多折弯角度板件的折弯装置及其弯折工艺方法与流程
- 国知局
- 2024-10-21 14:45:26
本发明属于折弯装置领域。
背景技术:
1、一般情况下,单个折弯机工位只能实施一个折弯角度的折弯工序,这种单一弯折角度的折弯机存在一定局限性,举例说明如下:
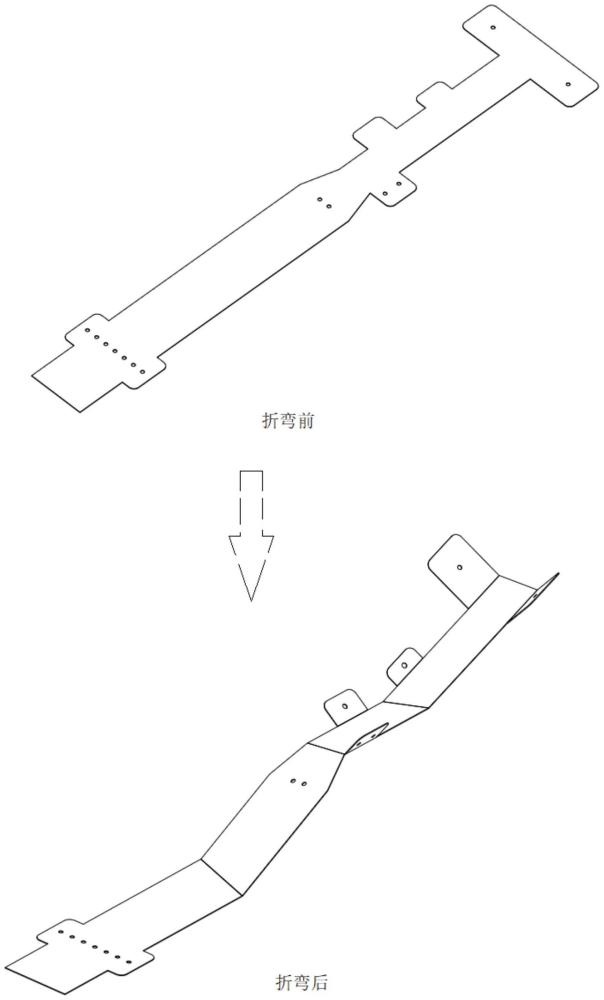
2、如图1是某风电设备上的一片多段折弯的钣金件,这片钣金件的各处折弯处的折弯角度并不是统一的,其各个折角的大小会根据具体的情况来调整;如果要实现该钣金件的折弯,则需要多个不同的折弯机和折弯工位,进而造成设备冗余和成本增加;
3、当某一个折弯工序的折角偏大时,如折角大于130°,假设预期的折角为a°,现有的折弯机的折弯工序完成时,其折痕处有可能没有完全塑性形变,其折痕处仍然存在一部分弹性形变,这样最终得到折角会显著大于a°,从而造成折弯精度不高的问题。
技术实现思路
1、发明目的:为了克服现有技术中存在的不足,本发明提供一种多折弯角度板件的折弯装置及其弯折工艺方法,折弯装置能实现折角的无极调整,并解决折痕处的弹性形变问题。
2、技术方案:为实现上述目的,本发明的多折弯角度板件的折弯装置,包括上下分布的顶弯器和适应性折弯座;适应性折弯座包括固定座,固定座上侧并列设置的a横向半圆柱和b横向半圆柱,a横向半圆柱和b横向半圆柱均能在外部施加的扭力驱动下沿各自的轴线适应性转动;
3、在初始状态下,a横向半圆柱的a侧平面和b横向半圆柱的b侧平面在同一水平面上,且将a侧平面与b侧平面之间形成直线中央缝隙。
4、进一步的,顶弯器包括a液压升降器,a液压升降器下端连接有升降梁,升降梁下方通过b液压升降器连接有横向的顶弯轴,b液压升降器带动横向的顶弯轴相对于升降梁上下位移,顶弯轴平行于直线中央缝隙正上方。
5、进一步的,顶弯轴的两侧对称设置有a约束翼板和b约束翼板;在顶弯轴的轴向视角下,a约束翼板、顶弯轴和b约束翼板三者呈v字形。
6、进一步的,a约束翼板靠近顶弯轴的一端设置与顶弯轴外柱面相适应且滑动贴合的a弧面;b约束翼板靠近顶弯轴的一端设置与顶弯轴外柱面相适应且滑动贴合的b弧面;设a约束翼板和b约束翼板的下表面分别为a约束面和b约束面,顶弯轴下侧的弧面记为顶弯弧面,a约束面和b约束面相互靠近的一端均与顶弯弧面相切。
7、进一步的,顶弯轴的两端分别同轴心固定连接有a轴和b轴,a轴和b轴的末端分别同轴心转动套接a旋转套和b旋转套,a旋转套和b旋转套分别通过a连接臂和b连接臂固定连接a约束翼板和b约束翼板。
8、进一步的,升降梁的下部左右对称固定安装有a辊轮支架和b辊轮支架,a辊轮支架和b辊轮支架末端分别转动安装有与顶弯轴轴线平行的a辊轮和b辊轮;
9、a轴和b轴外分别设置有c扭力弹簧和d扭力弹簧;
10、c扭力弹簧对a旋转套施加顺时针方向的扭矩,在c扭力弹簧的扭力下a约束翼板有绕顶弯轴轴线向上摆动的趋势,进而使a约束翼板上表面始终与a辊轮滚动抵压配合;
11、d扭力弹簧对b旋转套施加逆时针方向的扭矩,在d扭力弹簧的扭力下b约束翼板有绕顶弯轴轴线向上摆动的趋势,进而使b约束翼板上表面始终与b辊轮滚动抵压配合。
12、进一步的,多折弯角度板件的折弯装置的弯折工艺:
13、步骤一,设待折弯板被折弯后的折板夹角为a°,通过b液压升降器调节a约束翼板与b约束翼板的夹角,直至a约束面与b约束面的夹角刚好变为a°,然后锁定b液压升降器;
14、步骤二,将设待折弯板平放于a侧平面和b侧平面,并使设待折弯板的目标折痕与中央缝隙重合;
15、步骤三,在锁定b液压升降器的基础上,控制a液压升降器,使顶弯器整体下移,直至a约束翼板和b约束翼板分别与a侧平面和b侧平面平行时,暂停b液压升降器;
16、步骤四,控制a液压升降器使顶弯器整体缓慢上升3mm-5mm,存在以下两种情况:
17、第一种情况:如果a约束翼板、顶弯轴和b约束翼板同步缓慢上升的过程中,a板和b板的角度不发生显著变化,控制a液压升降器使顶弯器整体快速上升,然后取出已经弯折完成的a板和b板;
18、第二种情况:如果a约束翼板、顶弯轴和b约束翼板同步缓慢上升的过程中,a板与b板的夹角随着a侧平面与b侧平面之间的夹角的变大而跟着变大,则需继续执行“步骤五”。
19、步骤五,控制a液压升降器使顶弯器下降3mm-5mm,回到“步骤三”结束时的状态;
20、步骤六,先锁定a液压升降器,然后控制b液压升降器,使顶弯轴相对于升降梁下降,使a约束翼板与b约束翼板的夹角在原来的基础上减小x°;此时顶弯轴的顶弯弧面对折弯处已进一步的向下压迫,使a板与b板连接处折痕进一步形变;
21、步骤七,控制b液压升降器,使顶弯轴相对于升降梁上升至“步骤六”刚开始时的状态;然后执行步骤四。
22、有益效果:本发明的折弯装置能实现折角的无极调整,进而使一块钣金件能在同一个工位上完成多个不同折角的折弯工序;同时,本案的核心工艺配合本方案的无极折角调节结构,能使折弯机的折弯工序完成时,其折痕处有如果没有完全塑性形变,其折痕处仍然存在一部分弹性形变时,通过“步骤四”至“步骤七”的多次循环调整,最终可得到弯折角度稳定且精准的折板结构。
技术特征:1.多折弯角度板件的折弯装置,其特征在于:包括上下分布的顶弯器(101)和适应性折弯座(100);所述适应性折弯座(100)包括固定座(10),所述固定座(10)上侧并列设置的a横向半圆柱(8.1)和b横向半圆柱(8.2),a横向半圆柱(8.1)和b横向半圆柱(8.2)均能在外部施加的扭力驱动下沿各自的轴线适应性转动;
2.根据权利要求1所述的多折弯角度板件的折弯装置,其特征在于:所述顶弯器(101)包括a液压升降器(32),a液压升降器(32)下端连接有升降梁(33),所述升降梁(33)下方通过b液压升降器(19)连接有横向的顶弯轴(15),b液压升降器(19)带动横向的顶弯轴(15)相对于升降梁(33)上下位移,所述顶弯轴(15)平行于直线中央缝隙(5)正上方。
3.根据权利要求2所述的多折弯角度板件的折弯装置,其特征在于:所述顶弯轴(15)的两侧对称设置有a约束翼板(12.1)和b约束翼板(12.2);在顶弯轴(15)的轴向视角下,a约束翼板(12.1)、顶弯轴(15)和b约束翼板(12.2)三者呈v字形。
4.根据权利要求3所述的多折弯角度板件的折弯装置,其特征在于:a约束翼板(12.1)靠近顶弯轴(15)的一端设置与顶弯轴(15)外柱面相适应且滑动贴合的a弧面(14.1);b约束翼板(12.2)靠近顶弯轴(15)的一端设置与顶弯轴(15)外柱面相适应且滑动贴合的b弧面(14.2);设a约束翼板(12.1)和b约束翼板(12.2)的下表面分别为a约束面(13.1)和b约束面(13.2),顶弯轴(15)下侧的弧面记为顶弯弧面(16),a约束面(13.1)和b约束面(13.2)相互靠近的一端均与顶弯弧面(16)相切。
5.根据权利要求4所述的多折弯角度板件的折弯装置,其特征在于:所述顶弯轴(15)的两端分别同轴心固定连接有a轴(34.1)和b轴(34.2),所述a轴(34.1)和b轴(34.2)的末端分别同轴心转动套接a旋转套(30.1)和b旋转套(30.2),所述a旋转套(30.1)和b旋转套(30.2)分别通过a连接臂(20.1)和b连接臂(20.2)固定连接a约束翼板(12.1)和b约束翼板(12.2)。
6.根据权利要求5所述的多折弯角度板件的折弯装置,其特征在于:所述升降梁(33)的下部左右对称固定安装有a辊轮支架(18.1)和b辊轮支架(18.2),a辊轮支架(18.1)和b辊轮支架(18.2)末端分别转动安装有与顶弯轴(15)轴线平行的a辊轮(17.1)和b辊轮(17.2);
7.根据权利要求6所述的多折弯角度板件的折弯装置的弯折工艺,其特征在于:
8.根据权利要求7所述的多折弯角度板件的折弯装置的弯折工艺,其特征在于:
技术总结本发明公开了一种多折弯角度板件的折弯装置,包括上下分布的顶弯器和适应性折弯座;适应性折弯座包括固定座,固定座上侧并列设置的a横向半圆柱和b横向半圆柱,a横向半圆柱和b横向半圆柱均能在外部施加的扭力驱动下沿各自的轴线适应性转动;在初始状态下,a横向半圆柱的a侧平面和b横向半圆柱的b侧平面在同一水平面上,且将a侧平面与b侧平面之间形成直线中央缝隙;折弯装置能实现折角的无极调整,并解决折痕处的弹性形变问题。技术研发人员:朱辉,孙本静,惠君伟,徐青,张荣周受保护的技术使用者:无锡威科机电制造有限公司技术研发日:技术公布日:2024/10/17本文地址:https://www.jishuxx.com/zhuanli/20241021/319174.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表