一种支撑轴的扁处轴孔加工定位装置的制作方法
- 国知局
- 2024-11-21 12:14:01
本发明涉及机械加工,特别是涉及一种支撑轴的扁处轴孔加工定位装置。
背景技术:
1、参见图1a至图1d所示,支撑轴1是机械产品中一种常见的起连接作用的轴类零件,其工件对称中心为工件轴心107,支撑轴1的前端设置有轴扁部100,轴扁部100的前侧面为工件前端面106,轴扁部100的上下两侧设有上下对称的两个扁端面101,支撑轴1的后端设有螺纹杆103,轴扁部100和螺纹杆103相互连接,位于同一纵向轴线上,轴扁部100的左右两侧具有圆弧形的轴外圆端面105,轴扁部100的后端面为轴肩定位端面104,距轴肩定位端面104的直线距离l(例如,实际尺寸10mm)的位置设有垂直贯穿轴扁部100的轴孔102(即轴孔102的中心点与轴肩定位端面104的距离为l);
2、一并参见图2a至图2d所示,为了在支撑轴毛坯件1-0加工轴孔102,以获得成品的支撑轴1(支撑轴毛坯件1-0与成品的支撑轴1,区别只是在于没有轴孔102,其他相同),需要以轴肩定位端面104、轴外圆端面105及轴扁部100一侧的扁端面101定位,然后进行轴孔的加工操作,这时候,工件定位面的相对面,需要设置压紧结构。
3、但是,由于工件前端面106到轴肩104之间的距离a较小(长度仅18mm),工件上方的空间有限,只能容纳一个钻套(钻套,用于确定工件上被加工孔的位置,引导刀具进行加工,并提高刀具在加工过程中的刚性和防止加工中的振动),现有的技术还无法设置压紧结构,如果从轴外圆端面105方向压紧,由于工件有上翘的趋势,在加工轴孔时,会使工件翻转、翘起,从而导致加工失败,形成废品,带来严重的经济损失,加工难度很大。
技术实现思路
1、本发明的目的是针对现有技术存在的技术缺陷,提供一种支撑轴的扁处轴孔加工定位装置。
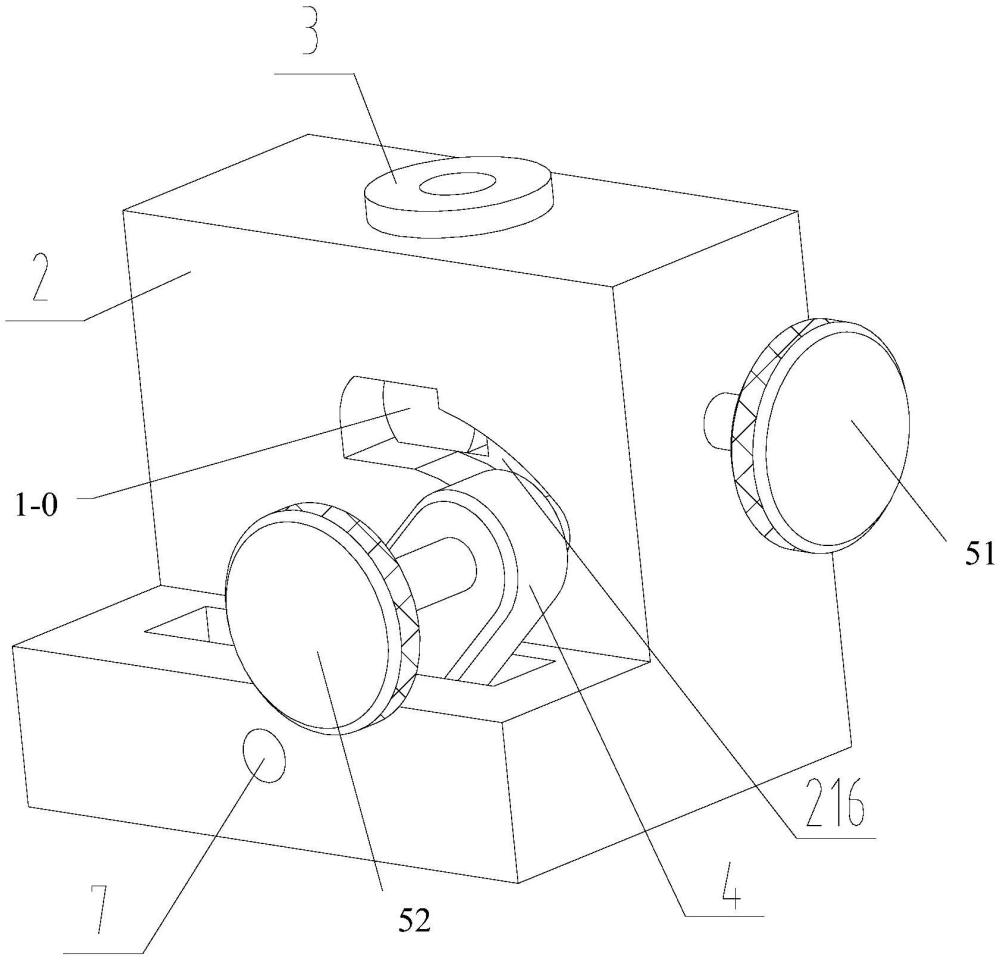
2、为此,本发明提供了一种支撑轴的扁处轴孔加工定位装置,包括夹具体、钻套、活动压板、第一滚花螺钉和第二滚花螺钉;
3、夹具体的内侧,纵向贯穿设置有待加工的支撑轴毛坯件-;
4、夹具体的上部,垂向插入有中空的钻套;
5、钻套,位于支撑轴毛坯件-的轴扁部正上方;
6、夹具体右侧,与横向分布的第一滚花螺钉相螺纹连接;
7、第一滚花螺钉,用于向左顶紧支撑轴毛坯件-的轴扁部右侧的轴外圆端面;
8、夹具体的下部前端,与活动压板的下端相铰接;
9、活动压板的上端,螺纹连接纵向分布的第二滚花螺钉;
10、第二滚花螺钉,用于旋转移动所述活动压板,以及向后压紧支撑轴毛坯件-的轴扁部前侧的工件前端面。
11、由以上本发明提供的技术方案可见,与现有技术相比较,本发明提供了一种支撑轴的扁处轴孔加工定位装置,其结构设计科学,能够方便、可靠地对待加工的支撑轴毛坯件进行定位,保证压紧的效果,从而有利于进一步对待加工工件(即支撑轴毛坯件)轴扁部上的轴孔进行加工操作,满足支撑轴的轴孔加工定位需求,保证加工的质量,具有重大的实践意义。
12、对于本发明,其通过位于侧面的第一滚花螺钉压紧待加工的支撑轴毛坯件,并且压紧位置在支撑轴毛坯件轴心偏上的位置,并且通过采用与工件定位孔上的轴外圆定位面相配合的定位压紧结构,能够有效促使待加工工件与定位面相密贴,并能有效阻止工件的上翘趋势。
13、对于本发明,其采用的旋转式的活动压板压紧结构,有利于快速拆装工件。
14、通过应用本发明,可以使得在轴类工件(具体是支撑轴)扁处轴孔加工定位的问题得到了解决,本发明操作方便快捷,有利于提升加工精度,提高加工工作效率。
技术特征:1.一种支撑轴的扁处轴孔加工定位装置,其特征在于,包括夹具体(2)、钻套(3)、活动压板(4)、第一滚花螺钉(51)和第二滚花螺钉(52);
2.如权利要求1所述的支撑轴的扁处轴孔加工定位装置,其特征在于,夹具体(2)的中部偏上的位置设有前后贯穿的工件定位孔(201);
3.如权利要求2所述的支撑轴的扁处轴孔加工定位装置,其特征在于,工件定位孔(201)的左上角,设有轴外圆定位面(202);
4.如权利要求3所述的支撑轴的扁处轴孔加工定位装置,其特征在于,轴外圆定位面(202)与待加工的支撑轴毛坯件(1-0)上的轴外圆端面(105)上端的形状大小相对应匹配。
5.如权利要求2所述的支撑轴的扁处轴孔加工定位装置,其特征在于,夹具体(2)上部中心位置,设置有从上往下垂直贯穿至工件定位孔(201)的钻套孔(205);
6.如权利要求2所述的支撑轴的扁处轴孔加工定位装置,其特征在于,夹具体(2)的后端面,在与工件定位孔(201)正对应的位置,设有定位板安装槽(208);
7.如权利要求6所述的支撑轴的扁处轴孔加工定位装置,其特征在于,工件定位孔(201)的中心位置具有夹具体中心(207);
8.如权利要求2所述的支撑轴的扁处轴孔加工定位装置,其特征在于,夹具体(2)的右端中部,设有从右往左横向贯穿至工件定位孔(201)的侧面滚花螺钉安装孔(211);
9.如权利要求2所述的支撑轴的扁处轴孔加工定位装置,其特征在于,夹具体(2)的前端面,设置有压板旋转弧形槽(215);
10.如权利要求2所述的支撑轴的扁处轴孔加工定位装置,其特征在于,压板旋转弧形槽(215)的槽宽,比第二滚花螺钉(52)后端的压紧柱(503)的直径更大;
技术总结本发明公开了一种支撑轴的扁处轴孔加工定位装置,包括夹具体、钻套、活动压板、第一滚花螺钉和第二滚花螺钉;夹具体的内侧纵向贯穿设置待加工的支撑轴毛坯件;夹具体的上部,垂向插入有中空的钻套;钻套位于支撑轴毛坯件的轴扁部正上方;夹具体右侧与第一滚花螺钉相螺纹连接;第一滚花螺钉,用于向左顶紧支撑轴毛坯件的轴扁部右侧的轴外圆端面;夹具体的下部前端,与活动压板的下端相铰接;活动压板的上端螺纹连接纵向分布的第二滚花螺钉;第二滚花螺钉,用于向后压紧支撑轴毛坯件的轴扁部前侧的工件前端面。本发明能够方便、可靠地对待加工的支撑轴毛坯件进行定位,保证压紧的效果,有利于满足支撑轴的轴孔加工定位需求,保证加工的质量。技术研发人员:何彦荣,薛丽丹,郭艳荷,张华剑,马爱民受保护的技术使用者:天津铁路信号有限责任公司技术研发日:技术公布日:2024/11/18本文地址:https://www.jishuxx.com/zhuanli/20241120/334956.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。