一种基于增材制造的复杂流道类零件结构的优化方法
- 国知局
- 2024-12-06 12:44:15
本发明涉及复杂流道,尤其是涉及一种基于增材制造的复杂流道类零件结构的优化方法。
背景技术:
1、加力燃油控制装置计划配装新型发动机。为进一步提升产品性能,满足发动机技术需求,需对部分组成附件进行改进设计、试制及验证,以缩小该发动机与第四代发动机及舰载机对控制系统的指标差距。
2、前期的新型发动机控制装置是基于机加-铸造工艺,从系统技术指标及可靠性、维修性、安全性、保障性、测试性和环境适应性等方面出发,结合红林公司在类似产品上的研制经验,完成了新型发动机加力燃油控制装置工程设计工作。首台交付时,产品原理架构合理,功能性能数据均满足主机要求,但产品的重量超过预期设计指标,因此需要对新型发动机加力燃油控制装置进行减重研究。新型发动机加力燃油控制装置主要由自制零组件与外购件组成,考虑到自制零组件中壳体重量占比超过50%,故本项目拟以新型发动机壳体作为本次优化减重的对象。要求:在壳体减重后仍需满足其他零组件与油路的载体,保证产品强度合格、工作原理油路连接正确、流道设计合理。
3、激光选区熔化(selectivelasermelting,slm)工艺是近二十多年来发展非常迅速的一种精密增材制造技术,通过对金属粉末进行选择性逐层熔化,可以直接获得高尺寸精度、高性能、高致密的近净成形金属零件。其分层制造、层层叠加的技术特点,摆脱了传统工艺中零件复杂构型对制造的限制,极大地缩短了设计制造周期。由于激光选区熔化使用的激光光斑直径小,成形精度高,使其特别适合复杂结构件的一体化成型,实现零件的拓扑优化及晶格点阵优化,在满足产品功能性的需求外,可大大降低产品的重量。
4、鉴于slm技术在其他发动机同类产品上实现了全流程验证,减重效果较好,故本减重设计方案在保证各零组件仍可装配以及发动机接口均不变动的条件下,按照增材制造自成形条件,对主流道流体进行微调,其他流道进行随形设计优化,对壳体按照增材成形特点进行重新设计,并通过面向增材制造的设计技术、成型工艺、增材后处理工艺等技术手段实现壳体减重。在材料方面,原燃油控制装置壳体材料为zl105a铝合金,考虑到slm打印铝合金的成熟度,本项目选用的材料为研究最成熟的alsi10mg合金。在结构设计方面,基于前期对晶格结构的设计和筛选、组织缺陷及力学性能分析,本项目选用单胞尺寸为3mm,85%孔隙率的拓扑优化八面体结构作为壳体晶格减重的基础单元。
技术实现思路
1、本发明的目的是提供一种基于增材制造的复杂流道类零件结构的优化方法,为复杂流道类零件的轻量化设计形成设计经验及方法积累,增材制造构件的研制奠定基础。
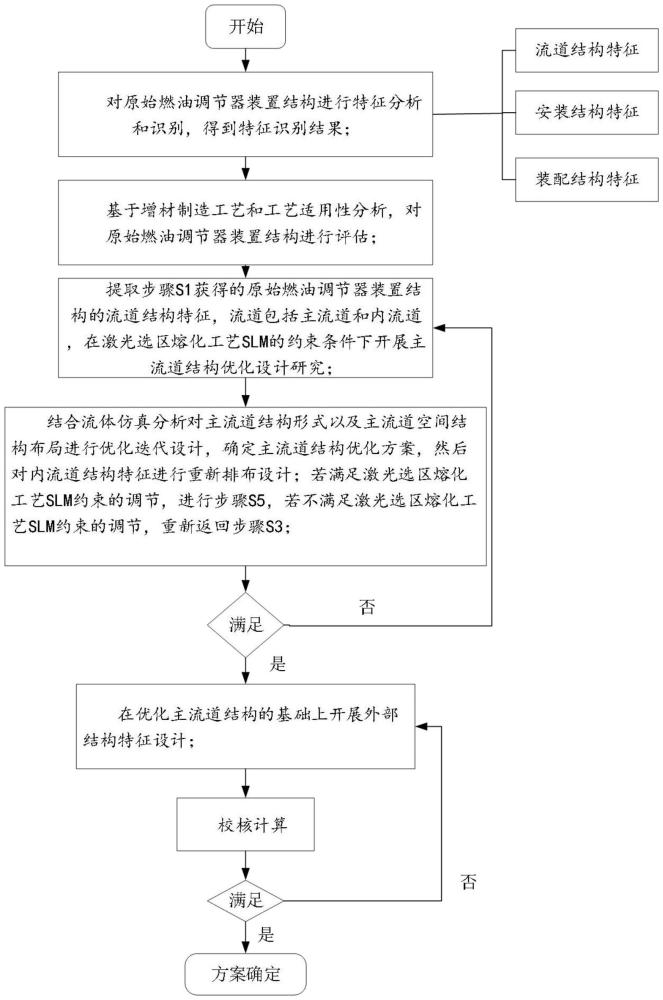
2、本发明提供了一种基于增材制造的复杂流道类零件结构的优化方法,包括以下步骤:s1、对原始燃油调节器装置结构进行特征分析和识别,得到特征识别结果;
3、s2、基于增材制造工艺和工艺适用性分析,对原始燃油调节器装置结构进行评估;
4、s3、提取步骤s1获得的原始燃油调节器装置结构的流道结构特征,流道包括主流道和内流道,在激光选区熔化工艺slm的约束条件下开展主流道结构优化设计研究;
5、s4、结合流体仿真分析对主流道结构形式以及主流道空间结构布局进行优化迭代设计,确定主流道结构优化方案,然后对内流道结构特征进行重新排布设计;
6、若满足激光选区熔化工艺slm约束的调节,进行步骤s5,若不满足激光选区熔化工艺slm约束的调节,重新返回步骤s3;
7、s5、在优化主流道结构的基础上开展外部结构特征设计;
8、s6、通过对优化后的燃油调节器装置与原始燃油调节器装置校核参数对比的方式来验证优化模型的性能,若步骤s6满足技术要求的减重效益,则输出优化后的燃油调节器装置,若步骤s6不满足技术要求的减重效益,重新返回步骤s5。
9、优选的,在步骤s1中,原始燃油调节器装置结构的特征包括流道结构特征、安装结构特征和装配结构特征。
10、优选的,在步骤s2中,基于增材制造工艺和工艺适用性分析包括零件打印的空间摆放方向。
11、优选的,在步骤s3中,激光选区熔化工艺slm的约束条件包括悬空角度基本约束、内腔类特征悬空约束和内腔的粉末清理约束。
12、优选的,在步骤s5中,外部结构特征设计包括安装结构特征和装配结构特征,安装结构特征包括阀芯结构和管接头,装配结构特征包括植入点阵晶格结构的燃油控制装置,结合静强度和振动仿真分析对燃油调节器装置结构的性能和结构强度分析。
13、优选的,其特征在于,在步骤s6中,减重权益为在流道结构优化方案的基础上正向设计燃油调节器装置结构的外部包络结构。
14、优选的,在步骤s6中,校核包括静强度校核和振动校核。
15、因此,本发明采用上述的一种基于增材制造的复杂流道类零件结构的优化方法,为复杂流道类零件的轻量化设计形成设计经验及方法积累,增材制造构件的研制奠定基础。
16、下面通过附图和实施例,对本发明的技术方案做进一步的详细描述。
技术特征:1.一种基于增材制造的复杂流道类零件结构的优化方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种基于增材制造的复杂流道类零件结构的优化方法,其特征在于,在步骤s1中,原始燃油调节器装置结构的特征包括流道结构特征、安装结构特征和装配结构特征。
3.根据权利要求1所述的一种基于增材制造的复杂流道类零件结构的优化方法,其特征在于,在步骤s2中,基于增材制造工艺和工艺适用性分析包括零件打印的空间摆放方向。
4.根据权利要求1所述的一种基于增材制造的复杂流道类零件结构的优化方法,其特征在于,在步骤s3中,激光选区熔化slm工艺的约束条件包括悬空角度基本约束、内腔类特征悬空约束和内腔的粉末清理约束。
5.根据权利要求1所述的一种基于增材制造的复杂流道类零件结构的优化方法,其特征在于,在步骤s5中,外部结构特征设计包括安装结构特征和装配结构特征,安装结构特征包括阀芯结构和管接头,装配结构特征包括植入点阵晶格结构的燃油控制装置,结合静强度和振动仿真分析对燃油调节器装置结构的性能和结构强度分析。
6.根据权利要求1所述的一种基于增材制造的复杂流道类零件结构的优化方法,其特征在于,在步骤s6中,减重权益为在流道结构优化方案的基础上正向设计燃油调节器装置结构的外部包络结构。
7.根据权利要求1所述的一种基于增材制造的复杂流道类零件结构的优化方法,其特征在于,在步骤s6中,校核包括静强度校核和振动校核。
技术总结本发明公开了一种基于增材制造的复杂流道类零件结构的优化方法,包括以下步骤:对原始燃油调节器装置结构进行特征分析和识别;基于增材制造工艺和工艺适用性分析,对原始燃油调节器装置结构进行评估;在激光选区熔化工艺SLM的约束条件下开展主流道结构优化设计研究;结合流体仿真分析对主流道结构形式以及主流道空间结构布局进行优化迭代设计,在优化主流道结构的基础上开展外部结构特征设计;通过对优化后的燃油调节器装置与原始燃油调节器装置校核参数对比的方式来验证优化模型的性能,本发明采用上述的一种基于增材制造的复杂流道类零件结构的优化方法,为复杂流道类零件的轻量化设计形成设计经验及方法积累,增材制造构件的研制奠定基础。技术研发人员:刘征,张文玮,陈孟,张琦,刘玉敬,赵子博,姜丽红,王冠刚,崔俊华,赵明杰,曾一达,郭正华,赵刚要,张树国受保护的技术使用者:南昌航空大学技术研发日:技术公布日:2024/12/2本文地址:https://www.jishuxx.com/zhuanli/20241204/342692.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表