿芯材辊套的径向布置。
10.根据权利要求2所述的辊压机磨辊制备方法,其特征在于,在步骤四中,使用喷砂或水刀工艺对铸造后的磨辊进行表面处理,形成初始防滑横纹。
技术总结本发明涉及一种辊压机磨辊及其制备方法,辊压机磨辊中,辊体形成于芯材辊套的外圆面上,辊体工作面上设有初始防滑横纹;辊体内包裹耐磨圈层,耐磨圈层包括多个围绕芯材辊套间隔排布的耐磨棒,耐磨棒外缘与辊体工作面的间距为5‑10mm;耐磨棒的耐磨性大于辊体基材的耐磨性。所述方法包括:(1)在砂模中画出铸造边界;(2)在砂模中心竖直放置芯材辊套,并在芯材辊套周围沿周向间隔排布多根耐磨棒,耐磨棒与铸造边界之间留出空隙;(3)在芯材辊套和铸造边界之间浇铸金属液形成辊体;(4)金属液凝固后取出磨辊,去除露出的耐磨棒。本发明所制备的磨辊不会因为磨损而失去防滑效果,而是随着磨损自适应产生新的防滑结构,从而提高磨辊使用寿命。技术研发人员:武汉琦,龙伟民,魏世忠,钟素娟,李爱国,彭岩,张志勇,李鹏远,马运五,王杜娟,占小红,李利霞,李园园,王亚强受保护的技术使用者:中信重工机械股份有限公司技术研发日:技术公布日:2024/10/10本文地址:https://www.jishuxx.com/zhuanli/20241015/315536.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表