一种基于CODESYS的多胶壳插壳控制系统的制作方法
- 国知局
- 2024-11-21 12:01:11
背景技术:
1、codesys是一款工业自动化领域的软件开发工具,其功能强大,包括用于可编程逻辑控制器(plc)编程的各种特性和工具,在工业自动化系统中被广泛应用,使得不同厂商的设备可以基于统一的编程环境进行开发和集成,提高了系统的灵活性和可扩展性。
2、多胶壳插壳机可实现将多个胶壳插入对应的位置,提高生产效率。
3、中国专利号cn202410229033.7公开了一种插壳机的智能控制方法与系统,通过在将端子运送到插壳机的打端机构的打端工位前,获取设置于端子传输导轨侧边的视觉检测系统检测到的打端前端子图片,识别打端前端子图片得到端子图,并提取端子图中端子的表面图像特征,判断端子存在缺陷时取走端子,不存在缺陷时判断端子类型,控制打端机构通过相应类型端子的打端模式将不存在预设缺陷的端子与包胶铜片端头压接,形成打端包胶铜片,从而降低人工成本,提升产品的良品率和质量稳定。该方法仅针对存在缺陷的端子,且一次仅完成一个插壳动作,适用性及效率都存在不足。
4、综上,现有技术缺少一个基于codesys的对多胶壳插壳进行控制的技术方案。
技术实现思路
1、本技术的目的在于提供一种基于codesys的多胶壳插壳控制系统,以解决上述背景技术中提出的技术问题。
2、为实现上述目的,本技术公开了以下技术方案:
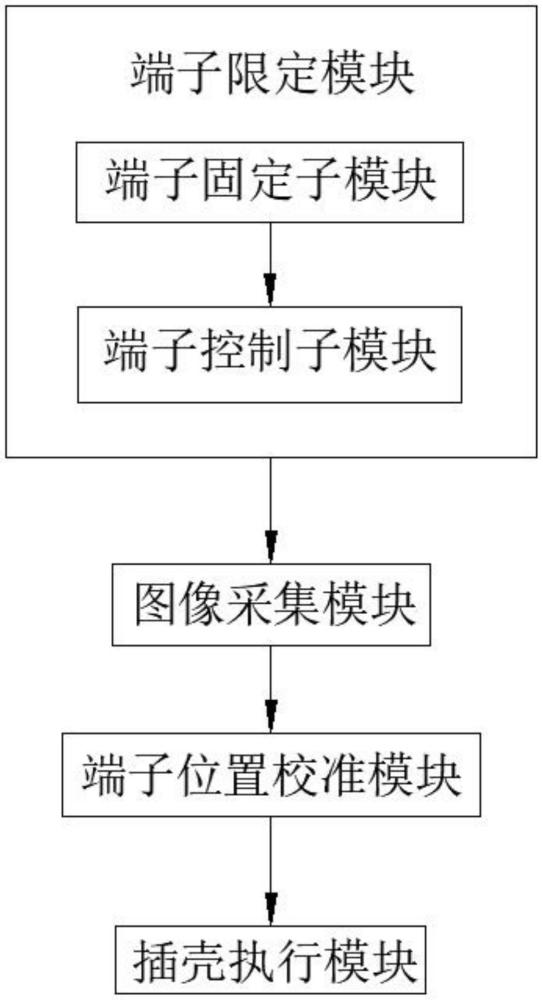
3、一种基于codesys的多胶壳插壳控制系统,该系统用于对多个端子进行同步插壳,该系统包括:
4、端子限定模块,所述端子限定模块包括端子固定子模块和端子控制子模块;所述端子限定子模块配置为:将多个端子固定在所述端子限定模块上,并进行输送;所述端子控制子模块配置为对端子位置进行调整,并生成插壳信号;
5、图像采集模块,所述图像采集模块配置为:对进入插壳工位的多个端子进行位置图像采集,并生成端子位置图像;对进行插壳后的端子进行插壳检测;
6、端子位置校准模块,所述端子位置位置校准模块配置为:利用所述端子位置图像对端子位置进行校准,并生成端子位置控制信号;
7、插壳执行模块,所述插壳执行模块配置为执行所述插壳控制信号。
8、作为优选,所述的将多个端子固定在所述端子限定模块上,并进行输送,具体包括:
9、所述端子限定模块设置有多个端子限定孔,所述端子被固定在所述端子限定孔中;
10、所述端子限位孔设置有固定夹,所述固定夹包括多个伸缩单元,所述伸缩单元用于固定并控制端子位置,所述固定夹设置有设备编号(a,b),其中a为端子限位孔编号,b为伸缩单元在编号为a的端子限位孔中的编号;
11、多个端子被固定在所述端子限位孔后,所述端子限定模块运动,并将多个端子输送至所述插壳工位;
12、所述端子限定模块设置有至少一个图像定位参考点,所述图像定位参考点用于进行端子位置校准。
13、作为优选,所述的对进入插壳工位的多个端子进行图像采集,具体包括:
14、基于所述图像定位参考点进行图像采集,得到第一端子位置图像,并将所述第一端子位置图像传输至所述端子位置校准模块。
15、作为优选,所述的利用所述端子位置图像对端子位置进行校准,并生成端子位置控制信号,具体包括:
16、所述端子位置校准模块接收所述第一端子位置图像,并进行粗调校准,所述粗调校准包括以下步骤:
17、a1:基于所述图像定位参考点预设端子范围矩形,所述端子范围矩形用于将端子限定在插壳范围内;
18、a2:对所述第一端子位置图像中端子位置超出所述端子范围矩形的端子进行捕捉并定位;
19、a3:基于所述定位的结果生成端子位置粗调控制信号,并传输至所述端子位置控制子模块。
20、作为优选,所述的对端子位置进行调整,具体包括:
21、所述端子控制子模块接收所述端子位置粗调控制信号,并对端子位置进行粗调,所述粗调包括以下步骤:
22、b1:解析所述端子位置粗调控制信号,获取所述定位的结果;
23、b2:基于所述定位的结果获取进行控制的所述固定夹的设备编号,并对该固定夹的伸缩单元进行控制;
24、b3:重复执行步骤a1-a3和步骤b1-b3,直至端子全部被限制在所述端子范围矩形中后生成细调控制信号,并将所述细调控制信号传输至所述图像采集模块。
25、作为优选,所述的生成端子位置图像,具体包括:
26、所述图像采集模块接收所述细调控制信号,基于所述粗调的结果,并利用所述图像定位参考点进行图像采集,得到端子位置图像,并将所述端子位置图像传输至所述端子位置校准模块。
27、作为优选,所述的利用所述端子位置图像对端子位置进行校准,还包括:
28、所述端子位置校准模块接收所述端子位置图像,并进行细调校准,所述细调校准包括以下步骤:
29、c1:基于所述图像定位参考点预设插壳位置坐标;
30、c2:基于所述图像定位参考点并利用所述端子位置图像,利用相对位置误差公式计算各个端子位置的相对位置误差,所述相对位置误差公式具体为:
31、
32、其中,xr为所述图像定位参考点的横坐标,xs_i为编号为i的插壳位置的横坐标,xt_i为编号为i的端子位置的横坐标,δx_i为编号为i的端子位置的横坐标的相对位置误差,yr为所述图像定位参考点的纵坐标,ys_i为编号为i的插壳位置的纵坐标,yt_i为编号为i的端子位置的纵坐标,δy_i为编号为i的端子位置的纵坐标的相对位置误差;
33、c3:将δx_i和δy_i定义为端子位置细调控制信号并传输至所述端子控制子模块。
34、作为优选,所述的对端子位置进行调整,还包括:
35、所述端子控制子模块接收所述端子位置细调控制信号,并对端子位置进行细调,所述细调包括以下步骤:
36、d1:解析所述端子位置细调控制信号,得到端子位置编号i;
37、d2:基于i=a,获取进行控制的所述固定夹的设备编号,并对该固定夹的伸缩单元进行控制;
38、d3:预设相对位置误差阈值δx0和δy0,重复执行步骤c1-c3和步骤d1-d3,直至δx0≥δx_i和δy0≥δy_i均成立,并生成插壳信号传输至所述插壳执行模块。
39、作为优选,所述的执行所述插壳控制信号,具体包括:
40、e1:所述插壳执行模块接收所述插壳信号,执行插壳;
41、e2:预设插壳检测模型,所述图像采集模块采集进行插壳后的各个端子的插壳图像;
42、e3:利用所述插壳检测模型对所述插壳图像进行检测,检测通过则由所述端子限定模块输送至下一工序,检测不通过则控制所述固定夹的伸缩单元对该进行插壳后的端子进行丢弃。
43、作为优选,如上任一项所述的基于codesys的多胶壳插壳控制系统,所述的基于codesys的多胶壳插壳控制系统配置为基于codesys工控软件进行搭建。
44、有益效果:本技术的基于codesys的多胶壳插壳控制系统,通过端子固定子模块实现了端子在限定模块的固定,通过端子控制子模块实现了端子位置的控制,通过图像采集模块实现了对端子位置的实时采集,为进行端子位置控制提供了数据基础,通过端子位置校准模块实现了对端子位置的计算,为进行端子位置控制提供了数据参考,通过插壳执行模块实现了对多个端子的同步插壳,并实现了插壳结果的质检。
本文地址:https://www.jishuxx.com/zhuanli/20241120/333877.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。