一种注塑成型轨道的制作方法
- 国知局
- 2024-12-26 16:31:00
本技术涉及电气设备,尤其涉及一种注塑成型轨道。
背景技术:
1、行业同行轨道普遍是用铝合金轨道或pvc挤出成型轨道。铝合金挤出成型轨道价格较高,pvc挤出成型轨道品质较差。
技术实现思路
1、本实用新型的目的在于提供一种注塑成型轨道,以解决上述技术方案。
2、为实现上述目的,本实用新型提供如下技术方案,
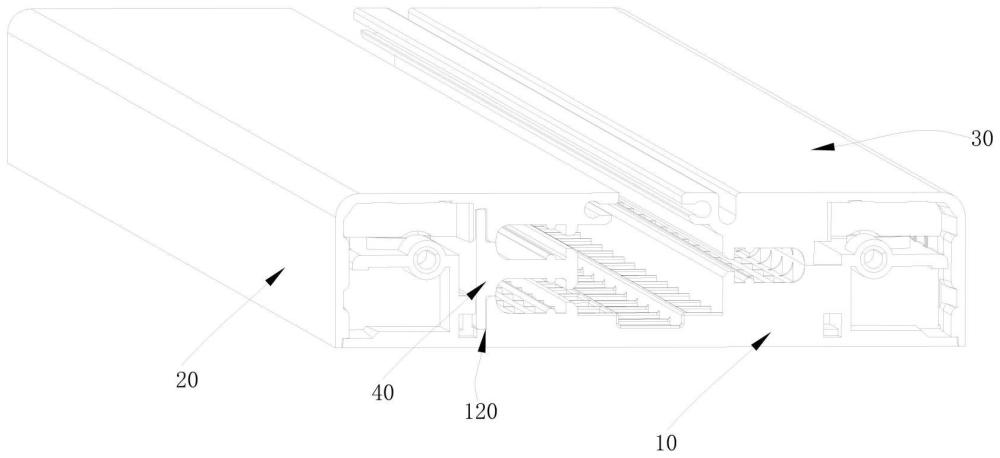
3、一种注塑成型轨道,其特征在于,包括轨道本体、设置在轨道本体两侧的ln极轨道盖板和e极轨道盖板,所述ln极轨道盖板与所述轨道本体之间设置有ln极隔板,所述轨道本体、ln极轨道盖板、e极轨道盖板以及ln极隔板为注塑成型。
4、本实用新型进一步设置,所述ln极轨道盖板和e极轨道盖板的第一内侧面形成有内部挂钩,所述内部挂钩沿所述轨道本体的长度方向设置,相对应的所述轨道本体上形成有与内部挂钩适配的钩合件。
5、本实用新型进一步设置,所述钩合件包括左侧板、右侧板以及设置在左侧板和右侧板之间的钩合板,所述钩合板与钩合件所在的安装面具有一定间隙。
6、本实用新型进一步设置,所述ln极轨道盖板和e极轨道盖板的第二内侧面形成有底部挂钩,相对应的所述轨道本体的两侧面形成有钩槽与所述底部挂钩适配安装。
7、本实用新型进一步设置,所述ln极轨道盖板和e极轨道盖板的第一侧面上还设置有第一螺钉孔,所述轨道本体上形成有第二螺钉孔,所述第二螺钉孔沿所述轨道本体的高度方向贯穿设置,所述ln极轨道盖板和e极轨道盖板通过第一螺钉孔配合轨道本体的第二螺钉孔以螺钉的方式连接轨道本体。
8、本实用新型进一步设置,所述ln隔板上形成有第一卡接脚和第二卡接脚,所述第一卡接脚和第二卡接脚分别嵌入在所述ln极轨道盖板和轨道本体内形成的卡接槽中。
9、本实用新型进一步设置,所述ln极轨道盖板和e极轨道盖板相对形成圆孔臂,所述圆孔臂上形成有圆孔。
10、本实用新型进一步设置,所述轨道本体的两侧面形成有若干凹槽,相对应的所述ln极轨道盖板和e极轨道盖板的第二侧面形成有若干与凹槽适配的凸板。
11、本实用新型进一步设置,所述轨道本体的长度为100mm-1000mm。
12、本实用新型的有益效果:轨道由四片注塑件加二次加工组合而成。先将e极轨道盖板扣入轨道本体上,通过内部及侧面多点挂钩连接。将ln极隔板装入轨道本体卡接槽上,再将ln极轨道盖板扣入轨道本体上,通过内部及侧面多点挂钩连接。组装完成后再将多颗螺钉从轨道本体的第二螺钉孔中打入ln极轨道盖板,e极轨道盖板紧固。轨道本体上左右两侧面的下部各设置多个凹槽,ln极轨道盖板和e极轨道盖板下方各设置多个凸板相对应配合以防止ln极轨道盖板和e极轨道盖板下方变形或人力脱开。注塑成型件ln极轨道盖板和e极轨道盖板,通过定制铰刀、专用工装进行铰制加工形成圆孔。
技术特征:1.一种注塑成型轨道,其特征在于,包括轨道本体、设置在轨道本体两侧的ln极轨道盖板和e极轨道盖板,所述ln极轨道盖板与所述轨道本体之间设置有ln极隔板,所述轨道本体、ln极轨道盖板、e极轨道盖板以及ln极隔板为注塑成型。
2.如权利要求1所述的一种注塑成型轨道,其特征在于,所述ln极轨道盖板和e极轨道盖板的第一内侧面形成有内部挂钩,所述内部挂钩沿所述轨道本体的长度方向设置,相对应的所述轨道本体上形成有与内部挂钩适配的钩合件。
3.如权利要求2所述的一种注塑成型轨道,其特征在于,所述钩合件包括左侧板、右侧板以及设置在左侧板和右侧板之间的钩合板,所述钩合板与钩合件所在的安装面具有一定间隙。
4.如权利要求1所述的一种注塑成型轨道,其特征在于,所述ln极轨道盖板和e极轨道盖板的第二内侧面形成有底部挂钩,相对应的所述轨道本体的两侧面形成有钩槽与所述底部挂钩适配安装。
5.如权利要求1所述的一种注塑成型轨道,其特征在于,所述ln极轨道盖板和e极轨道盖板的第一侧面上还设置有第一螺钉孔,所述轨道本体上形成有第二螺钉孔,所述第二螺钉孔沿所述轨道本体的高度方向贯穿设置,所述ln极轨道盖板和e极轨道盖板通过第一螺钉孔配合轨道本体的第二螺钉孔以螺钉的方式连接轨道本体。
6.如权利要求1所述的一种注塑成型轨道,其特征在于,所述ln极隔板上形成有第一卡接脚和第二卡接脚,所述第一卡接脚和第二卡接脚分别嵌入在所述ln极轨道盖板和轨道本体内形成的卡接槽中。
7.如权利要求1所述的一种注塑成型轨道,其特征在于,所述ln极轨道盖板和e极轨道盖板相对形成圆孔臂,所述圆孔臂上形成有圆孔。
8.如权利要求1所述的一种注塑成型轨道,其特征在于,所述轨道本体的两侧面形成有若干凹槽,相对应的所述ln极轨道盖板和e极轨道盖板的第二侧面形成有若干与凹槽适配的凸板。
9.如权利要求1所述的一种注塑成型轨道,其特征在于,所述轨道本体的长度为100mm-1000mm。
技术总结本技术为一种注塑成型轨道,包括轨道本体、LN极轨道盖板和E极轨道盖板,LN极轨道盖板与轨道本体之间设置有LN极隔板,轨道本体、LN极轨道盖板、E极轨道盖板以及LN极隔板为注塑成型。本技术中轨道由四片注塑件加二次加工组合而成。先将E极轨道盖板扣入轨道本体上,通过内部及侧面多点挂钩连接。将LN极隔板装入轨道本体卡接槽上,再将LN极轨道盖板扣入轨道本体上,通过内部及侧面多点挂钩连接。组装完成后再将多颗螺钉从轨道本体的第二螺钉孔中打入LN极轨道盖板,E极轨道盖板紧固。轨道本体上左右两侧面的下部各设置多个凹槽,LN极轨道盖板和E极轨道盖板下方各设置多个凸板相对应配合以防止LN极轨道盖板和E极轨道盖板下方变形或人力脱开。技术研发人员:王振华受保护的技术使用者:浙江博威模具有限公司技术研发日:20240126技术公布日:2024/12/12本文地址:https://www.jishuxx.com/zhuanli/20241216/349919.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表