一种适用在外圆齿面类工件加工的外圆夹具的制作方法
- 国知局
- 2024-11-21 12:12:32
本申请涉及机床上外圆齿面类工件加工的,尤其是涉及一种适用在外圆齿面类工件加工的外圆夹具。
背景技术:
1、目前,专利文献申请公布号cn103659332a,涉及高效车外圆夹具,包括定位盘,定位盘上带有夹持段,夹持段的端面带有定位销,压板通过定位销定位并由螺钉固连于夹持段的端面上;定位盘沿轴线方向开有矩形通孔,矩形通孔的底部带有u形槽,定位盘的外圆至通孔开有通槽。
2、现有的车床夹具对圆柱形的加工件进行夹持,对于外圆齿面类工件等高精度要求的加工件,则需要夹持的位置非常精确,并且加工过程中受力偏移的情况不对工件加工产生影响,而实际过程中,由于夹爪对工件的夹持容易发生位置偏移,从而加工精度下降。
技术实现思路
1、鉴于以上所述现有技术的缺点(问题),为了提高工件的加工精确,本申请提供一种适用在外圆齿面类工件加工的外圆夹具。
2、为实现上述目的及其他相关目的,本申请采用如下的技术方案:
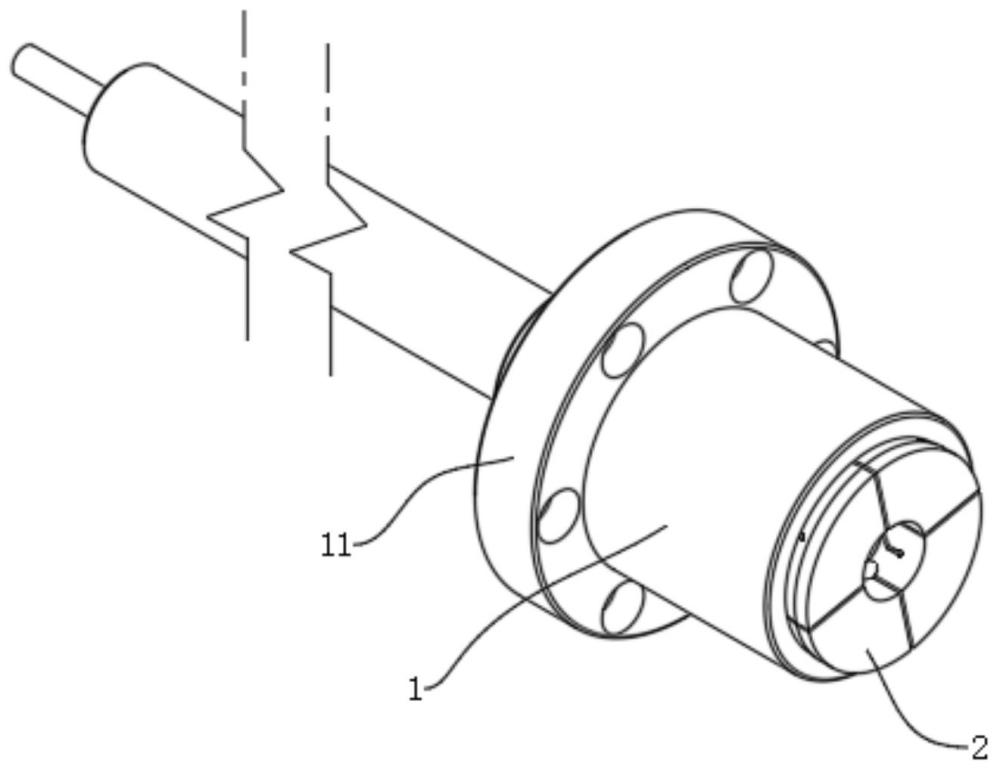
3、一种适用在外圆齿面类工件加工的外圆夹具,包括夹头套、夹头主体、以及驱动组件,所述夹头套套装在夹套主体上,夹头套的凸环用于固定连接以保持不动,夹头套的内侧面为向外端扩口的锥形面,所述夹头主体的外周面与所述锥形面适配吻合,驱动组件连接在夹头主体的后端用于牵引夹头主体和夹头套发生滑移,所述夹头主体具有中空腔、大端面和小端面,夹头主体的周向上分布有一类异形切缝和二类异形切缝,所述一类异形切缝在大端面上起始并在靠近小端面处终止,所述二类异形切缝在小端面上起始并在靠近大端面处终止,一类异形切缝和二类异形切缝间隔分布并等分圆周。
4、优选的,所述一类异形切缝包括依次相连的直线部、大圆部、折线部、小圆部,所述二类异形切缝包括依次相连的直线部、折线部和小圆部。
5、优选的,所述大圆部内填充有弹性体。
6、优选的,所述驱动组件包括定位座、拉管连接头、盖板、拉管连接套、以及拉管主体,所述拉管连接头的一端设置卡臂,所述卡臂卡接固定在夹头主体内,定位座固定在夹头套内并处于夹头主体的后端,定位座上设置有定位槽,拉管连接头限位在定位槽内活动,盖板固定在定位座的端部并封闭所述定位槽的开口,拉管连接套固定在拉管连接头的尾部,拉管主体固定在拉管连接套的端部。
7、优选的,所述盖板的端面固定连接有定位螺纹杆,定位螺纹杆中空并连接有吹气管,所述吹气管贯穿在拉管连接头、拉管主体内。
8、优选的,所述拉管主体内侧设置内螺纹结构。
9、优选的,所述吹气管用于喷射空气和冷却液的混合体。
10、优选的,所述拉管连接的卡臂数量和二类异形切缝的数量相等,每个卡臂卡接在两个二类异形切缝之间。
11、综上所述,本申请包括以下至少一种有益技术效果:
12、1、在驱动组件的作用下使得夹头主体和夹头套发生滑移,夹头套和夹头主体受锥形面的导向,周向受力非常均匀,能够实现夹头主体口径变小,能够夹持住圆形的加工件,由于有一类异形切缝和二类异形切缝的左右,使得对加工件的夹持非常稳定可靠,加工件的周向受力均匀,能够避免夹持位置偏差,能够自动定心;
13、2、通过直线部、大圆部、折线部、小圆部能够改变应力传导,实现夹头主体收缩均匀;
14、3、利用弹性体来避免切缝黏连无法复位,能够有效保持切缝的间距;
15、4、驱动组件能够牵引夹头主体,同时还能够提供伸缩活动的行程限位,组装方便,还提供喷射混合体,在加工过程中从内部进行喷射降温,对加工件表面进行冲淋,带走碎屑,同时也避免了碎屑堵塞夹头主体的切缝,使得整体使用寿命大大提高,降低检修的频率。
技术特征:1.一种适用在外圆齿面类工件加工的外圆夹具,包括夹头套(1)、夹头主体(2)、以及驱动组件,所述夹头套(1)套装在夹套主体上,夹头套(1)的凸环(11)用于固定连接以保持不动,夹头套(1)的内侧面为向外端扩口的锥形面(21),其特征在于,所述夹头主体(2)的外周面与所述锥形面(21)适配吻合,驱动组件连接在夹头主体(2)的后端用于牵引夹头主体(2)和夹头套(1)发生滑移,所述夹头主体(2)具有中空腔(22)、大端面(23)和小端面(24),夹头主体(2)的周向上分布有一类异形切缝(25)和二类异形切缝(26),所述一类异形切缝(25)在大端面(23)上起始并在靠近小端面(24)处终止,所述二类异形切缝(26)在小端面(24)上起始并在靠近大端面(23)处终止,一类异形切缝(25)和二类异形切缝(26)间隔分布并等分圆周。
2.根据权利要求1所述的一种适用在外圆齿面类工件加工的外圆夹具,其特征在于,所述一类异形切缝(25)包括依次相连的直线部(251)、大圆部(252)、折线部(253)、小圆部(254),所述二类异形切缝(26)包括依次相连的直线部(251)、折线部(253)和小圆部(254)。
3.根据权利要求2所述的一种适用在外圆齿面类工件加工的外圆夹具,其特征在于,所述大圆部(252)内填充有弹性体(3)。
4.根据权利要求1所述的一种适用在外圆齿面类工件加工的外圆夹具,其特征在于,所述驱动组件包括定位座(4)、拉管连接头(5)、盖板(6)、拉管连接套(7)、以及拉管主体(8),所述拉管连接头(5)的一端设置卡臂(51),所述卡臂(51)卡接固定在夹头主体(2)内,定位座(4)固定在夹头套(1)内并处于夹头主体(2)的后端,定位座(4)上设置有定位槽(41),拉管连接头(5)限位在定位槽(41)内活动,盖板(6)固定在定位座(4)的端部并封闭所述定位槽(41)的开口,拉管连接套(7)固定在拉管连接头(5)的尾部,拉管主体(8)固定在拉管连接套(7)的端部。
5.根据权利要求4所述的一种适用在外圆齿面类工件加工的外圆夹具,其特征在于,所述盖板(6)的端面固定连接有定位螺纹杆(9),定位螺纹杆(9)中空并连接有吹气管(10),所述吹气管(10)贯穿在拉管连接头(5)、拉管主体(8)内。
6.根据权利要求4所述的一种适用在外圆齿面类工件加工的外圆夹具,其特征在于,所述拉管主体(8)内侧设置内螺纹结构。
7.根据权利要求5所述的一种适用在外圆齿面类工件加工的外圆夹具,其特征在于,所述吹气管(10)用于喷射空气和冷却液的混合体。
8.根据权利要求4所述的一种适用在外圆齿面类工件加工的外圆夹具,其特征在于,所述拉管连接的卡臂(51)数量和二类异形切缝(26)的数量相等,每个卡臂(51)卡接在两个二类异形切缝(26)之间。
技术总结本申请公开一种适用在外圆齿面类工件加工的外圆夹具,属于车齿轮加工技术领域。为了解决对于圆形多齿面工件的均匀夹持受力的技术问题;其技术方案要点是包括夹头套、夹头主体、以及驱动组件,夹头套套装在夹套主体上,夹头套的内侧面为向外端扩口的锥形面,夹头主体的外周面与锥形面适配吻合,驱动组件连接在夹头主体的后端用于牵引夹头主体和夹头套发生滑移,夹头主体具有中空腔、大端面和小端面,夹头主体的周向上分布有一类异形切缝和二类异形切缝,一类异形切缝在大端面上起始并在靠近小端面处终止,二类异形切缝在小端面上起始并在靠近大端面处终止,一类异形切缝和二类异形切缝间隔分布并等分圆周,具有:夹持可靠,边缘高精度加工的效果。技术研发人员:张周春受保护的技术使用者:台州周壹自动化有限公司技术研发日:技术公布日:2024/11/18本文地址:https://www.jishuxx.com/zhuanli/20241120/334869.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表