一种花式复合网络丝及其制备方法和实现装置与流程
- 国知局
- 2024-11-25 15:18:17
本发明属于纺丝,涉及一种花式复合网络丝及其制备方法和实现装置。
背景技术:
1、在化纤长丝生产中,网络加工技术已发展得相当成熟且应用广泛,成为有效提升化纤长丝抱合力的关键技术。特别是在dty(拉伸变形丝)生产过程中,网络加工技术实现了丝条无需加捻、免上浆的目的,显著缩短了整体工艺流程。当前,针对长丝网络加工的研究焦点主要汇聚在网络加工参数的优化、网络器尺寸的设计以及网络加工原理的深入探索上。
2、网络加工的核心原理在于,当长丝复丝穿越网络喷嘴的丝道时,会受到与丝束方向垂直的喷射气流冲击,导致丝束被分散的同时,单丝间发生相互缠绕。这种缠绕运动沿两个方向进行,直至遇到阻力停止伸展,从而在受阻位置形成网络点。随着长丝复丝的不断前进,前端已形成的网络点通过压缩空气区保持其缠结结构,而后部丝束则在进入新的压缩空气区时被再次松开并重新交络,如此循环往复,形成连续的网络周期。这一过程的关键在于持续通入的压缩空气,它确保了周期性网络点的连续生成。
3、现有长丝网络加工技术所用的网络喷嘴(如tmt-atf-1500型网络喷嘴、dh-800型网络喷嘴等),只能使长丝复丝产生均匀的网络,以提高抱合力并改善其可织性能。但网络后长丝复丝内部结构稳定,外观形态单一,用其织造后的织物与未网络的长丝复丝织造后的织物无显著差异。另一方面,利用长丝织造时,由于现阶段大多数长丝不具备段彩纱、竹节纱等短纤纱外观多变的性能,所以长丝织造的织物通常布面匀整、风格单一,这在一定程度上影响了长丝织物的应用。
技术实现思路
1、本发明的目的是解决现有技术存在的问题,提供一种花式复合网络丝及其制备方法和实现装置。
2、为达到上述目的,本发明采用的技术方案如下:
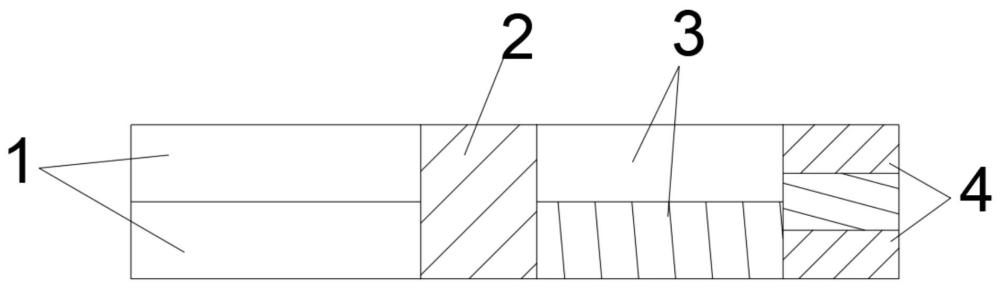
3、一种花式复合网络丝,由长丝复丝ⅰ和长丝复丝ⅱ网络复合而成,花式复合网络丝在纵向长度上由连续的若干无规律排列的并列部ⅰ、混合部ⅰ、并列部ⅱ和混合部ⅱ组成;
4、并列部ⅰ由松散的长丝复丝ⅰ和松散的长丝复丝ⅱ组成;并列部ⅱ由松散的长丝复丝ⅱ和相互缠结的长丝复丝ⅰ组成;混合部ⅰ由长丝复丝ⅰ和长丝复丝ⅱ均匀混合缠结而成;混合部ⅱ由长丝复丝ⅰ和长丝复丝ⅱ不均匀混合缠结而成。
5、作为优选的技术方案:
6、如上所述的一种花式复合网络丝,长丝复丝ⅰ和长丝复丝ⅱ均为细旦dty复丝,规格参数相同,均为3~8tex/10~20f。
7、如上所述的一种花式复合网络丝,并列部ⅰ的长度为3.5~4mm,并列部ⅱ的长度为3.5~4mm,并列部ⅱ中长丝复丝ⅰ的网络牢度为50~60%,混合部ⅰ的长度为3.5~4mm,混合部ⅰ的网络牢度为65~70%,混合部ⅱ的长度为3.5~4mm,混合部ⅱ的网络牢度为50~70%。
8、本发明还提供了制备如上任一项所述的一种花式复合网络丝的方法,在长丝复丝ⅰ和长丝复丝ⅱ的并列连续行进过程中,控制二者先后经过两个持续喷射气流的网络喷嘴,两个网络喷嘴间距排列,第一个网络喷嘴位于行进方向的后侧,第一个网络喷嘴的气流仅对长丝复丝ⅰ起作用,第二个网络喷嘴位于行进方向的前侧,第二个网络喷嘴的气流同时对长丝复丝ⅰ和长丝复丝ⅱ起作用,第一个网络喷嘴包括丝道ⅰ,第二个网络喷嘴包括丝道ⅲ,丝道ⅰ的长度为10~15mm,丝道ⅲ的长度为35~50mm。
9、网络的原理是在经过网络喷嘴内的丝道时,受到从丝束垂直或呈一定角度的喷射管喷出的高压气流横向冲击,纤维被吹散开松,从而得到蓬松的性能,高压气流进入丝道后分成3股气流,中间一股气流吹过丝束后到达相对应的丝道内壁,受内壁阻力作用又产生两股较弱折回气流,然后这两股折回气流分别与进入丝道的另两股较强气流汇合从喷嘴两端出口喷出,由于这两股强、弱气流汇合,在丝道内形成紊乱的气流,使丝道内纤维互相缠结,形成细密的网络结点。
10、网络时,两个网络喷嘴都会通入连续的压缩空气;长丝复丝ⅰ和长丝复丝ⅱ通过图2的设备时,第一个网络喷嘴的气流仅对长丝复丝ⅰ起作用,长丝复丝ⅰ受到气流作用而被吹散,之后在气流形成的旋转涡流作用下相互缠结,第一个网络喷嘴的丝道长度较短,根据网络原理,长丝复丝ⅰ在第一个网络喷嘴内会形成较多的网络结,因此离开第一个网络喷嘴后长丝复丝ⅰ由松散的开纤部和缠结的交络部组成,由于第一个网络喷嘴的气流不对长丝复丝ⅱ起作用,因此离开第一个网络喷嘴后长丝复丝ⅱ依然为松散状态;
11、当经网络的长丝复丝ⅰ和未经网络的长丝复丝ⅱ汇合进入第二个网络喷嘴时,第二个网络喷嘴的气流会同时对长丝复丝ⅰ和长丝复丝ⅱ起作用,由于长丝复丝ⅰ已经被网络,长丝复丝ⅰ由松散的开纤部和缠结的交络部组成,因此第二个网络喷嘴的气流只对长丝复丝ⅰ的开纤部和长丝复丝ⅱ起作用,当长丝复丝ⅰ的松散的开纤部与松散的长丝复丝ⅱ未受到第二个网络喷嘴的气流作用时,形成并列部ⅰ;当长丝复丝ⅰ的松散的开纤部与松散的长丝复丝ⅱ受到第二个网络喷嘴的气流作用时,长丝复丝ⅰ的松散的开纤部中的单丝和长丝复丝ⅱ中的单丝相互均匀缠结,形成混合部ⅰ,即形成在纱体横截面内均匀分布的网络结;当长丝复丝ⅰ的缠结的交络部与松散的长丝复丝ⅱ未受到第二个网络喷嘴的气流作用时,形成并列部ⅱ;当长丝复丝ⅰ的缠结的交络部与松散的长丝复丝ⅱ受到第二个网络喷嘴的气流作用时,长丝复丝ⅰ的交络部作为一个整体与长丝复丝ⅱ中的单丝相互缠结,形成混合部ⅱ,即形成在纱体横截面内不均匀分布的网络结,此外,第二个网络喷嘴的丝道的长度较长,根据网络原理,在丝道ⅱ内形成的网络结的数量会较少,也就是两个网络结的间隔长度会较长,因此第二个网络喷嘴内形成的网络结之间形态是不固定的。
12、作为优选的技术方案:
13、如上所述的方法,第一个网络喷嘴喷射的气流的压力为1~1.2kg/cm2,第二个网络喷嘴喷射的气流的压力为1.5~2kg/cm2,第一个网络喷嘴喷射的气流的压力小于第二个网络喷嘴喷射的气流的压力,这是因为要实现第一个网络喷嘴的气流仅对长丝复丝ⅰ起作用且第二个网络喷嘴的气流同时对长丝复丝ⅰ和长丝复丝ⅱ起作用,则需要设计第二个网络喷嘴的出口的直径大于第一个网络喷嘴,为保证较好的气流效果,需使第二个网络喷嘴喷射的气流的压力较大。
14、本发明还提供了实现如上任一项所述的方法的装置,包括壳体以及同时位于壳体内的第一个网络喷嘴、第二个网络喷嘴;壳体内设有丝道ⅱ,第一个网络喷嘴包括丝道ⅰ,第二个网络喷嘴包括丝道ⅲ;丝道ⅰ、丝道ⅱ、丝道ⅲ相互连通且自左至右依次排列。
15、作为优选的技术方案:
16、如上所述的装置,丝道ⅰ和丝道ⅲ均为由平行于前后方向的“d”形底面沿左右方向移动后形成的棱柱体,“d”由线段和弧线组成,线段位于弧线的上方且平行前后方向。
17、如上所述的装置,第一个网络喷嘴还包括气室ⅰ和喷射管ⅰ,喷射管ⅰ同时与气室ⅰ和丝道ⅰ连通,喷射管ⅰ的出口位于丝道ⅰ的中心轴线的一侧;第二个网络喷嘴还包括气室ⅱ和喷射管ⅱ,喷射管ⅱ同时与气室ⅱ和丝道ⅲ连通,喷射管ⅱ的中心轴线与丝道ⅲ的中心轴线垂直且相交。
18、如上所述的装置,喷射管ⅰ和喷射管ⅱ均为圆管,喷射管ⅰ的内径为1~1.2mm,喷射管ⅱ的内径为1.5~1.6mm;
19、喷射管ⅰ的出口的中心与丝道ⅰ的中心轴线的垂直距离为0.05~0.15mm;喷射管ⅱ的出口的中心与丝道ⅲ的中心轴线的垂直距离为0mm;
20、丝道ⅱ为由平行于前后方向的圆形底面沿左右方向移动后形成的圆柱体;
21、丝道ⅰ的等效圆直径为2.5~3mm;丝道ⅱ的长度为20~30mm,直径为1~1.5mm;丝道ⅲ的等效圆直径为2~3mm;
22、以上参数相互配合,可提高最终产品的网络效果和网络牢度。
23、有益效果:
24、(1)本发明的花式复合网络丝在纵向长度上由无规律排列的并列部和混合部组成,具有高抱合力和良好的可织性能,丰富了织物的外观风格,能够广泛应用于服装、家居装饰、产业用纺织品等多个领域。
25、(2)本发明通过精确控制两个网络喷嘴的气流参数和丝道设计,确保了长丝复丝在网络过程中能够形成稳定的网络结点,从而提高了网络牢度,增强了织物的耐用性和稳定性。
本文地址:https://www.jishuxx.com/zhuanli/20241125/337249.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
上一篇
包装盒糊盒机的制作方法
下一篇
返回列表