一种过渡式的微压富氧舱及其生产工艺和使用方法与流程
- 国知局
- 2024-11-25 15:04:18
本发明涉及微压富氧舱,特别涉及一种过渡式的微压富氧舱及其生产工艺和使用方法。
背景技术:
1、微压富氧舱作为一种保健设备,其工作压力小于等于0.08mpa,属常压容器,无安全隐患还兼具一定的视听娱乐功能,近年来在民用领域受到广泛关注。目前的微压富氧舱体积整体较小,难易满足多人同时进入的需求,大体积的氧舱又面临入户困难等问题。
2、此外,考虑到舱门快速打开以及健康风险,使用人员在进出氧舱时,需要将舱内的压力卸压到和外界相匹配。在舱内紧急情况发生时或者有急事需要出舱时,现有技术的微压富氧舱也难以满足使用人员快速进出的需要,目前市面上也鲜有适用于民用的且满足高原地区工作要求的微压富氧舱。
技术实现思路
1、鉴于以上所述现有技术的缺点,本发明的目的在于提供一种过渡式的微压富氧舱及其生产工艺和使用方法,用于解决现有技术中微压富氧舱存在的问题。
2、本发明首先提供了一种过渡式的微压富氧舱,所述过渡式微压富氧舱包括:
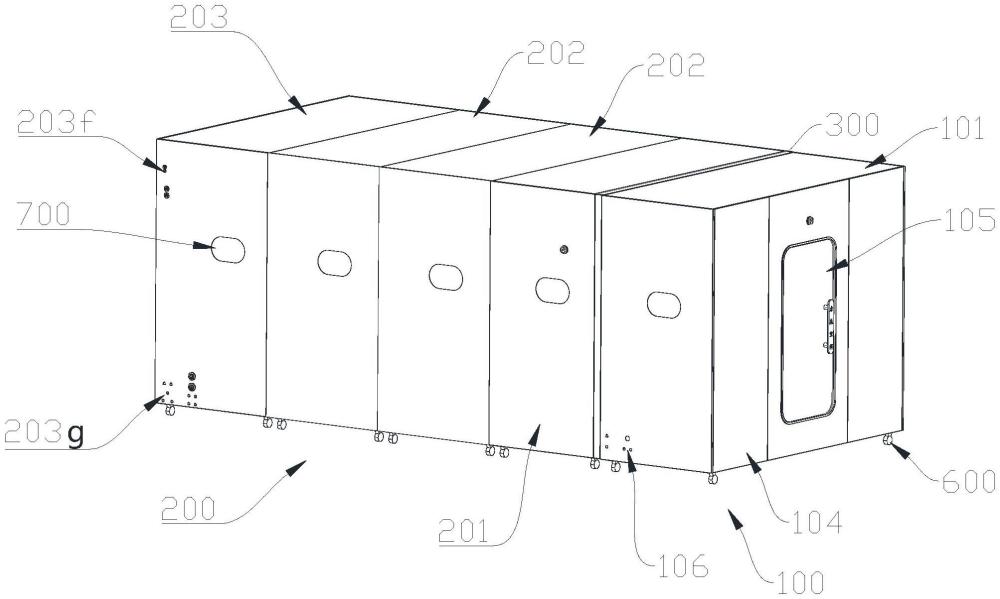
3、舱体,所述舱体包括多段壳体、隔板、加强件以及一连接件,所述壳体和所述隔板的内壁上焊接有加强件,所述壳体以及所述连接件均包括有框体以及位于所述框体的两端面的焊接边,所述壳体包括过渡舱壳体以及主舱壳体,所述主舱壳体包括依次连接的第一主舱壳体、第二主舱壳体以及第三主舱壳体,所述连接件焊接在所述过渡舱壳体和所述主舱壳体之间,所述主舱壳体之间通过法兰焊接,所述隔板包括第一门板、第二门板以及底板,所述第一门板和所述过渡舱壳体焊接,所述第二门板和所述第一主舱壳体焊接,所述底板和所述第三主舱壳体焊接;
4、以及机组系统,间隔设置在所述主舱壳体的一侧,所述机组系统通过高压管和所述舱体连通;
5、其中,所述连接件在靠近所述过渡舱壳体的一侧端面向内设置有第一连接件焊接边,在靠近所述主舱壳体一侧的端面向内设置有第二连接件焊接边,所述第一主舱壳体包括有靠近所述连接件一侧设置有第一主舱焊接边,所述第一主舱焊接边包括与所述第一主舱壳体的框体垂直的第一连接边以及所述第一主舱壳体的框体平行的第二连接边,所述第一连接边和所述第二连接件焊接边焊接,所述第一连接件焊接边和所述过渡舱焊接边法兰焊接,所述第二连接边和所述第二门板焊接。
6、本发明另一方面还提供了一种如上所述过渡式的微压富氧舱的生产工艺,所述工艺包括以下步骤:
7、将所述第一门板和所述过渡舱壳体焊接,所述第二门板和所述第一主舱壳体焊接,所述底板和所述第三主舱壳体焊接;
8、依次连接过渡舱壳体、连接件、第一主舱壳体、第二主舱壳体以及第三主舱壳体;
9、于所述壳体内壁以及隔板内壁焊接加强件以形成舱体;
10、于所述主舱一侧间隔设置机组系统。
11、本发明再一方面还提供了一种如上所述过渡式的微压富氧舱的使用方法,所述使用方法包括以下步骤:
12、提供一过渡式的微压富氧舱,所述过渡式的微压富氧舱的主舱打压到δp=p1稳压,过渡舱打压到δp=p2稳压,p1>p2;
13、点击所述过渡舱外侧的第一显示屏进舱选项,过渡舱泄压至δp=0后,进入过渡舱,过渡舱升压至δp=p1,进入主舱,然后过渡舱开始泄压至δp=p2并保持,等待下一次进出舱命令;
14、点击所述主舱内第三显示屏出舱选项,过渡舱升压至δp=p1后,进入过渡舱,过渡舱泄压至δp=0,出过渡舱,然后过渡舱开始升压至δp=p2并保持,等待下一次进出舱命令;其中δp=舱内的实际气压-外界环境的实际气压
15、本发明提供的一种过渡式的微压富氧舱具有以下有益效果:本发明提供的一种过渡式的微压富氧舱安装方便,分段式的结构入户便捷可以适用于民用领域。为了控制人员快速出舱和进仓,舱体包括有过渡舱和主舱,这两个舱是独立的舱体,可以单独加压,主舱在使用过程中能达到人员进出要求,且气压保持不变。通过设置过渡舱气压略低于标准舱,实现了人员紧急迅速出舱,且主舱气压不变,不会影响主舱其他使用者的使用。
16、两个舱体有独立的控制机组和控制程序,过渡舱保持压差、稳压,随时准备供舱内人员快速出舱,无需从0开始打压,控制过渡舱和主舱气压差,也解决了漏气的问题。单独控制机组的优势在于可调节,过渡舱的压力保压可在δp=0-30kpa之间调节,使用者有自主选择的权利,方便快速进舱或快速出舱。
技术特征:1.一种过渡式的微压富氧舱,其特征在于:所述过渡式的微压富氧舱包括:
2.根据权利要求1所述的过渡式的微压富氧舱,其特征在于,所述第一连接件焊接边的长度为l1,所述第二连接件焊接边的长度为l2,所述第一连接边的长度大于等于l2小于l1,所述第二连接边的长度为l3,且满足l1>l2>l3。
3.根据权利要求1所述的过渡式的微压富氧舱,其特征在于,所述第二主舱壳体包括至少两个串联的第二主舱壳体。
4.根据权利要求1所述的过渡式的微压富氧舱,其特征在于,单段所述壳体的宽度为0.8~1m,长度为2~2.4m,高度为1.8~2.0m。
5.根据权利要求1所述的过渡式的微压富氧舱,其特征在于,所述过渡舱壳体在远离所述第一主舱壳体的一端面向内设置有第一过渡舱焊接边,所述第一过渡舱焊接边包括有弯折端以及焊接端,所述第一门体上的焊接边和所述第一过渡舱焊接边上的焊接端焊接。
6.根据权利要求1所述的过渡式的微压富氧舱,其特征在于,所述第三主舱焊接边包括靠近所述第二主舱壳体一端的第三主舱内焊接边以及远离所述第二主舱壳体一端的第三主舱外焊接边,所述第三主舱内焊接边和所述第二主舱焊接边焊接,所述第三主舱外焊接边包括有弯折端以及焊接端,所述第三主舱焊接边的焊接端和所述底板两端的焊接边焊接。
7.一种根据权利要求1~6任意一项所述过渡式的微压富氧舱的生产工艺,其特征在于:所述生产工艺包括以下步骤:
8.根据权利要求7所述的生产工艺,其特征在于,所述法兰焊接包括采用两个法兰夹持在焊接边两侧并填充密封件后满焊形成,所述法兰上设置有第一安装孔,所述法兰之间的焊接边上设置有第二安装孔。
9.根据权利要求7所述的生产工艺,其特征在于,所述焊接加强件采用满焊和间断焊叠加的工艺进行,所述满焊和间断焊的长度占比为(2~3):1,所述间断焊工艺包括焊缝长度为50~60mm,间距为40~50mm。
10.一种根据权利要求1~6任意一项所述的过渡式的微压富氧舱或者根据权利要求7~9任意一种生产工艺制备得到的过渡式的微压富氧舱的使用方法,其特征在于,所述使用方法包括以下步骤:
技术总结本发明涉及微压富氧舱技术领域,特别涉及一种过渡式的微压富氧舱及其生产工艺和使用方法,所述微压富氧舱包括:舱体,所述舱体包括多段壳体、隔板、加强件以及一连接件,所述壳体和所述隔板的内壁上焊接有加强件,所述壳体以及所述连接件均包括有框体以及位于所述框体的两端面的焊接边,所述壳体包括过渡舱壳体以及主舱壳体,所述连接件焊接在所述过渡舱壳体和所述主舱壳体之间,所述主舱壳体之间通过法兰焊接,所述隔板包括第一门板、第二门板以及底板,所述第一门板和所述过渡舱壳体焊接,所述第二门板和所述第一主舱壳体焊接;以及机组系统,间隔设置在所述主舱壳体的一侧,所述机组系统通过高压管和所述舱体连通;所述微压富氧舱安装方便,进出舱便捷,特别适用于民用领域。技术研发人员:朱如新,蒋家豪,张健受保护的技术使用者:雅勃医药化工设备(江苏)有限公司技术研发日:技术公布日:2024/11/21本文地址:https://www.jishuxx.com/zhuanli/20241125/335942.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。