气溶胶生成装置壳体的制造的制作方法
- 国知局
- 2024-12-26 16:05:12
本公开涉及气溶胶生成装置、涉及用于这种装置的壳体的各方面,并且更具体地涉及一种用于烟草加热产品(thp)装置的壳体。
背景技术:
1、抽吸制品(诸如香烟、雪茄等)在使用期间燃烧烟草,以产生烟草烟雾。人们已尝试通过生产在不燃烧的情况下释放化合物的产品来提供这些制品的替代品。这种产品的示例是通过加热而非燃烧材料来释放化合物的加热装置。材料可以是例如烟草或其他非烟草产品,其可以包含或可以不包含尼古丁。
2、这些加热装置可以包括由用户握持的壳体,该壳体保持内部部件。
技术实现思路
1、气溶胶生成装置可以设置有壳体,该壳体包含用于由所接收的消耗品生成气溶胶的部件中的一些或全部。在装置被携带时或者当其用于生成气溶胶时,装置壳体的各部分是由用户握持的。因此,壳体的特定形式可以影响或改善装置的可用性。
2、装置的壳体用于容纳生成气溶胶的部件和功能,并且使一些部件在内部以与用户隔离。因此,壳体的形状和尺寸还可能受装置的基本功能影响。例如,在加热不燃烧布置中,通过加热烟草产品来生成气溶胶的装置可以设置有壳体,该壳体容纳动力源、电路和一种加热区域的形式。在诸如thp装置的装置中,可以存在待被容纳并与用户隔离的大量部件。
3、例如,通过为壳体设置通常符合由用户的手握持的形状,可以改善装置的可用性。壳体可以设置有平坦的或给定某一曲率的表面,以容易地保持或握持在手中。
4、壳体的形式(包括壳体的形状和尺寸)可以因此受到装置的可用性和气溶胶生成功能的容纳两者的影响。因此,特定的壳体形式和形状对于一种或多种特定类型的气溶胶发生器可以是特别期望的或有利的。具体地,平面的和凸形的外表面的组合在装置的使用期间可以特别易于握持,同时提供用于容纳特定部件的空间。
5、壳体可以设置有通过改善用户的触觉反馈来向装置提供改善的“用户感觉”的特征。例如,在壳体的各部分中使用特定材料,可以赋予用户可以与高质量或坚固的装置相关联的触摸感觉或触觉反馈,或用户感到愉快或舒适的触觉反馈。
6、具体地,触觉反馈可以受壳体的各部分的表面纹理的影响。例如,具有有相对高的粗糙度的纹理的表面可以赋予装置易于握持的感觉,并且可以提供安心的触觉反馈。在另一示例中,相对光滑(即具有相对低的粗糙度)的表面可以赋予坚固的触摸感觉,从而给予高质量或坚固的装置的印象。
7、可以期望提供在不同位置处具有不同触摸感觉的壳体,以向用户赋予整体印象和变化的触觉反馈。壳体可以设置有具有不同纹理(例如具有彼此具有不同粗糙度的纹理)的多个表面。在一个示例中,可以在壳体的旨在由用户握持或保持的位置处设置具有相对高的粗糙度的表面,并且可以在用户接口装置(诸如按钮)周围的位置处使用具有相对低的粗糙度的表面。
8、因此,提供气溶胶生成装置、用于气溶胶生成装置的壳体或这种壳体的部件可以是有利的,这些部件是为了可用性而形成的,这些部件具有气溶胶生成功能,并且向用户提供改善的印象。
9、更具体地,在烟草加热产品(thp)装置的背景下,提供这些优点可以是期望的,该装置可以具有待与用户隔离的相对大量的内部部件,并且因此包括特定用于这种类型装置的尺寸、形状和外部形式的一些元素。
10、因此,可以提供一种气溶胶生成装置壳体,其包括相比于该壳体的其他部分相对纹理化的部分。此部分可以包括具有大体上弯曲的凸形形状的侧面板,该侧面板适于由用户握持。壳体的此部分对整体用户印象可以是特别有影响力的,因为凸形外表面在使用装置期间是用户最常保持或握持的外表面。
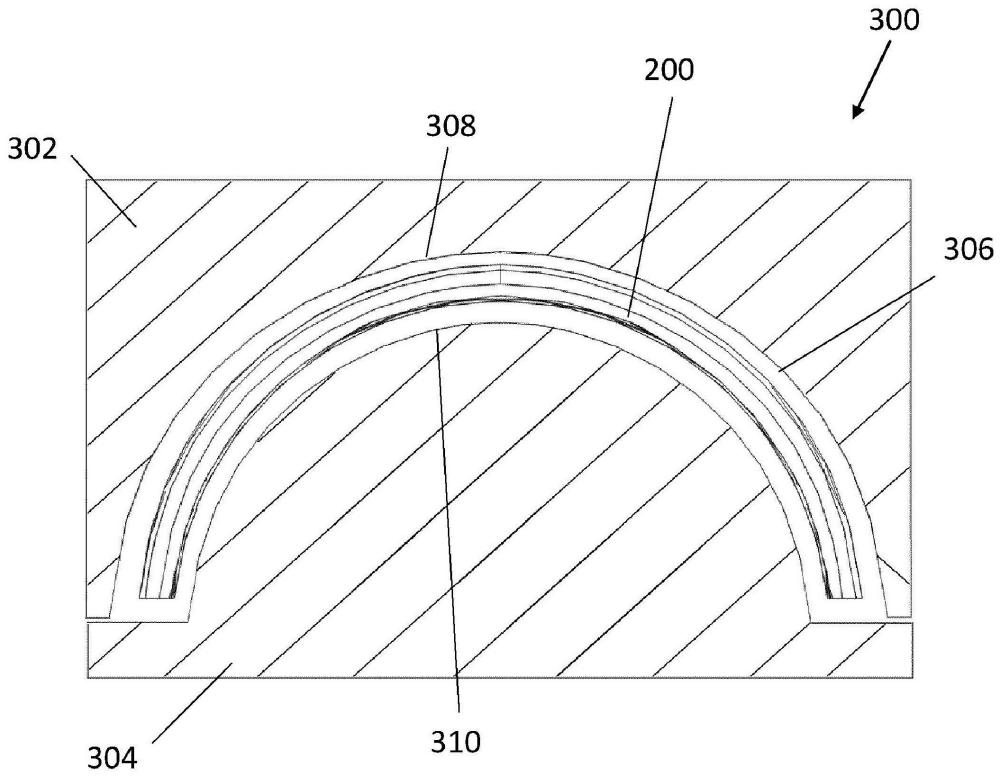
11、气溶胶生成装置可以以高生产量生产,从而需要以相对低的成本可靠且一致地产生大量的装置壳体。注射成型可以用于生产用于气溶胶生成装置的壳体或壳体的各部分。注射成型通常可以包括:制备呈液体、熔融形式的材料;以及将该材料引入到模具的型腔中。型腔包括针对所需的部件形状的负形状。型腔中的材料冷却并硬化,并且然后将模具分离,以允许移除部件。模具可以呈两个或更多个半部或部分的形式,以在不损坏模具的情况下进行分离,因此模具可以重复使用。
12、气溶胶生成装置壳体的纹理化凸形侧面板部分可以通过在模具中注射成型而形成,该模具包括一个半部,该半部具有形成模具型腔的一部分的纹理化模具表面。纹理化模具表面在冷却期间将对应的负纹理赋予到材料上,并且赋予到冷却的部件上。可以重复使用模具半部,并且该方法相对便宜、有效且一致。
13、然而,由于侧面板部件的特定凸形形状,在模具半部的分离和/或部件从模具半部的移除时可能出现问题。由于部件的形状,成型的纹理化表面可能会锁定到纹理化模具表面中并且锁定到模具的一个半部中。在不损坏部件或模具的情况下,可能难以从模具半部移除部件。
14、为了避免模具半部锁定,同时仍然生产向气溶胶生成装置的用户提供改善的印象的部件,部件可以被制造为具有特定的表面特征,该表面特征帮助从模具半部移除部件而不损害气溶胶生成装置的表面的纹理化印象。
15、如本文中所使用的,术语“纹理化的”或“粗糙的”用于表面之间的比较目的,可以被认为是指根据本领域中通常使用的vdi表面光洁度的标度的相对更高的表面粗糙度值。
16、根据本公开的第一方面,存在一种制造用于气溶胶生成装置的壳体部件的方法,该方法包括:在第一模具部分与第二模具部分之间注射成型壳体部件,该第一模具部分具有凹形表面,以在成型期间在该部件上形成凸形表面,模具的凹形表面具有第一纹理,该第一纹理在成型期间在该部件的凸形表面上赋予对应的纹理,其中,该第一纹理在第一模具部分的凹形表面上包括可变粗糙度。
17、在另一实施方式中,第一纹理具有可变粗糙度,使得凹形表面的中心处的区域中的粗糙度大于凹形表面的远离该中心的区域中的粗糙度。
18、在任何前述实施方式的另一实施方式中,第二模具部分包括具有第二纹理的表面,并且该第二纹理的粗糙度不同于第一模具部分的凹形表面上的任何位置处的粗糙度。
19、根据本公开的另一方面,存在一种制造用于气溶胶生成装置的壳体部件的方法,该方法包括:在第一模具部分与第二模具部分之间注射成型一壳体部件,该第一模具部分具有凹形表面,以在成型期间在该部件上形成凸形表面,模具的凹形表面具有第一纹理,该第一纹理在成型期间在该部件的该凸形表面上赋予对应纹理,其中,该第二模具部分包括具有第二纹理的表面,并且该第二纹理的粗糙度不同于该第一纹理的粗糙度。
20、在另一实施方式中,第二纹理的粗糙度大于第一纹理的粗糙度。
21、在任何前述实施方式的另一实施方式中,第一模具部分的凹形表面包括涂层,该涂层包含减摩材料。
22、在任何前述实施方式的另一实施方式中,该方法还包括以下步骤:在注射成型期间将一个或多个伸出特征形成在壳体部件的凹形表面上。
23、在任何前述实施方式的另一实施方式中,第一模具部分的凹形表面限定一曲率中心,并且凹形表面围绕该曲率中心延伸至少160度。
24、在任何前述实施方式的另一实施方式中,该方法还包括以下步骤:在注射成型的步骤之后,将材料喷涂、印刷、蚀刻或沉积在壳体部件的凸形表面上。
25、根据本公开的另一方面,存在一种用于气溶胶生成装置的壳体部件,该壳体部件包括具有第一纹理的第一凸形表面,该第一纹理在该凸形表面上具有可变粗糙度。
26、在另一实施方式中,第一纹理包括可变粗糙度,使得凸形表面的中心处的区域中的粗糙度大于凸形表面的远离该中心的区域中的粗糙度。
27、在任何前述实施方式的另一实施方式中,壳体部件还包括具有第二纹理的第二表面,其中,该第二纹理的粗糙度不同于第一凸形表面上的任何位置处的粗糙度。
28、根据本公开的另一方面,存在一种用于气溶胶生成装置的壳体部件,该壳体部件包括:具有第一纹理的第一凸形表面;以及具有第二纹理的第二表面,其中,该第一纹理和该第二纹理是不同的。
29、在另一实施方式中,第二纹理的粗糙度大于第一纹理的粗糙度。
30、在任何前述实施方式的另一实施方式中,第一凸形表面和第一纹理通过注射成型而形成。
31、尽管描述了不同的示例,但是本公开的实施方式不限于这些特定组合。可以将来自示例中的一个的特征或部件中的一些与来自示例中的另一个的特征或部件组合使用。
本文地址:https://www.jishuxx.com/zhuanli/20241216/348082.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表