高精度液相扩散连接高温合金板材和销钉的方法与流程
- 国知局
- 2024-10-21 14:40:10
本发明属于航空发动机用钣材加工工艺的,尤其涉及一种高精度液相扩散连接高温合金板材和销钉的方法。
背景技术:
1、在航空发动机圆转方发散板组件、矢量喷管隔热衬垫类零件,材料为高温合金,结构为圆柱形销钉和板材连接,板材上分布为冷却孔,根据连接位置不同,销钉数量从10到上百不等。对于该类组件,钣金件平面度、销钉连接后位置度、垂直度和连接面积对零件的装配和使用安全性非常重要。
2、通常该类结构一般采用电阻焊将钣金件焊好后,将销钉与钣金件通过螺柱焊连接,连接强度只达母材性能约50%,因电阻焊和螺柱焊为局部施压,钣金件整体平面度较差,销钉连接后位置度和垂直度达约0.2mm,且质量一致性较低,整体焊接效率较低。
技术实现思路
1、有鉴于此,本发明提供的高精度液相扩散连接高温合金板材和销钉的方法,提高钣金件和销钉的焊接质量和效率。
2、一种高精度液相扩散连接高温合金板材和销钉的方法,所述方法包括,
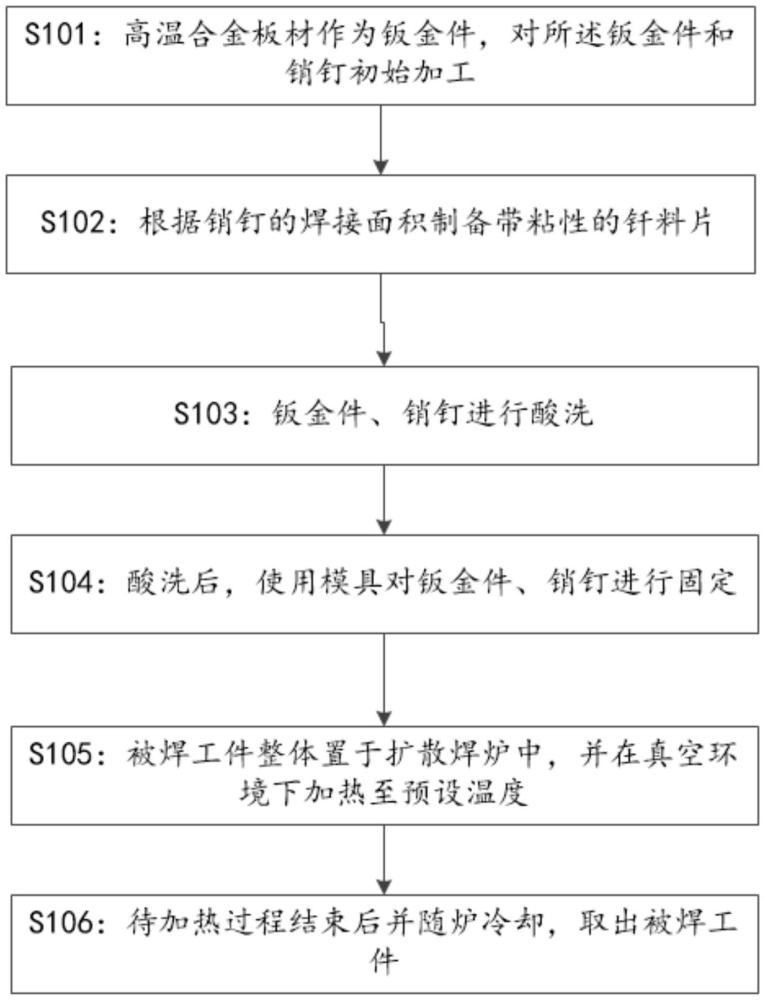
3、s101:高温合金板材作为钣金件,对所述钣金件和销钉初始加工;
4、s102:根据销钉的焊接面积制备带粘性的钎料片;
5、s103:钣金件、销钉进行酸洗;
6、s104:酸洗后,使用模具对钣金件、销钉进行固定,作为被焊工件;
7、s105:被焊工件整体置于扩散焊炉中,并在真空环境下加热至预设温度,所述钎料片以液相扩散的方式,将销钉焊接在钣金件上;
8、s106:待加热过程结束后并随炉冷却,取出被焊工件。
9、有益效果
10、实现板材平面度要求不大于0.1mm,销钉连接后位置度和垂直度不大于0.1mm,连接率达100%,连接强度达母材80%以上;该方法可单个零件或者多个零件同时加工,质量一致性达99%以上。
技术特征:1.一种高精度液相扩散连接高温合金板材和销钉的方法,其特征在于,所述方法包括,
2.根据权利要求1所述的方法,其特征在于,s102包括,
3.根据权利要求1所述的方法,其特征在于,s103包括,
4.根据权利要求1所述的方法,其特征在于,所述模具包括下模、上模、定位导套、传力柱和压力球,定位导套中空且两端开口结构设置,s104包括,
5.根据权利要求4所述的方法,其特征在于,所述模具还包括钣金套,所述钣金套的形状与钣金件的形状相适配,放置在所述钣金件的底面。
6.根据权利要求4所述的方法,其特征在于,所述上模、下模、定位导套、传力柱与钣金件、销钉的接触面均匀涂覆一层氮化硼陶瓷阻焊层,氮化硼纯度≥99.9%。
7.根据权利要求6所述的方法,其特征在于,扩散焊炉包括平面压头,所述平面压头能够持续下压所述压力球,s105中包括,
8.根据权利要求7所述的方法,其特征在于,s502中包括,
技术总结本发明的高精度液相扩散连接高温合金板材和销钉的方法,包括S101:高温合金板材作为钣金件,对所述钣金件和销钉初始加工;S102:根据销钉的焊接面积制备带粘性的钎料片;S103:钣金件、销钉进行酸洗;S104:酸洗后,使用模具对钣金件、销钉进行固定,作为被焊工件;S105:被焊工件整体置于扩散焊炉中,并在真空环境下加热至预设温度,所述钎料片以液相扩散的方式,将销钉焊接在钣金件上;S106:待加热过程结束后并随炉冷却,取出被焊工件,提高焊接的质量和效率。技术研发人员:刘雪丽,裴聪,王忠,乔雷,姚万春,李雪梅受保护的技术使用者:中国航发成都发动机有限公司技术研发日:技术公布日:2024/10/17本文地址:https://www.jishuxx.com/zhuanli/20241021/318917.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。