激光切卷一体机的控制方法及激光切卷一体机与流程
- 国知局
- 2024-10-21 14:44:20
本发明涉及锂电池制造,尤其涉及激光切卷一体机的控制方法及激光切卷一体机。
背景技术:
1、随着锂电池行业的不断发展,电池安全和电芯品质要求越来越高。高品质电芯要求制备过程管控越来越严格。传统激光切卷一体机,将极片表面的瑕疵检测放在激光裁切之后,在瑕疵检测工位检测到极片表面瑕疵时,激光已经裁切了一段长度的极片,结合卷绕极耳变间距的特点,激光已经裁切的一段极片必须跟前面的瑕疵极片一起形成报废,这种单卷排废的方式会带来较多的极片浪费。随着能源材料资源越来越珍稀,从保护资源和节约材料成本的角度出发,减少制程过程中的浪费非常有意义。
技术实现思路
1、本发明的目的在于克服现有技术中的不足,提供一种激光切卷一体机的控制方法及激光切卷一体机,解决传动激光切卷一体机造成极片浪费的技术问题。
2、为达到上述目的,本发明是采用下述技术方案实现的:
3、第一方面,本发明提供了一种激光切卷一体机的控制方法,包括:
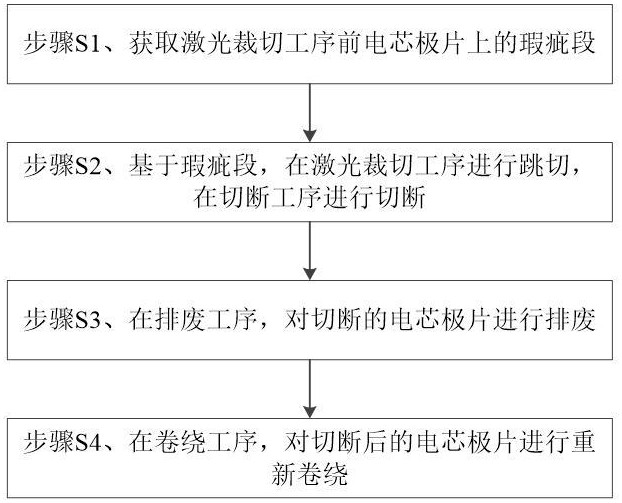
4、获取激光裁切工序前电芯极片上的瑕疵段;
5、基于所述瑕疵段,在激光裁切工序进行跳切,在切断工序进行切断;
6、在排废工序,对切断的电芯极片进行排废;
7、在卷绕工序,对切断后的电芯极片进行重新卷绕。
8、该控制方法,将所有电芯极片表面瑕疵检测放到激光裁切工序之前;检测到了不良电芯极片之后,将信号发送给激光裁切工序进行跳切,待不良片过去之后,激光裁切工序继续接着前面的程序进行裁切极耳;在排废工序,对瑕疵不良电芯极片进行单卷报废,不良片排废完成后,合格电芯极片继续进入卷绕工序,完成卷绕动作,制作成一个完整的卷芯。该控制方法不仅对瑕疵不良电芯极片进行排废,相比传统整体的单卷排废方式,极大的降低了报废量,降低了资源消耗,节约了材料成本。
9、可选的,所述获取激光裁切工序前电芯极片上的瑕疵段包括:
10、通过视觉检测技术对激光裁切工序前电芯极片进行检测,获取瑕疵出现的起点位置以及瑕疵持续的长度距离,根据起点位置和长度距离生成瑕疵段。
11、该方案通过视觉检测技术对瑕疵不良电芯极片进行精准的检测和定位,为后续工序作业提供数据支撑,从而准确的完成后续工序。
12、可选的,所述在激光裁切工序进行跳切包括:
13、根据瑕疵出现的起点位置、瑕疵持续的长度距离和电芯极片的送料速度,获取瑕疵段首尾两端分别进入激光裁切工序的时机;
14、根据瑕疵段首尾两端分别进入激光裁切工序的时机,跳过瑕疵段进行激光裁切实现跳切。
15、该方案通过计算瑕疵段首尾两端分别进入激光裁切工序的时机,控制激光裁切工序作业,对瑕疵不良电芯极片不进行激光裁切作业,降低激光裁切工序的作业成本,同时保证后合格电芯极片激光裁切作业的连贯。
16、可选的,所述在切断工序进行切断包括:
17、根据瑕疵出现的起点位置、瑕疵持续的长度距离和电芯极片的送料速度,获取瑕疵段首尾两端分别进入切断工序的时机;
18、根据瑕疵段首尾两端分别进入切断工序的时机,对瑕疵段首尾两端进行切断。
19、该方案通过计算瑕疵段首尾两端分别进入切断工序的时机,切断工序作业,对瑕疵不良电芯极片进行切断,从而作为排废工序的前置步骤,保证瑕疵不良电芯极片能够顺利排废。
20、可选的,所述对切断后的电芯极片进行重新卷绕包括:
21、根据瑕疵出现的起点位置、瑕疵持续的长度距离和电芯极片的送料速度,获取瑕疵段首尾两端分别进入卷绕工序的时机;
22、根据瑕疵段首尾两端分别进入卷绕工序的时机,对瑕疵段前后的电芯极片进行粘贴或对瑕疵段后的电芯极片进行重新送片,实现重新卷绕。
23、该方案通过计算瑕疵段首尾两端分别进入卷绕工序的时机,对切断后合格电芯极片进行重新粘贴或送片,然后卷绕,保证了卷绕后电芯极片上被激光裁切的极耳间距,满足生产需要。
24、可选的,所述对切断的电芯极片进行排废包括:
25、根据瑕疵出现的起点位置、瑕疵持续的长度距离和电芯极片的送料速度,获取瑕疵段首尾两端分别进入排废工序的时机;
26、根据瑕疵段首尾两端分别进入排废工序的时机,阻断瑕疵段进入卷绕工序。
27、该方案通过计算瑕疵段首尾两端分别进入排废工序的时机,阻断瑕疵不良电芯极片进入卷绕工序,保证卷绕工序卷绕后的电芯极片均为合格无瑕疵的且经过激光裁切作业的电芯极片。
28、第二方面,本发明提供了一种激光切卷一体机,包括控制器以及分别与所述控制器电性连接的送料卷筒、转动辊、视觉检测机构、激光裁切机构、切断机构、排废机构、连接机构以及卷绕卷针;所述连接机构为送片机构或粘贴机构;
29、待激光裁切的电芯极片由所述送料卷筒引出,在所述转动辊的驱动下依次通过视觉检测机构、激光裁切机构、切断机构、排废机构以及连接机构后,进入卷绕卷针;
30、所述视觉检测机构用于通过视觉检测技术对激光裁切工序前电芯极片进行检测;所述激光裁切机构、切断机构、排废机构分别用于执行激光裁切工序、切断工序以及排废工序;所述连接机构和卷绕卷针用于执行卷绕工序;
31、所述控制器用于控制所述视觉检测机构、激光裁切机构、切断机构、排废机构、连接机构以及卷绕卷针执行如上述控制方法的步骤。
32、该激光切卷一体机,能够适用上述控制方法,通过控制器对各个机构的驱动控制,实现瑕疵检测、激光裁切工序、切断工序、排废工序以及卷绕工序,从而对瑕疵不良电芯极片进行排废,相比传统整体的单卷排废方式,极大的降低了报废量,降低了资源消耗,节约了材料成本。
33、可选的,所述排废机构包括伸缩部件和挡板;所述挡板固定于所述伸缩部件的伸缩端,并在所述伸缩部件的驱动下,置于所述切断机构和所述连接机构之间,或脱离所述切断机构和所述连接机构之间。
34、该方案通过简单的结构,即可实现对瑕疵不良电芯极片的阻断,易于实现,且成本低。
35、与现有技术相比,本发明所达到的有益效果:
36、本发明提供的激光切卷一体机的控制方法及激光切卷一体机,控制方法将电芯极片的表面瑕疵检测放到激光裁切工序之前,在检测到存在表面瑕疵部位后,将信号发送至后续工序;在激光裁切工序进行跳切,待不良片过去之后,激光裁切工序继续接着前面的程序进行裁切极耳;在卷绕工序,对合格的裁切加工后的电芯极片进行卷绕。在排废工序,对瑕疵不良电芯极片进行单卷报废,不良片排废完成后,合格电芯极片继续入卷,重复各个工序工作,制作成一个完整的卷芯。通过本发明提供的控制方法,能够仅针对表面瑕疵的部位进行排废,相比传统单卷报废的方式,极大的减少了报废量,减少材料成本和资源消耗。本发明提供的激光切卷一体机,基于上述控制方法进行整备设计,能够有效的实现上述方法记载的步骤同时实现减少报废量的技术效果。
技术特征:1.一种激光切卷一体机的控制方法,其特征在于,包括:
2.根据权利要求1所述的激光切卷一体机的控制方法,其特征在于,所述获取激光裁切工序前电芯极片上的瑕疵段包括:
3.根据权利要求2所述的激光切卷一体机的控制方法,其特征在于,所述在激光裁切工序进行跳切包括:
4.根据权利要求2所述的激光切卷一体机的控制方法,其特征在于,所述在切断工序进行切断包括:
5.根据权利要求2所述的激光切卷一体机的控制方法,其特征在于,所述对切断后的电芯极片进行重新卷绕包括:
6.根据权利要求2所述的激光切卷一体机的控制方法,其特征在于,所述对切断的电芯极片进行排废包括:
7.一种激光切卷一体机,其特征在于,包括控制器以及分别与所述控制器电性连接的送料卷筒、转动辊、视觉检测机构、激光裁切机构、切断机构、排废机构、连接机构以及卷绕卷针;所述连接机构为送片机构或粘贴机构;
8.根据权利要求7所述的激光切卷一体机,其特征在于,所述排废机构包括伸缩部件和挡板;所述挡板固定于所述伸缩部件的伸缩端,并在所述伸缩部件的驱动下,置于所述切断机构和所述连接机构之间,或脱离所述切断机构和所述连接机构之间。
技术总结本发明公开了一种激光切卷一体机的控制方法及激光切卷一体机,其控制方法包括:获取激光裁切工序前电芯极片上的瑕疵段;基于瑕疵段,在激光裁切工序进行跳切,在切断工序进行切断;在排废工序,对切断的电芯极片进行排废;在卷绕工序,对切断后的电芯极片进行重新送片卷绕;激光切卷一体机,包括控制器以及分别与控制器电性连接的送料卷筒、转动辊、视觉检测机构、激光裁切机构、切断机构、排废机构、连接机构以及卷绕卷针,控制器用于控制上述各个机构实现上述控制方法;本发明能够仅针对表面瑕疵的部位进行排废,相比传统单卷报废的方式,极大的减少了报废量,减少材料成本和资源消耗。技术研发人员:王峰,程辉受保护的技术使用者:合肥国轩高科动力能源有限公司技术研发日:技术公布日:2024/10/17本文地址:https://www.jishuxx.com/zhuanli/20241021/319125.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表