一种激光切割出口压力异常实时检测方法与流程
- 国知局
- 2024-11-06 15:05:15
本发明属于智慧焊割,特别涉及一种激光切割出口压力异常实时检测方法。
背景技术:
1、在工业激光切割过程中,为了保证产品质量和工作效率,需要稳定的保护气气流对切割作业进行保护。现有技术中已有针对保护气气流的控制装置,可以将激光切割设备的保护气出口压力控制至目标值。但是目前已有的保护气出口压力控制系统在入口压力发生波动时,出口压力同样会发生压力异常,这种异常波动较难检测,但对于出口压力控制逻辑的改进具有重要意义,因此需要设计一种出口压力异常的检测方法,检测出口压力的异常波动。
技术实现思路
1、发明目的:针对上述背景技术中存在的问题,本发明提供了一种激光切割出口压力异常实时检测方法,首先基于入口压力划分若干待校验段,接着遍历校验段中所有元素,基于入口压力和出口压力的变化关系判断出口压力异常。
2、技术方案:一种激光切割出口压力异常实时检测方法,包括以下步骤:
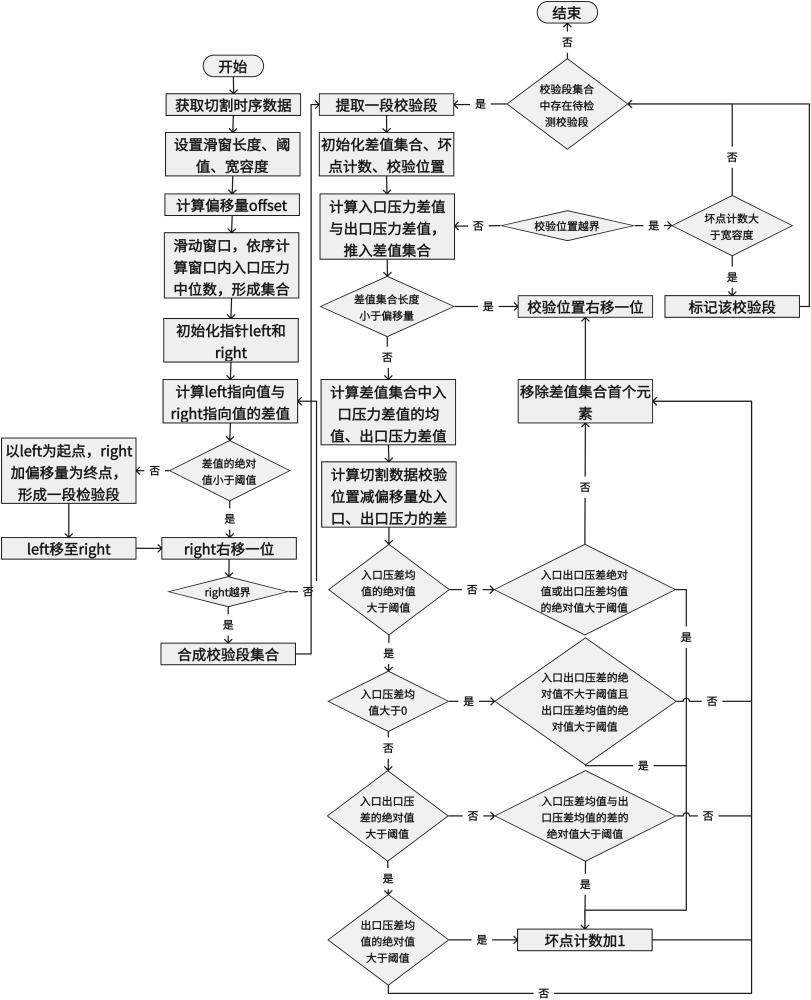
3、步骤s1、获取激光切割时序数据,并基于滑动计算生成校验段集合;所述激光切割时序数据包括保护气入口压力和出口压力;计算所有滑窗的入口压力中位数,并生成中位数集合,基于中位数集合进行判断并生成若干校验段,并存储至校验段集合中;
4、步骤s2、提取校验段并遍历所有时序点,进行出口压力异常检测,基于入口压力波动情况判断当前出口压力是否存在异常;遍历所有校验段并标记所有出口压力异常段。
5、进一步地,所述步骤s1中基于滑动计算生成校验段集合的具体方法包括:
6、步骤s1.1、实时采集激光切割时序数据集合,所述时序数据集合包括每个时序索引index对应的入口压力和出口压力;设置滑动窗并以窗长ws依次对时序数据集合滑动,计算每次滑动窗内入口压力的中位数,生成中位数组合,并预设偏移量offset;
7、步骤s1.2、设置指针left和right,其中left指向中位数集合中的首个元素,right指向中位数集合中第2个元素;计算left和right指向元素的差值,当所述差值的绝对值小于预设阈值th1时,代表入口压力波动不大,此时right右移一位,并重复计算所述差值,直至right指针超出入口压力中位数集合;
8、步骤s1.3、当所述差值的绝对值大于等于预设阈值th1时,代表入口压力中位数发生明显波动,此时以left为起点,right+offset为终点截取对应时序数据集合,生成一段校验段;生成完毕后,将left移动至right位置,right右移一位,重复步骤s1.2中差值的计算;最终获取若干段校验段,并存储至校验段集合中。
9、进一步地,所述步骤s2中出口压力异常实时检测方法具体包括:
10、步骤s2.1、提取一段校验段并依次校验,依次计算相邻index间入口压力差值和出口压力差值,并存储在差值集合内;当差值集合小于偏移量offset时,将校验位置右移一位并重新获取差值集合,否则执行步骤s2.2;
11、步骤s2.2、计算差值集合内所有入口压力差值的均值,记为入口压差均值;计算出口压力差值的均值,记为出口压差均值;计算当前校验位置前offset位置处的出口压力和入口压力的差值,记为跟随压差;
12、步骤s2.2.1、当入口压差均值的绝对值小于等于预设阈值th2时,代表入口压力相对稳定,此时判断出口压力;当跟随压差的绝对值大于预设阈值th3,或出口压差均值的绝对值大于预设阈值th4时,代表出口压力发生异常;
13、步骤s2.2.2、当入口压差均值的绝对值大于预设阈值th2时,进一步判断,如果入口压差均值大于0,则代表入口压力上升,此时计算跟随压差和出口压差均值并判断如下:当跟随压差的绝对值小于等于预设阈值th5且出口压差均值的绝对值大于预设阈值th6时,代表出口压力存在异常,坏点数加1;
14、步骤s2.2.3、当入口压差均值小于0时,代表入口压力减小,进一步判断跟随压差;当跟随压差的绝对值小于等于预设阈值th7时,代表出口压力跟随入口压力进行波动,此时如果入口压差均值和出口压差均值之差的绝对值大于预设阈值th8,则代表出口压力存在异常,坏点数加1;
15、步骤s2.2.4、当跟随压差的绝对值大于预设阈值th7时,进一步判断,如果出口压差均值大于预设阈值th9,则代表出口气流不稳,出口压力存在异常,坏点数加1。
16、进一步地,所述步骤s2中完成一轮校验后,移除差值集合中首个元素,同时检验位置右移一位,重复步骤s2.1-步骤s2.2中的压力异常检测,直至校验位置超出校验段长度;统计所有坏点数并与预设的宽容度比较,当坏点数大于宽容度时,将对应校验段标记为异常。
17、进一步地,针对校验段集合中所有校验段重复校验,获取所有异常校验段,并在时序数据集合中进行标示。
18、本发明采用的激光切割出口压力异常实时检测方法有益效果在于:
19、对于在出口压力控制系统对保护气出口压力进行控制的基础上,由于入口压力波动导致的出口压力异常问题给出了一种精准的压力异常实时检测方法。通过采集激光切割时序数据,并基于入口压力生成若干校验段。接着针对不同校验段,根据入口压力的不同变化趋势给出准确的出口压力异常判断方法。
技术特征:1.一种激光切割出口压力异常实时检测方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种激光切割出口压力异常实时检测方法,其特征在于,所述步骤s1中基于滑动计算生成校验段集合的具体方法包括:
3.根据权利要求1所述的一种激光切割出口压力异常实时检测方法,其特征在于,所述步骤s2中出口压力异常检测方法具体包括:
4.根据权利要求3所述的一种激光切割出口压力异常实时检测方法,其特征在于,所述步骤s2中完成一轮校验后,移除差值集合中首个元素,同时检验位置右移一位,重复步骤s2.1-步骤s2.2中的压力异常检测,直至校验位置超出校验段长度;统计所有坏点数并与预设的宽容度比较,当坏点数大于宽容度时,将对应校验段标记为异常。
5.根据权利要求4所述的一种激光切割出口压力异常实时检测方法,其特征在于,针对校验段集合中所有校验段重复校验,获取所有异常校验段,并在时序数据集合中进行标示。
技术总结本发明公开了一种激光切割出口压力异常实时检测方法,首先采用滑动计算的方式遍历保护气体气源入口压力数据,并根据气源入口压力波动情况初步筛选校验段集合;接着提取校验段并遍历所有时序点,进行激光切割设备出口压力异常检测,基于入口压力波动情况判断当前出口压力是否存在异常;遍历所有校验段并标记所有出口压力异常段;本发明设计的出口压力异常检测方法,基于入口压力可能存在的平稳、向上波动、向下波动等不同情况,对出口压力进行异常判断,最终获取异常校验段,判断结果精准。技术研发人员:李波,方达受保护的技术使用者:苏芯物联技术(南京)有限公司技术研发日:技术公布日:2024/11/4本文地址:https://www.jishuxx.com/zhuanli/20241106/325221.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表