一种自学习的烘丝物料温度控制方法与流程
- 国知局
- 2024-11-21 12:07:36
本发明涉及卷烟制丝,更具体地,尤其涉及一种自学习的烘丝物料温度控制方法。
背景技术:
1、卷烟制丝烘丝机普遍采用的工作原理是:使一定流量的蒸汽通过筒体薄板内壁,蒸汽在蒸汽道中凝结使热量有效的传导给薄板至烟丝上,同时,风机将环境空气送入蒸汽加热的热交换器产生的热风,流过滚筒期间,通过对流方式将热量传递给烟丝并带走水分,使烟丝达到均匀干燥、均匀加热和填充力均匀的增加,以及恒定的出口水分和水分。同时,筒体内部设置排潮系统,抽取部分含水、含热废气进行排放,以恒定物料的水分,同时间接地影响物料含水率。
2、由于烘丝过程具有较强的非线形、不确定性和大滞后性,再加上烟叶本身的特殊性质,因而使得烘丝过程的物料温度控制变得十分复杂。从本质上讲,制丝烘丝机物料水分和温度均控制属于非线性时变的大滞后系统,如图1所示,目前主流设备厂家采用串级pid控制方法对烘丝机出口水分进行控制,而物料温度采用开环的方法进行人工干预调节,属于非重要质量反馈控制。但是,随着烟草生产对质量要求日益提高,烘丝物料温度的精细化控制也逐步开始纳入生产质量考核范围。
3、因此,虽然采用传统串级pid控制模型可部分性地解决了出口物料温度控制滞后、波动大不稳定等问题,但传统pid控制模型过分依靠人工寻优参数或系统参数整定的方式,容易陷入局部最优解的困局,导致难以维持传统pid的实际效果。
技术实现思路
1、本发明的一个目的是提供一种自学习的烘丝物料温度控制方法,以解决前述的过分依靠人工寻优参数或系统参数整定的方式,容易陷入局部最优解的困局的问题,本方法控制方法能在辨识出实际被控对象模型的基础上,减少超调量与稳态误差、缩短调节时间,由此提高制丝烘丝机物料温度控制模型的稳定性、收敛性和鲁棒性。
2、根据本发明的第一方面,提供了一种自学习的烘丝物料温度控制方法,包括:
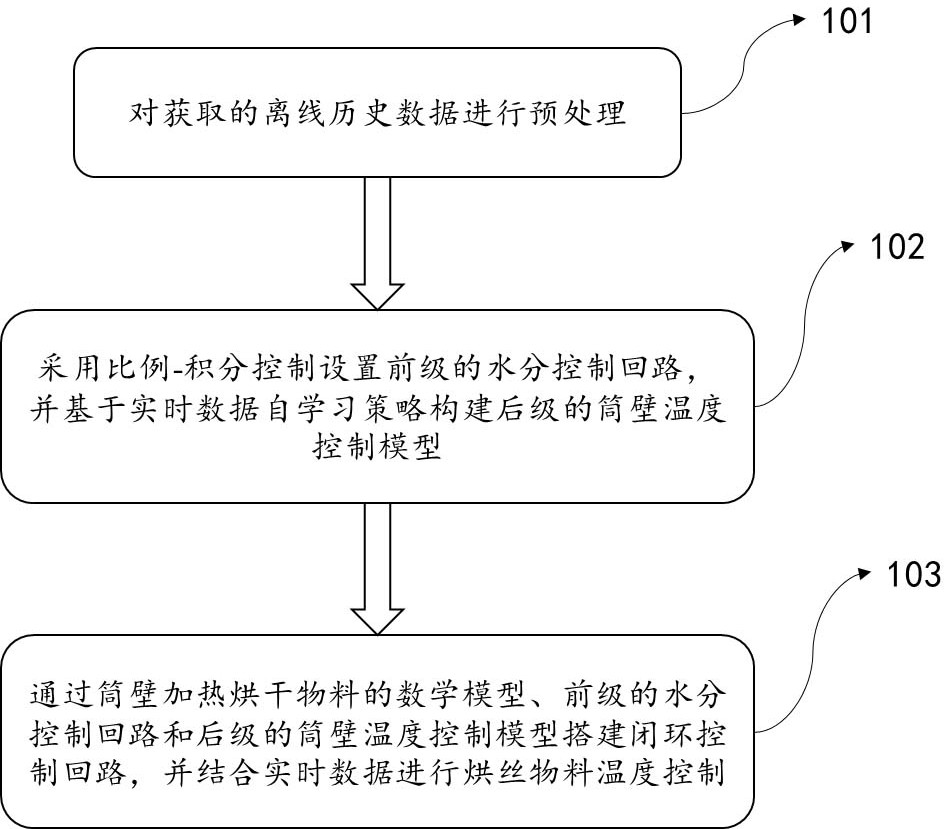
3、步骤101,对获取的离线历史数据进行预处理,所述离线历史数据包括时间序列、薄膜阀开度数据、出口物料水分数据,并基于处理后的数据拟合获得筒壁加热烘干物料的数学模型;
4、步骤102,采用比例-积分控制设置前级的水分控制回路,并基于实时数据自学习策略构建后级的筒壁温度控制模型;
5、步骤103,通过筒壁加热烘干物料的数学模型、前级的水分控制回路和后级的筒壁温度控制模型搭建闭环控制回路,并结合实时数据进行烘丝物料温度控制。
6、可选地,在所述步骤101中,对离线历史数据进行预处理包括:采用固定时间窗口长度的算术平均滤波方法对离线历史数据进行去噪。
7、可选地,对离线历史数据进行去噪的公式如下:
8、 (式1);
9、 (式2);
10、其中,为筒壁温度调节薄膜阀开度值的算术平均滤波值,为固定时间窗口的时间长度,为获取离线历史数据的数据采集时间周期长度;为固定时间窗口内的第i个筒壁温度调节薄膜阀开度实际值;为出口物料水分数据的算术平均滤波值,为固定时间窗口内的第i个出口物料水分实际值。
11、可选地,基于对离线历史数据预处理后的数据,采用系统辨识技术将传递函数拟合成一个二阶惯性滞后的模型,其中,将作为执行机构输出值,作为对象采集值进行被控对象的传递函数的拟合数据,被控对象拟合成二阶滞后的模型的传递函数表达形式为:
12、 (式3);
13、其中,为传递函数,s为拉普拉斯算子,k为静态放大系数、t1、t2为二阶惯性环节系数,常数τ为滞后时间,通过和的离线数据拟合出式3中传递函数的参数k、t1、t2与τ。
14、可选地,在所述步骤102中,前级的水分控制回路采用比例-积分控制,其控制公式为:
15、 (式4);
16、其中,kp、ki为比例、积分参数;sp1(k)为出口物料水分设定值;pv1(k)为出口物料水分实际值;u1(k)为前级水分控制的输出值;e1(k)为前级水分控制的设定值sp1(k)与过程值pv1(k)的偏差值。
17、可选地,所述步骤102中的基于实时数据自学习策略构建后级的筒壁温度控制模型,具体包括:
18、步骤s102-1,将式3的传递函数做拉普拉斯逆变换,转换到时域微分方程,通过拟合得到的状态方程为:
19、 (式5);
20、式5中,为下一时刻的系统状态,为当前时刻的系统状态,为控制输入,为干扰输入,为系统输出,h为以状态输入以传递函数g(s)的方式映射到输出;
21、步骤s102-2,在每个获取离线历史数据的数据采集时间周期内,根据当前系统状态和实时数据自学习控制器参数,生成控制输入,其中控制输入即为实时数据自学习控制器的输出,其表达形式为:
22、 (式6);
23、是实时数据自学习控制器的输出值,为当前k时刻控制输入的调节参数,是初始控制输出值,是实时数据自学习策略调整的控制增量,括号内k与k-1代表不同的时刻;
24、然后将控制输出值作用于式3代表系统传递函数的被控对象,获得实际输出值z(k),最终计算得到实际输出z(k)与预测输出zref(k)之间的偏差,其误差的计算公式为:
25、 (式7);
26、根据偏差值,自动不断更新实时数据自学习控制器的参数,自动优化更新公式为:
27、 (式8);
28、式8中,为当前k时刻控制输入调节参数,为k-1时刻的控制输入调节参数,为当前k时刻中基于实时数据自学习策略的学习率,为当前k时刻中的期望输出与实际输出间的偏差,即,是基于实时数据自学习策略调整的控制增量;为当前k时刻的控制增量调节参数;为k-1时刻的控制增量调节参数。
29、可选地,所述步骤102中的基于实时数据自学习策略构建后级的筒壁温度控制模型,还包括:
30、步骤s102-3,构建指数形式的自适应学习率策略,学习率更新公式如下所示:
31、 (式9);
32、式9中,为当前k时刻中基于实时数据自学习策略的学习率,为k-1时刻中的基于实时数据自学习策略的学习率,为当前k时刻中的期望输出与实际输出间的偏差,为自适应控制学习率调节参数,设计为固定值,作为整个算法的超级参数。
33、根据本公开的自学习的烘丝物料温度控制方法,具有以下技术效果:
34、本发明采用固定时间窗口长度的算术平均滤波方法对离线历史数据进行去噪,可减少数据中的噪声以及不必要的波动并拟合得出相应的数学模型,以便后续控制系统的控制。本发明将对于烘丝机物料水分控制的被控对象模型拟合成二阶滞后的模型,在稳态下更符合被控对象复杂的机理,并降低了模型复杂程度和自优化计算量,在保证一定控制精准度的同时减少寻找最优解的硬件计算资源和时间开销。
35、本发明采用比例-积分控制设置前级的水分控制回路,并基于实时数据自学习策略构建后级的筒壁温度控制模型,相较于烘丝机传统两级串级pid控制,更能够处理模糊、复杂和不确定的大滞后系统,具有更好的控制稳定性和精准性。同时,具备良好的动态性能,在系统快速变化时,能够更好地将及时响应和非突变控制进行平衡,具有较好的响应特性、鲁棒性和自适应性。
36、本发明利用数据迭代技术方法,将控制模型与迭代计算相结合,实现非固定模型控制的烘丝机出口物料水分控制,实现反馈通道上固定补偿与自寻优补偿,更贴合实际的控制现实场景,同时具备非固定模型自寻优、固定模型快速温度的双重控制特性。
37、本发明的迭代自优化算法,由于采用了公式9指数形式的自适应学习率策略,可综合评估动态性能和稳态精度,在特性上基本消除了超调量,特别适合烟草制丝烘丝机工艺中尽可能减少不合格“料头”的质量需求,提高烟草工艺质量同时也增加了本发明的经济利益价值。
38、本发明的参数自寻优方法,采用了公式8多等式连列的形式,实现了算法以较快的速率逼近最优解的功能。随着控制过程进入稳定优化阶段精确搜索最优解附近区域,由于自优化学习率的变化受系统误差的影响,本发明的误差在自寻优初期就以较快速度减少然后逐步趋于稳定变化,表明了该策略能够以较快的速度减少系统误差,加快了调节速度,减少了在实际工程中由于外界干扰输入时需要修改控制输入使系统重新达到稳定的时间。
39、通过以下参照附图对本发明的示例性实施例的详细描述,本发明的其它特征及其优点将会变得清楚。
本文地址:https://www.jishuxx.com/zhuanli/20241120/334473.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表