一种顶料防粘黏的内镜壳模具的制作方法
- 国知局
- 2024-12-26 16:44:26
本技术涉及注塑模具,特别涉及一种顶料防粘黏的内镜壳模具。
背景技术:
1、注塑模具是一种用于生产塑胶制品的工具,其作用是赋予塑胶制品完整的结构和精确的尺寸,它由模具基座、模芯、模腔、导板、顶出机构、冷却系统等部分组成,每个部分都有其特定的功能和作用,注塑模具具有高精度、高效率、适合大规模生产、可生产复杂结构的塑料制品、成型周期短、生产成本相对较低等优势,广泛应用于汽车零部件、家电、日常用品、医疗器械、工业零部件等领域。
2、现有的注塑模具,其内注塑的模件冷却时,因顶针与冷却流道之间存在阻挡,进而使得顶针顶部的模件部分,在高效率生产冷却时间短的情况下存在冷却不佳的问题,进而容易存在顶料时的粘黏,为此,我们提出一种顶料防粘黏的内镜壳模具。
技术实现思路
1、本实用新型的主要目的在于提供一种顶料防粘黏的内镜壳模具,可以有效解决背景技术中的问题。
2、为实现上述目的,本实用新型采取的技术方案为:
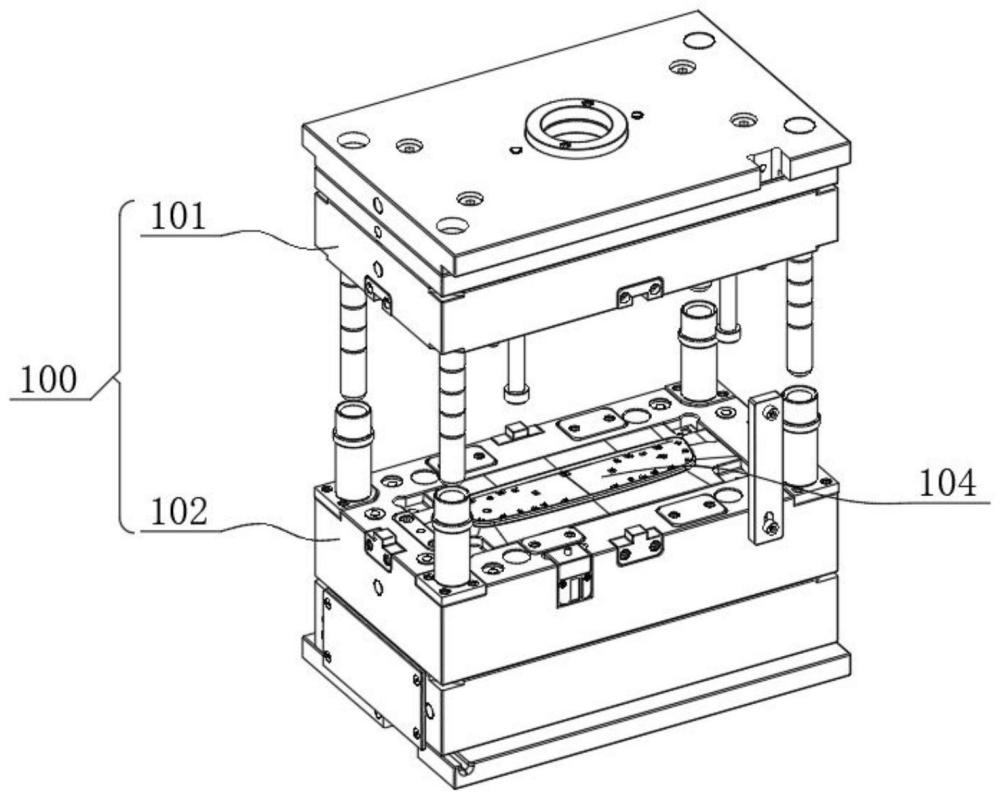
3、一种顶料防粘黏的内镜壳模具,包括注塑模具和防粘黏组件,所述注塑模具包括上下端的上模块和下模块、以及上模块和下模块上分别对应安装的上型腔和下型腔,所述防粘黏组件包括下型腔和下模块内对应开设的多组顶针腔,以及顶针腔内均活动安装的顶针,所述顶针中央处还均贯穿开设有安装孔,所述安装孔内还均活动安装有加固柱,所述加固柱顶部还均固定安装有顶板,所述顶针腔顶部下型腔中均开设有匹配口,且匹配口为t字柱形结构,所述匹配口外侧下型腔内还开设有水冷流道。
4、优选的,所述顶板和加固柱与匹配口之间相匹配,且顶板为圆板形结构。
5、优选的,所述防粘黏组件还包括加固柱下部其内贯穿开设的插孔,以及插孔外侧顶针内开设的螺纹孔。
6、优选的,所述防粘黏组件还包括顶针中螺纹孔和插孔内均活动安装的内六角螺丝。
7、优选的,所述注塑模具还包括上型腔和下型腔之间注塑的内镜壳模件。
8、与现有技术相比,本实用新型具有如下有益效果:
9、本实用新型中,下型腔内顶针腔顶部开设的匹配口,可使得匹配口内的顶板距底部水冷流道厚度与水冷流道和顶部内镜壳模件之间的厚度相差无几,进而使得水冷流道可对顶板上部内镜壳模件的部分进行良好的冷却,从而避免常规顶针顶部阻挡水冷流道而出现冷却不佳造成出料中粘黏的问题,同时,顶针顶部大尺寸的顶板,也可在顶出较薄的内镜壳模件出料时,具有较大的受力面积,从而以减小内镜壳模件出料时顶料位置变形的问题。
技术特征:1.一种顶料防粘黏的内镜壳模具,包括注塑模具(100)和防粘黏组件(200),所述注塑模具(100)包括上下端的上模块(101)和下模块(102)、以及上模块(101)和下模块(102)上分别对应安装的上型腔(103)和下型腔(104),其特征在于,所述防粘黏组件(200)包括下型腔(104)和下模块(102)内对应开设的多组顶针腔(201),以及顶针腔(201)内均活动安装的顶针(202),所述顶针(202)中央处还均贯穿开设有安装孔(203),所述安装孔(203)内还均活动安装有加固柱(204),所述加固柱(204)顶部还均固定安装有顶板(205),所述顶针腔(201)顶部下型腔(104)中均开设有匹配口(206),且匹配口(206)为t字柱形结构,所述匹配口(206)外侧下型腔(104)内还开设有水冷流道(207)。
2.根据权利要求1所述的一种顶料防粘黏的内镜壳模具,其特征在于,所述顶板(205)和加固柱(204)与匹配口(206)之间相匹配,且顶板(205)为圆板形结构。
3.根据权利要求1所述的一种顶料防粘黏的内镜壳模具,其特征在于,所述防粘黏组件(200)还包括加固柱(204)下部其内贯穿开设的插孔(208),以及插孔(208)外侧顶针(202)内开设的螺纹孔(209)。
4.根据权利要求1所述的一种顶料防粘黏的内镜壳模具,其特征在于,所述防粘黏组件(200)还包括顶针(202)中螺纹孔(209)和插孔(208)内均活动安装的内六角螺丝(210)。
5.根据权利要求1所述的一种顶料防粘黏的内镜壳模具,其特征在于,所述注塑模具(100)还包括上型腔(103)和下型腔(104)之间注塑的内镜壳模件(105)。
技术总结本技术公开了一种顶料防粘黏的内镜壳模具,包括注塑模具和防粘黏组件,所述注塑模具包括上下端的上模块和下模块、以及上模块和下模块上分别对应安装的上型腔和下型腔。本技术所述的一种顶料防粘黏的内镜壳模具,下型腔内顶针腔顶部开设的匹配口,可使得匹配口内的顶板距底部水冷流道厚度与水冷流道和顶部内镜壳模件之间的厚度相差无几,进而使得水冷流道可对顶板上部内镜壳模件的部分进行良好的冷却,从而避免常规顶针顶部阻挡水冷流道而出现冷却不佳造成出料中粘黏的问题,同时,顶针顶部大尺寸的顶板,也可在顶出较薄的内镜壳模件出料时,具有较大的受力面积,从而以减小内镜壳模件出料时顶料位置变形的问题。技术研发人员:张开何,陈爱邦,陈爱平受保护的技术使用者:佛山市晫尔模具有限公司技术研发日:20240428技术公布日:2024/12/12本文地址:https://www.jishuxx.com/zhuanli/20241216/351152.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表