一种基于微块式设计的主动式彩色3D打印方法
- 国知局
- 2024-12-06 12:54:31
本发明属于3d打印,尤其涉及一种基于微块式设计的主动式彩色3d打印方法。
背景技术:
1、近年来,3d打印作为一项新兴技术,整逐步走进公众的视野;层出不穷、各式各样的3d打印机收到国内外科研学者、企业和消费者的多重青睐,已广泛应用于制造业、医疗、教育和艺术等领域。目前,随着打印机技术的更新迭代,市面上出现了许多可以实现多色彩打印的3d打印机器,这些机型可以按照打印颜色的需求进行颜色材料的更换,从而达到多彩打印的功能,使得3d打印制品更加具有创意性以及高定制性。
2、然而,目前市面上现有3d打印相关研究大多注重执行打印部分的结构设计与优化,而忽视了打印对象的前端设计及其与打印输出装置间的相互关联性,多表现为“被动式”打印。这种打印方式的特点与弊端主要体现于:
3、(1)任务的重点主要在于打印输出与参照物相一致的物品,且参照物设计过程复杂,对非专业人士不友好;
4、(2)参照物的设计、切片与打印执行模块间彼此完全分离,各自独立工作,前后缺乏融合交互,“所见”常“非所得”;
5、(3)打印过程大多依赖于切片数据进行层层堆叠打印,行为呆板,效率低下;
6、(4)由于设计、切片与输出打印各环节完全脱离,参照物的非位置信息(如颜色、精度等)大多难以传递输出,打印难度大。当前,随着3d打印需求及复杂性的不断提升,这种被动式打印方式的弊端愈加凸显,严重限制了3d打印技术的进一步发展。
7、为此,我们提出来一种基于微块式设计的主动式彩色3d打印方法解决上述问题。
技术实现思路
1、本发明的目的是为了解决现有技术中,设计过程与打印过程分离,非位置信息难以传递的问题,而提出的一种基于微块式设计的主动式彩色3d打印方法。
2、为了实现上述目的,本发明采用了如下技术方案:
3、一种基于微块式设计的主动式彩色3d打印方法,包括如下步骤:
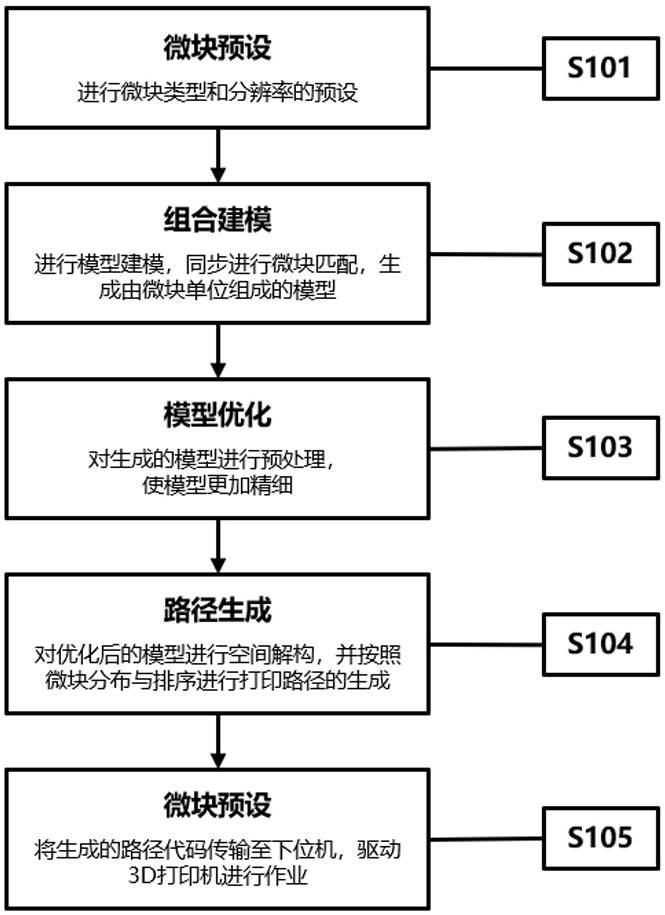
4、s101:预先设定建立模型时使用的微块的类型以及微块的分辨率;
5、s102:组合建模,同步进行微块匹配,生成由微块单位组成的模型;
6、s103:优化模型,通过去重化处理、光滑处理和均分化处理对模型进行优化;
7、s104:对优化后的模型进行空间解构,并按照微块单元的分布与排序进行打印路径的生成,;
8、s105:检测打印路径,若打印规则干涉打印机运动,执行二次优化打印路径,再执行打印作业;若无影响,将生成的打印路径传输给3d打印机,执行打印作业。
9、微块预设步骤需要根据用户需求,首先确定模型需要的相关微块的类型和分辨率。其中,微块的类型包括但不限于球体、棱柱体、棱锥体等。微块的分辨率越高,微块的精细程度越高,实际大小也就越小。
10、优选的,步骤s102中的组合建模包括零件块创建场景和装配体场景,在零件块创建场景中的被创建的零件在装配体场景中装配完成,在两个场景中可为零件块和装配体设定颜色信息。
11、优选的,零件块创建场景中,依据步骤s101中预设的微块单元进行匹配分析,并记录对应的微块信息。在进行零件块的建模时,通过调取选定的微块类型进行匹配分析,将相关微块对照模型进行最优解置位,同时记录微块的类型、颜色等信息,并将相关信息存储等待分配。而当完成零件快建模操作并将其添加至装配体建模场景时,后台会重新调用该模型相关微块的模型、颜色等信息添加至模型总数据中,并按照装配体场景的中心位置重新赋予这些微块以新的位置信息。待完成所有零件块的装配之后,开始对模型进行匹配的二次优化,对模型进行整体的结构检视,对比相应数据给出微块置位的数据,使装配体模型所生成的微块组成更加合理。待匹配优化完成之后,生成模型的总数据代码,待下一步骤进行处理。
12、优选的,步骤s103中的去重化处理通过检视模型匹配的模型结构,计算是否出现过盈匹配,过盈匹配指多个微块单元重复出现在同一模型位置导致微块重叠、阻挡,并去除导致冲突的微块单元。
13、优选的,步骤s103中的光滑处理通过分析已匹配的所有微块,扫描已形成的外表面,通过计算每个顶点移动到其邻域顶点的平均位置来实现光滑效果。
14、光滑处理具体包括以下方法:
15、1)邻域顶点计算:首先,确定每个顶点的邻域范围,使用固定半径邻域搜索或者k-近邻算法来获取每个顶点的邻域顶点。
16、2)顶点移动计算:计算每个顶点在其邻域中的平均位置,通过对所有邻域顶点的坐标进行加权平均来实现。公式如下:
17、
18、其中,是光滑系数,表示顶点的邻域顶点集合,表示邻域顶点的坐标。
19、3)光滑迭代:根据表面情况进行多次迭代,每次迭代根据新的顶点位置更新模型,迭代次数和光滑系数可以根据需要进行调整。光滑系数控制每次迭代中顶点移动的步长,取值范围为0到1,数值越大光滑效果越强,但也越可能出现体积塌缩问题。
20、优选的,步骤s103中的均分化处理包括尺寸缩放、中心化和密度均分化。
21、尺寸缩放是指将所有的微块的尺寸缩放到一个标准的范围之内,通过计算相关微块的包围范围,然后将所有微块按照包围范围的大小进行缩放,最终取合适的值达到尺寸归一化的效果。
22、所述尺寸缩放具体包含以下方法:
23、1)包围范围计算:确定每个微块的包围盒,计算包围盒的长宽高,并根据设定的标准范围进行缩放。
24、2)尺寸归一:将每个微块按照包围盒的大小进行缩放,确保所有微块的尺寸都在一个标准范围内。设定标准尺寸为 s,则每个微块的缩放比例为:
25、
26、所述中心化通过计算整个模型的质心,将所有微块的坐标减去质心的坐标,即可将整个由微块组成的模型移动到原点。
27、所述中心化具体包含以下方法:
28、1)质心计算:计算整个模型的质心,质心可以通过所有顶点坐标的平均值来获得。公式如下:
29、
30、其中,是顶点的总数,是顶点的坐标。
31、2)坐标调整:将每个微块的坐标减去质心坐标,使得整个模型移动到原点位置。公式如下:
32、
33、所述密度均分化通过分析已匹配的所有微块,根据微块的数量和整个模型的体积,调整微块的密度分布,使微块在整个空间分布均匀。
34、所述密度均分化具体包含以下方法:
35、1)密度计算:计算当前模型中微块的密度分布,确定密度较高和较低的区域;
36、2)密度调整:在密度较高的区域减少微块的数量,密度较低的区域增加微块的数量,通过插值和删除操作实现均匀分布;
37、3)密度标准化:将整个模型的微块密度标准化,使得每个单位体积内的微块数量大致相同,确保微块在整个模型中均匀分布。
38、优选的,步骤s104的打印路径的生成步骤包括,首先越过层高限制生成整个微块的路径代码,具体为以模型底面作为水平基准面,分析该层面上所有微块的类型与颜色,并对所有微块进行排布定位,依据颜色挤出量大小顺序进行不同颜色微块的路径生成,并对打印路径进行验证。代码生成步骤是g代码生成的主要步骤,主要进行对模型的空间解构。在经过上述两个步骤的处理过后,已经生成了由微块匹配组成并经过优化后的系统模型。将不同类型的微块分类,计算各钟微块的数量、位置和颜色信息,然后首先根据颜色所需材料量的多少进行排序,所需材料量少的颜色会优先进行解构,然后再根据微块的类型进行二次排序。
39、优先直接生成整个微块的路径代码,越过层高限制。以模型底面作为一个水平基准面,分析该层面上所有微块的类型与颜色,通过预分析对该水平基准面上的所有微块进行排布定位。在识别完对应微块后,根据缩放大小比例和其所在位置直接将整个微块的打印路径主动打包生成,生成相应的路径。待其生成完单个微块打印路径之后,继续生成同水平基准面面该颜色其他微块的路径,待同颜色同水平面内微块路径全部生成完毕,再按颜色挤出量大小顺序进行同水平面其他颜色微块的路径生成。具体的,鉴于微块分辨率的显著提升,层间优化功能处理了“层高限制”的约束,同时确保了打印精度与效率。具体而言,设定了层高限制的最大阈值,此阈值不仅确保了打印头能够在不违反打印机物理限制的情况下自由移动,还维护了打印路径的连续性和准确性,避免了潜在的干涉。在完成当前水平面上所有微块的路径生成后,执行空隙分析与填充作业。利用算法精准计算出剩余空间的体积与形状,随后根据用户预设的填充率(如百分比)和填充模式(如网格状、蜂窝状等),选择一种颜色的材料来填充这些空隙。至此,单个水平基准面的路径生成达到完善状态。
40、优选的,打印路径的验证包括,单个水平基准面的路径生成后,验证当前基准面的完整性,即能否够形成一个连续、平坦且符合模型设计要求的水平基准面,若是,则进行下一水平面的路径生成;若否,则启动空间解构和重构,通过添加必要的支撑结构或调整微块布局确保顶面完成填补。更为具体的,当检测到需要更换颜色时,会预设最优路径使喷头平滑且准确地移动至换料区,这一过程中,综合考虑避免碰撞、缩短路径以及保持喷头状态最佳化的需求生成相关路径。如果应用需求包含颜色混合与渐变效果,进一步生成不同颜料的混合比例的相关代码,通过生成挤出机的不同转速代码实现功能。
41、优选的,步骤s105中的检测打印路径通过演算打印机运动路径,使用空间几何和碰撞检测原理来检测路径中每一端是否与打印机部件、已打印的材料发生干涉,若发生干涉,则将发生干涉的相关层数重新生成并插入原本位置。检测算法的核心任务是识别并生成完整的、无干涉的打印路径连段。算法会遍历整个预定的打印路径,使用空间几何和碰撞检测原理来检查路径中的每一段(如线段或曲线段)是否与打印机部件、已打印的材料或其他障碍物发生干涉。一旦发现干涉,算法会智能地调整受影响的路径段,或者重新生成这些段,以确保它们能够安全、连续地执行,同时保持与整体打印任务的协调性和效率。其二,在处理完相关路径代码后,自动添加起始代码,内容包含打印机的回零操作、风扇启停和打印停止代码。其三,在需要颜色转换的代码处,系统会自行添加颜料冲刷操作的相关代码,包含喷头移动至换料处的路径代码、不同颜色挤出机的不同速率。到达换料区后,喷头需要按照程序执行精确对接操作,与新的颜料容器紧密相连,同时启动颜色清洗程序,利用清洗液或特定清洗程序彻底清除喷头内残留的颜料,以防止颜色污染,此外通过调整挤出机的速率以匹配新颜料的物理特性和打印需求。
42、综上所述,发明提供了一种微块式的彩色3d打印的路径生成方法,至少具备以下有益效果:
43、1.本发明通过设置组合建模步骤,允许用户自行构造模型,突破了只能使用固定模型的限制,且在建模层面可设置微块的颜色使得用户能更简单地对模型进行上色处理,更加灵活简单,同时也增加了3d打印的参与感与乐趣性。
44、2.本发明通过设置微块组合建模步骤的模型匹配部分,添加了微块概念,将复杂模型进行简化。在生成路径代码时,将识别到的相关微块进行定位,并根据该微块的种类,主动打包生成相关代码,而非被动切割按照单一的路径计算,在保证复杂模型完成度的同时降低了系统的计算量,使作品的质量得到了很好的保证。此外,主动生成路径代码实现了单块整体打印,也避免了由于路径算法追求速度使用分区打印所导致的色块不完整、结构变形等问题,很大程度上保证了打印制品能保持原有的特点而不忽略其完整度。
45、3.本发明通过设置模型优化步骤的去重化处理,解决了可能出现的过盈匹配问题,从而减少路径生成计算的复杂度,可以使后期路径代码生成环节提高处理效率,提高响应速度的同时,保证了3d打印的效率和质量。
46、4.本发明通过设置模型优化中均分化的步骤,将相关微块的尺寸缩放到标准范围内,提高了微块数据的可比性和处理的一致性,使得模型的整体数据更加完善具体,保证了从数字模型到物理打印的高效、准确和可靠的转化过程,同时也减少了打印过程中出现的材料浪费问题。
47、5.本发明通过设置了路径生成步骤的的颜色分配与优先处理,通过对不同类型微块进行分类,计算每种微块的数量、位置和颜色信息,并根据所需材料量进行排序,确保了所需材料量少的颜色优先进行空间解构,减少了颜色切换的次数,提高了打印效率;其次,先处理所需材料量少的颜色,能够更好地控制材料的使用,避免不必要的浪费。
48、6.本发明通过设置了路径生成步骤的空间解构,可以优先直接打印整个微块,越过层高限制,这样可以减少层间的切换,进一步提高打印速度和质量。含有预设微块代码使得路径生成变得更为主动,快速将相应代码添加至路径代码中,提高了效率的同时也保证了作品的完整程度。该设计从整体上提高了路径生成环节的灵活性与高效性,同时也保证了3d打印作品的质量。
49、7.本发明通过设置了路径生成步骤的智能填充,在每一层路径生成完成后,检测该层是否存在空余区域,并根据设置的填充率和填充形状填充剩余部分。这种方法确保了打印件的内部结构均匀,增加了强度和稳定性。
50、8. 本发明通过设置了路径生成步骤的层间跳过处理,如果检测到下一水平面模型已被上一水平面包含,将直接跳过该层的路径生成,避免重复处理,提高了整体效率。
本文地址:https://www.jishuxx.com/zhuanli/20241204/343009.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表