一种薄壁盘类零件的车削加工方法与流程
- 国知局
- 2025-01-10 13:24:46
本发明属于薄壁零件车削加工,尤其是涉及一种薄壁盘类零件的车削加工方法。
背景技术:
1、在机械加工领域,部分薄壁盘类零件在加工中极易发生变形,如图1所示,此类零件由一体成型的圆筒体1和环形盘体2组成,圆筒体筒孔孔径较大,而孔壁厚度t1最小可为1.5mm,环形盘体的壁厚t2最小可为1.5mm,一般环形盘体有较为严格的平面度要求和对筒孔的垂直度要求。车削加工此类零件时夹持圆筒体1会产生较大的夹紧应力,加工后应力释放造成零件变形,导致零件椭圆、厚度不均、尺寸技术要求超差。
技术实现思路
1、本发明公开了一种薄壁盘类零件的车削加工方法,此方法采用特殊定位夹持方式和加长结构,通过改变车削方法和切断方式,有效减少了零件的变形量,可以保证薄壁盘类零件的尺寸公差和相关技术要求。技术方案具体如下:
2、一种薄壁盘类零件的车削加工方法,所述薄壁盘类零件由一体成型的圆筒体和环形盘体组成,环形盘体位于圆筒体轴向中部,加工方法包括:
3、s1:粗车初坯体
4、将圆棒毛坯粗车成初坯体,所述初坯体包括一体连接组成的加长部和零件部,其中零件部具有与薄壁盘类零件最终成品的形状相仿的圆筒体和环形盘体,零件部的圆筒体一端沿轴向一体延伸而成同规格的加长部的加长筒体,加长筒体在其远离零件部的筒口端形成有封堵筒口的定位盖体,定位盖体整体与筒体轴心线相垂直,定位盖体的中心开设有定位孔;加长筒体、零件部圆筒体和环形盘体均预留相对于薄壁盘类零件最终成品的相应部位多余的精加工余量;
5、s2:装夹零件
6、采用阶梯芯轴装夹初坯体的加长部,阶梯芯轴包括芯轴本体,芯轴本体轴向一端依次一体形成有同轴心的挡肩盘体和定位轴体,定位轴体的端面轴心开设有螺接孔;定位轴体嵌入定位孔内,紧固螺栓穿经垫片后与定位轴体的螺接孔螺接锁紧固定,并由垫片与挡肩盘体将定位盖体夹紧固定;
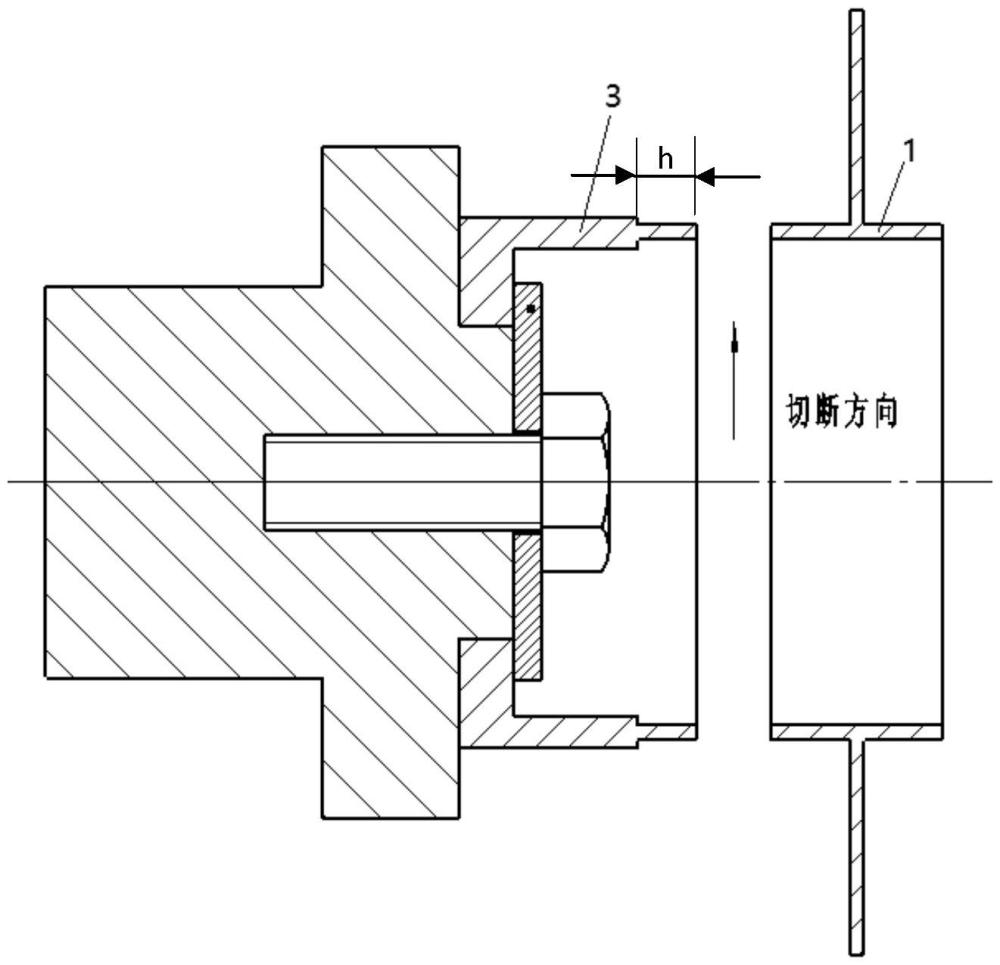
7、s3:精车零件、切断
8、在初坯体的零件部上完成圆筒体和环形盘体的精车加工,并且在加长筒体上多加工出一段与圆筒体同样规格的预留段;然后,用车槽刀从筒体内部在薄壁盘类零件与预留段交界处缓慢进行切断,完成零件加工。
9、进一步,s1中,圆棒毛坯的轴向长度至少两倍于薄壁盘类零件的圆筒体轴向长度。
10、进一步,定位孔与由加长筒体和零件部的圆筒体一体连接组成的总筒体同轴心。
11、进一步,s1中,零件部圆筒体和环形盘体均预留相对于薄壁盘类零件的相应部位多0.3mm~0.5mm的精加工余量。
12、进一步,s2中,锁紧时采用力矩扳手进行,保证夹紧力一致。
13、进一步,阶梯芯轴的芯轴本体由车床夹持。
14、进一步,s3中,预留段的轴向长度是圆筒体轴向长度的三分之一以上
15、进一步,s3中,切断时预留合适的余量,防止薄壁盘类零件直接掉落,最后将v用手轻轻掰断取下。
16、进一步,定位盖体的厚度大于等于加长筒体的壁厚。
17、本发明解决了此类零件车削加工变形、尺寸技术要求无法保证的问题,方法设计巧妙,成本低廉,工艺简单、操作方便、对操作者技能要求低,加工质量稳定;采用以上的定位装夹方式的车削加工方法,可使薄壁盘类零件的薄壁圆筒体不受夹盘夹持所产生的夹紧力,有效避免受力不均造成的零件变形。此种装夹方式所用夹具制作简单,成本低廉,配合采用的车削加工方法操作方便,加工后零件尺寸公差稳定,技术要求能够得到保证。该方法适用于所有类似结构的薄壁盘类零件的车削加工,可根据零件外形尺寸不同调整阶梯芯轴及工装附件的大小。
技术特征:1.一种薄壁盘类零件的车削加工方法,其特征在于,所述薄壁盘类零件由一体成型的圆筒体和环形盘体组成,环形盘体位于圆筒体轴向中部,加工方法包括:
2.如权利要求1所述的一种薄壁盘类零件的车削加工方法,其特征在于,s1中,圆棒毛坯的轴向长度至少两倍于薄壁盘类零件的圆筒体轴向长度。
3.如权利要求1所述的一种薄壁盘类零件的车削加工方法,其特征在于,定位孔与由加长筒体和零件部的圆筒体一体连接组成的总筒体同轴心。
4.如权利要求1所述的一种薄壁盘类零件的车削加工方法,其特征在于,s1中,零件部圆筒体和环形盘体均预留相对于薄壁盘类零件的相应部位多0.3mm~0.5mm的精加工余量。
5.如权利要求1所述的一种薄壁盘类零件的车削加工方法,其特征在于,s2中,锁紧时采用力矩扳手进行,保证夹紧力一致。
6.如权利要求1所述的一种薄壁盘类零件的车削加工方法,其特征在于,阶梯芯轴的芯轴本体由车床夹持。
7.如权利要求1所述的一种薄壁盘类零件的车削加工方法,其特征在于,s3中,预留段的轴向长度是圆筒体轴向长度的三分之一以上。
8.如权利要求1所述的一种薄壁盘类零件的车削加工方法,其特征在于,s3中,切断时预留合适的余量,防止薄壁盘类零件直接掉落,最后将v用手轻轻掰断取下。
9.如权利要求1所述的一种薄壁盘类零件的车削加工方法,其特征在于,定位盖体的厚度大于等于加长筒体的壁厚。
技术总结本发明提供了一种薄壁盘类零件的车削加工方法,所述薄壁盘类零件由一体成型的圆筒体和环形盘体组成,环形盘体位于圆筒体轴向中部,加工方法包括:S1:粗车初坯体;S2:装夹零件,采用阶梯芯轴装夹初坯体的加长部;S3:精车零件、切断。本发明设计巧妙,成本低廉,工艺简单、操作方便、对操作者技能要求低,加工质量稳定;可使薄壁盘类零件的薄壁圆筒体不受夹盘夹持所产生的夹紧力,有效避免受力不均造成的零件变形;所用夹具制作简单,成本低廉,配合采用的车削加工方法操作方便,加工后零件尺寸公差稳定,技术要求能够得到保证;适用于所有类似结构的薄壁盘类零件的车削加工,可根据零件外形尺寸不同调整阶梯芯轴及工装附件的大小。技术研发人员:白瑞金,刘晶晶,高雪飞,高立男,高立龙受保护的技术使用者:中国航发长春控制科技有限公司技术研发日:技术公布日:2025/1/6本文地址:https://www.jishuxx.com/zhuanli/20250110/352972.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表