铝合金双电弧复合焊接系统及方法与流程
- 国知局
- 2024-10-21 14:40:36
本技术涉及复合焊接,尤其涉及铝合金双电弧复合焊接系统及方法。
背景技术:
1、铝合金焊接由于其拥有能够提供高强度、高精度的焊接接头、低重量等特点,被广泛应用于航空航天、车辆制造、电子电器等生产领域。
2、而铝合金焊接是脉冲mig电弧焊接电源的主要应用领域,铝合金mig焊接相对于铝合金tig焊极大地提高了焊接效率,但是铝合金mig焊接中存在较严重的气孔倾向,以至于一些对于焊接质量要求高的铝合金产品仍然坚持使用tig电弧焊接。铝合金的tig电弧焊接可以保证很高的焊接质量,但是由于铝合金电弧焊接过程中需要利用阴极雾化作用去除铝合金表面的氧化膜,因此需要使用dcep极性,即焊接工件接电源负极,钨极接电源的正极。由此带来的问题是tig焊的钨极烧损严重,无法进行长时间焊接。
3、上述内容仅用于辅助理解本技术的技术方案,并不代表承认上述内容是现有技术。
技术实现思路
1、本技术的主要目的在于提供一种铝合金双电弧复合焊接系统及方法,旨在解决如何能把mig与tig两种焊接方法的优点结合起来的技术问题。
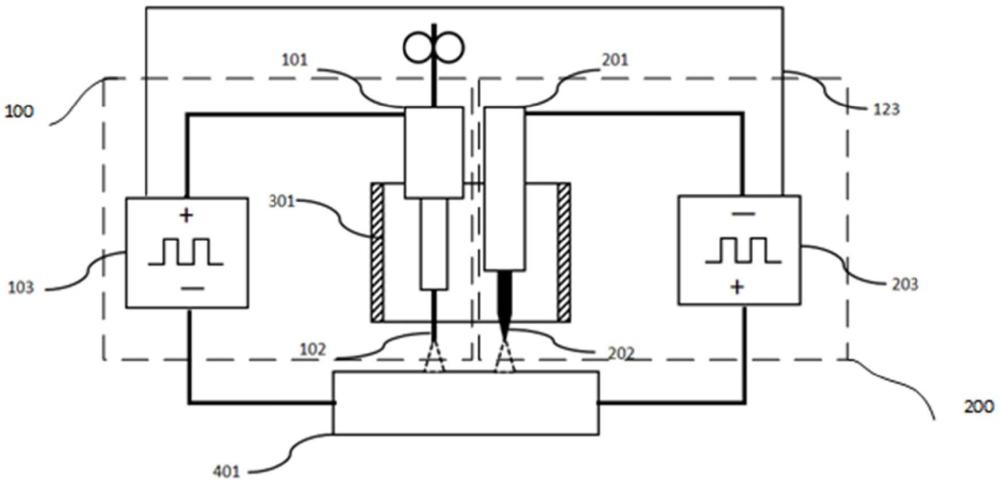
2、为实现上述目的,本技术提出一种铝合金双电弧复合焊接系统,所述铝合金双电弧复合焊接系统包括:mig焊接模块以及tig焊接模块;
3、其中,所述mig焊接模块中设有可产生mig电弧的焊丝;
4、所述tig焊接模块中设有可产生tig电弧的钨极;
5、产生的所述mig电弧与所述tig电弧靠近且相互独立;
6、所述tig电弧对所述mig电弧产生的焊接熔池进行二次重熔,以产生tig焊接熔池;
7、由所述mig电弧产生的焊接熔池与由所述tig电弧产生的焊接熔池相互独立;
8、通过所述焊丝产生的mig电弧为dcep极性,通过所述钨极产生的tig电弧为dcen极性;
9、所述焊丝端部和所述钨极端部靠近并置于同一保护气体喷嘴中;
10、所述mig焊接模块,用于产生作为引导电弧的mig电弧以熔化焊丝和焊接工件,并对所述焊接工件表面的氧化膜进行清理;
11、所述tig焊接模块,用于产生tig电弧,并将所述tig电弧作为所述mig电弧的跟随电弧进行焊接。
12、在一实施例中,所述mig焊接模块包括:脉冲mig电源和mig焊枪导电体;
13、其中,在所述mig焊枪导电体上设有焊丝;
14、所述脉冲mig电源,用于为所述mig焊枪导电体提供mig脉冲电流;
15、所述mig焊枪导电体,用于将所述焊丝与所述焊接工件接触,并在接触时在所述焊丝的端部产生mig电弧。
16、在一实施例中,所述tig焊接模块包括:脉冲tig电源和tig焊枪导电体;
17、其中,在所述tig焊枪导电体上设有钨极;
18、所述脉冲tig电源,用于为所述tig焊枪导电体提供tig脉冲电流;
19、在通过所述mig电弧熔化焊接工件时,在所述焊接工件上形成有焊接熔池,并产生有等离子导电体;
20、基于所述等离子导电体,在所述tig焊枪导电体的钨极和所述焊接工件之间形成导电通路;
21、所述tig焊枪导电体,用于基于所述导电通路产生tig电弧。
22、在一实施例中,所述脉冲mig电源和所述脉冲tig电源通过通讯信号线连接;
23、所述脉冲mig电源,还用于将所述mig脉冲电流的第一电流信号状态通过所述通讯信号线传递至所述脉冲tig电源;
24、所述脉冲tig电源,还用于基于所述第一电流信号状态输出与所述mig脉冲电流频率相同、相位相反的tig脉冲电流。
25、在一实施例中,所述脉冲tig电源,还用于基于所述第一电流信号状态确定出与所述mig脉冲电流频率相同、相位相反的tig脉冲电流的第二电流信号状态;
26、所述脉冲tig电源,还用于对所述第二电流信号状态进行低频调制,获得第三电流信号状态;
27、所述脉冲tig电源,还用于基于所述第三电流信号状态输出tig脉冲电流。
28、此外,为实现上述目的,本技术还提出了一种铝合金双电弧复合焊接方法,所述方法应用于铝合金双电弧复合焊接系统,所述系统包括:mig焊接模块以及tig焊接模块;
29、其中,所述mig焊接模块中设有可产生mig电弧的焊丝;
30、所述tig焊接模块中设有可产生tig电弧的钨极;
31、产生的所述mig电弧与所述tig电弧靠近且相互独立;
32、所述tig电弧对所述mig电弧产生的焊接熔池进行二次重熔,以产生tig焊接熔池;
33、由所述mig电弧产生的焊接熔池与由所述tig电弧产生的焊接熔池相互独立;
34、通过所述焊丝产生的mig电弧为dcep极性,通过所述钨极产生的tig电弧为dcen极性;
35、所述焊丝端部和所述钨极端部靠近并置于同一保护气体喷嘴中;
36、所述方法包括:
37、所述mig焊接模块产生mig电弧以熔化焊丝和焊接工件,并对所述焊接工件表面的氧化膜进行清理;
38、所述tig焊接模块产生tig电弧,并将所述tig电弧作为所述mig电弧的跟随电弧进行焊接。
39、在一实施例中,所述mig焊接模块包括:脉冲mig电源和mig焊枪导电体;
40、其中,在所述mig焊枪导电体上设有焊丝;所述mig焊接模块产生mig电弧以熔化焊丝和焊接工件,并对所述焊接工件表面的氧化膜进行清理的步骤,包括:
41、所述脉冲mig电源为所述mig焊枪导电体提供mig脉冲电流;
42、所述mig焊枪导电体将所述焊丝与所述焊接工件接触,并在接触时在所述焊丝的端部产生mig电弧以熔化焊丝和焊接工件,并对所述焊接工件表面的氧化膜进行清理。
43、在一实施例中,所述tig焊接模块包括:脉冲tig电源和tig焊枪导电体;
44、其中,在所述tig焊枪导电体上设有钨极;
45、所述脉冲tig电源,用于为所述tig焊枪导电体提供tig脉冲电流;
46、所述tig焊接模块产生tig电弧,并将所述tig电弧作为所述mig电弧的跟随电弧进行焊接的步骤,包括:
47、在通过所述mig电弧熔化焊接工件时,在所述焊接工件上形成有焊接熔池,并产生有等离子导电体;
48、基于所述等离子导电体,在所述tig焊枪导电体的钨极和所述焊接工件之间形成导电通路;
49、所述tig焊枪导电体基于所述导电通路产生tig电弧。
50、在一实施例中,所述脉冲mig电源和所述脉冲tig电源通过通讯信号线连接;
51、所述方法还包括:
52、所述脉冲mig电源将所述mig脉冲电流的第一电流信号状态通过所述通讯信号线传递至所述脉冲tig电源;
53、所述脉冲tig电源基于所述第一电流信号状态输出与所述mig脉冲电流频率相同、相位相反的tig脉冲电流。
54、在一实施例中,所述脉冲tig电源基于所述第一电流信号状态输出与所述mig脉冲电流频率相同、相位相反的tig脉冲电流的步骤,包括:
55、所述脉冲tig电源基于所述第一电流信号状态确定出与所述mig脉冲电流频率相同、相位相反的tig脉冲电流的第二电流信号状态;
56、所述脉冲tig电源对所述第二电流信号状态进行低频调制,获得第三电流信号状态;
57、所述脉冲tig电源基于所述第三电流信号状态输出tig脉冲电流。
58、本技术提出的一个或多个技术方案,至少具有以下技术效果:
59、本技术的铝合金双电弧复合焊接系统包括:mig焊接模块以及tig焊接模块;其中,mig焊接模块中设有可产生mig电弧的焊丝;tig焊接模块中设有可产生tig电弧的钨极;mig电弧与tig电弧靠近且相互独立;tig电弧对mig电弧产生的焊接熔池进行二次重熔,以产生tig焊接熔池;由mig电弧产生的焊接熔池与由tig电弧产生的焊接熔池相互独立;通过焊丝产生的mig电弧为dcep极性,通过钨极产生的tig电弧为dcen极性;焊丝端部和钨极端部靠近并置于同一保护气体喷嘴中;mig焊接模块,用于产生mig电弧以熔化焊丝和焊接工件,并对焊接工件表面的氧化膜进行清理;tig焊接模块,用于产生tig电弧,并将tig电弧作为mig电弧的跟随电弧进行焊接。通过构建mig电弧和tig电弧的复合焊接方法,利用mig电弧与tig电弧共焊接熔池,tig电弧对mig电弧所形成的焊接熔池进行充分地搅拌,使mig焊接熔池中的气体充分溢出,从而获得与tig电弧相当的高质量焊缝,同时又具有与mig电弧一样的高焊丝熔敷率。此外,还降低了tig焊接模块中的钨极烧损,并提高了电弧的稳定性。
本文地址:https://www.jishuxx.com/zhuanli/20241021/318947.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表