一种矿物电缆生产参数的设计装置、方法及设备与流程
- 国知局
- 2024-10-21 15:06:21
本技术属于电力设施,具体涉及一种矿物电缆生产参数的设计装置、方法及设备。
背景技术:
1、随着科技水平的迅速提高,电缆生产工艺中,对于生产设备的合理控制,可以提高电缆的生产效率以及产品良率,因此,对于生产设备的控制在电缆生产的过程中是至关重要的。
2、矿物电缆,作为一种以铜外套包裹铜芯,并以氧化镁粉末为无机绝缘材料隔离铜芯与铜外套的电缆,最外层可按需选择适当保护套。此种电缆不会燃烧,也不会助燃,在接近火焰的条件下仍可继续操作。铜外套在1083℃下熔融。作为一些特殊安装需求下的防火电缆的首要选择。目前,在矿物电缆生产的过程中,一般使用氧化镁粉末作为绝缘层,进行绝缘层的填充之后,需要对矿物电缆进行轧制,使其有原本的尺寸轧制到目标尺寸,以满足生产需求。轧制工艺主要是基于轧制机组实现的,轧制机组中含有一个或者多个轧制机架。由于需要对轧制机架的轧制力等参数进行控制,且,多个轧制机架时往往需要联动控制,因此,在现有方案中往往是工作人员手动操作的,这样的控制方式不仅技术门槛较高,普通技术人员难以实现精准控制,并且,一旦出现控制参数不符合设定标准,则会导致批量生产的矿物电缆良率较低的问题。
技术实现思路
1、本技术实施例的目的是提供一种矿物电缆生产参数的设计装置、方法及设备,目的在于在矿物电缆生产过程中对生产设备精准控制,提高矿物电缆的生产效率以及产品良率。
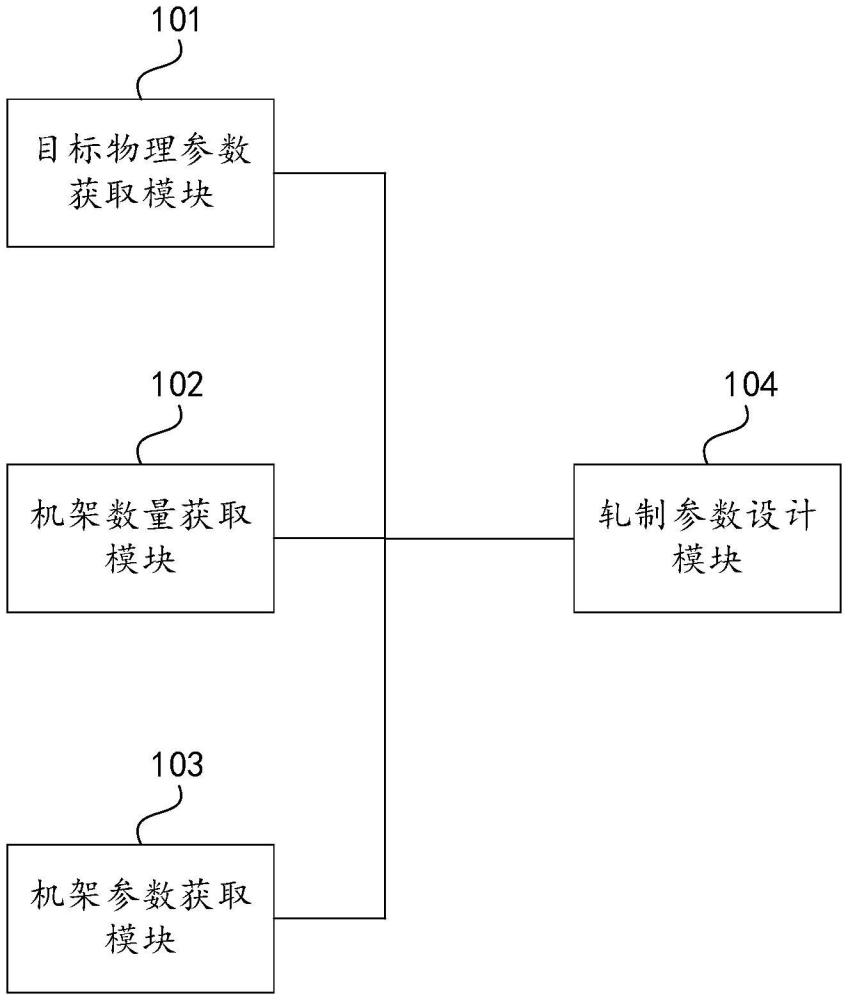
2、第一方面,本技术实施例提供了一种矿物电缆生产参数的设计装置,所述装置包括:
3、目标物理参数获取模块,用于获取矿物电缆的目标物理参数;
4、机架数量获取模块,用于获取对所述矿物电缆进行轧制的轧制机组中轧制机架的数量;
5、机架参数获取模块,用于获取所述轧制机组中各轧制机架的轧辊数量以及孔型信息;其中,所述孔型信息包括圆形过孔或者椭圆形过孔,所述圆形过孔的半径,以及,所述椭圆形过孔的长半轴和短半轴;
6、轧制参数设计模块,用于根据所述目标物理参数、所述轧制机架的数量、所述轧辊数量以及所述孔型信息,输入至预先构建好的分配模型,得到所述分配模型输出的设计结果;其中,所述设计结果包括所述轧制机组中各轧制机架的轧制参数。
7、进一步的,所述装置还包括:
8、机架能力范围确定模块,用于确定各轧制机架的上限轧制力;
9、相应的,所述轧制参数设计模块,具体用于:
10、根据所述目标物理参数、所述轧制机架的数量、所述轧辊数量以及所述孔型信息,输入至预先构建好的分配模型,得到所述分配模型输出的各轧制机架的初选轧制力;
11、若所述初选轧制力小于或者等于当前轧制机架的上限轧制力,则确定初选轧制力为当前轧制机架的最终轧制力;
12、若所述初选轧制力大于当前轧制机架的上限轧制力,则确定当前轧制机架为超限轧制机架,并根据所述初选轧制力和所述上限轧制力确定分摊轧制力;
13、将所述分摊轧制力按照各轧制机架的初选轧制力与上限轧制力进行分摊处理,得到各轧制机架的最终轧制力。
14、进一步的,所述轧制参数设计模块,还具体用于:
15、识别与所述超限轧制机架孔型相同的轧制机架为目标分摊机架;
16、根据所述目标分摊机架的初选轧制力与上限轧制力之间的差值,确定分摊量,以基于所述分摊量得到超限轧制机架与目标分摊机架的最终轧制力。
17、进一步的,所述轧制参数设计模块,还具体用于:
18、若所述目标分摊机架的数量为至少两个,则确定每个所述目标分摊机架的初选轧制力与上限轧制力之间的差值;
19、根据各目标分摊机架的差值确定各目标分摊机架的分配比例;
20、根据所述分摊量与各目标分摊机架的分配比例,确定超限轧制机架与各目标分摊机架的最终轧制力。
21、进一步的,所述轧制参数设计模块,还具体用于:
22、若不存在与所述超限轧制机架孔型相同的轧制机架,或者,所述目标分摊机架的初选轧制力与上限轧制力之间的差值小于超限轧制机架的分摊轧制力,则生成无法分摊的提示信息。
23、进一步的,所述装置还包括:
24、初始参数获取模块,用于获取矿物电缆的初始物理参数;
25、相应的,所述轧制参数设计模块,具体用于:
26、根据所述初始物理参数、所述目标物理参数、所述轧制机架的数量、所述轧辊数量以及所述孔型信息,输入至预先构建好的分配模型,得到所述分配模型输出的设计结果。
27、进一步的,所述初始物理参数包括矿物电缆的铜外套厚度、铜芯直径以及氧化镁粉末的颗粒密度。
28、第二方面,本技术实施例提供了一种矿物电缆生产参数的设计方法,所述方法包括:
29、获取矿物电缆的目标物理参数;
30、获取对所述矿物电缆进行轧制的轧制机组中轧制机架的数量;
31、获取所述轧制机组中各轧制机架的轧辊数量以及孔型信息;其中,所述孔型信息包括圆形过孔或者椭圆形过孔,所述圆形过孔的半径,以及,所述椭圆形过孔的长半轴和短半轴;
32、根据所述目标物理参数、所述轧制机架的数量、所述轧辊数量以及所述孔型信息,输入至预先构建好的分配模型,得到所述分配模型输出的设计结果;其中,所述设计结果包括所述轧制机组中各轧制机架的轧制参数。
33、进一步的,在根据所述目标物理参数、所述轧制机架的数量、所述轧辊数量以及所述孔型信息,输入至预先构建好的分配模型,得到所述分配模型输出的设计结果之前,所述方法还包括:
34、确定各轧制机架的上限轧制力;
35、相应的,根据所述目标物理参数、所述轧制机架的数量、所述轧辊数量以及所述孔型信息,输入至预先构建好的分配模型,得到所述分配模型输出的设计结果,包括:
36、根据所述目标物理参数、所述轧制机架的数量、所述轧辊数量以及所述孔型信息,输入至预先构建好的分配模型,得到所述分配模型输出的各轧制机架的初选轧制力;
37、若所述初选轧制力小于或者等于当前轧制机架的上限轧制力,则确定初选轧制力为当前轧制机架的最终轧制力;
38、若所述初选轧制力大于当前轧制机架的上限轧制力,则确定当前轧制机架为超限轧制机架,并根据所述初选轧制力和所述上限轧制力确定分摊轧制力;
39、将所述分摊轧制力按照各轧制机架的初选轧制力与上限轧制力进行分摊处理,得到各轧制机架的最终轧制力。
40、第三方面,本技术实施例提供了一种电子设备,该电子设备包括处理器、存储器及存储在所述存储器上并可在所述处理器上运行的程序或指令,所述程序或指令被所述处理器执行时实现如上述方法的步骤。
41、第四方面,本技术实施例提供了一种可读存储介质,所述可读存储介质上存储程序或指令,所述程序或指令被处理器执行时实现如上述方法的步骤。
42、第五方面,本技术实施例提供了一种芯片,所述芯片包括处理器和通信接口,所述通信接口和所述处理器耦合,所述处理器用于运行程序或指令,实现如上述方法的步骤。
43、在本技术实施例中,目标物理参数获取模块,用于获取矿物电缆的目标物理参数;机架数量获取模块,用于获取对所述矿物电缆进行轧制的轧制机组中轧制机架的数量;机架参数获取模块,用于获取所述轧制机组中各轧制机架的轧辊数量以及孔型信息;其中,所述孔型信息包括圆形过孔或者椭圆形过孔,所述圆形过孔的半径,以及,所述椭圆形过孔的长半轴和短半轴;轧制参数设计模块,用于根据所述目标物理参数、所述轧制机架的数量、所述轧辊数量以及所述孔型信息,输入至预先构建好的分配模型,得到所述分配模型输出的设计结果;其中,所述设计结果包括所述轧制机组中各轧制机架的轧制参数。本技术方案,通过使用分配模型确定各轧制机架的轧制参数,可以在矿物电缆生产过程中对生产设备精准控制,提高矿物电缆的生产效率以及产品良率。
本文地址:https://www.jishuxx.com/zhuanli/20241021/320527.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。