一种超级双相不锈钢S32760大壁厚棒材的锻造工艺的制作方法
- 国知局
- 2025-01-10 13:24:30
本发明涉及双相不锈钢棒材锻造,具体涉及一种超级双相不锈钢s32760大壁厚棒材的锻造工艺。
背景技术:
1、双相不锈钢是一种特殊类型的不锈钢,由铁素体和奥氏体两相构成,其性能结合了两相的不同优点,因而双相不锈钢在保持高强度的条件下,还具有优于奥氏体不锈钢的耐氯离子和晶间腐蚀性能和优于铁素体不锈钢低温冲击韧性,已被广泛应用于石油化工、海洋船舶、核电、食品等领域。
2、如授权公告号为cn105689613b,授权公告日为20171107的一种适用于超级双相不锈钢棒材的特种锻造方法。本发明利用充分利用了径锻机和快锻机各自的优缺点,并结合超级双相不锈钢的特性,独创了一种新的超级双相不锈钢棒材特种锻造方法。该方法以钢锭为原料,依次包括如下工序:径锻快锻联合开坯、径锻成材、空冷以及固溶处理。采用该工艺锻造的超级双相不锈钢棒材成品收得材率高(锻造成材率比原有方法提高5%以上),生产效率高,能源消耗低,发明可以将截面为(200-700)×(200-700)mm的方形或多边形钢锭锻造成φ60-400mm的棒材。
3、,s32760超级双相不锈钢是其中pren≥40的一类双相不锈钢,其中含有大量的cr、mo、n元素和少量的w和cu元素,进一步提高材料的耐腐蚀性,可适用于深海等苛刻的服役环境。但也提高了σ等脆性析出相的形成温度,容易造成锻造开裂,或是材料低温冲击韧能较低,同时大型锻件在锻造过程中容易出现锻件表面和心部温度差异较大、变形不均匀的现象,降低材料的性能,有鉴于此,亟需设计一种超级双相不锈钢s32760大壁厚棒材的锻造工艺解决上述问题。
技术实现思路
1、本发明的目的是提供一种超级双相不锈钢s32760大壁厚棒材的锻造工艺,以解决现有技术中的上述不足之处。
2、为了实现上述目的,本发明提供如下技术方案:
3、一种超级双相不锈钢s32760大壁厚棒材的锻造工艺,包括以下步骤:
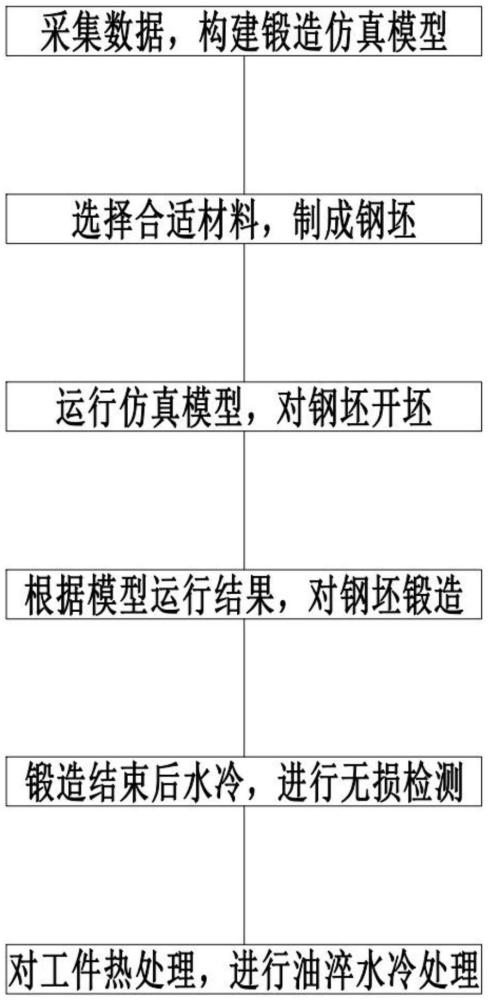
4、s1.采集数据,构建锻造仿真模型:采集以往锻造数据,通过有限元技术构建锻造仿真模型;
5、s2.选择合适材料,制成钢坯:根据待锻造棒材加工需求选择材料,并对材料进行熔融,熔融的过程中材料会被氧化并形成电渣,对电渣进行冷却、固化处理,得到棒状钢坯;
6、s3.运行仿真模型,对钢坯开坯:根据待锻造棒材加工需求,向仿真模型输入参数,后运行仿真模型,得到仿真数据,仿真结束后,对钢坯进行预热处理;
7、s4.根据模型运行结果,对钢坯锻造:对仿真数据进行最优分析,得到模型运行的最优结果,将预热的钢坯放入锻造加热设备中,后续开启锻造加热设备进行锻造处理;
8、s5.锻造结束后水冷,进行无损检测:锻造结束后,得到棒材,后对棒材进行无损检测;
9、s6.对工件热处理,进行油淬水冷处理:检测结束后,将棒材送入热处理设备中进行热处理,后续通过油淬、水淬进行降温处理,得到处理好的棒材。
10、进一步地,所述步骤s1中以往锻造数据为车间以往生产棒材的锻造数据,所述步骤s1中有限元技术采用poligonsoft仿真软件。
11、进一步地,所述步骤s2中材料选用及其百分比如下:c:≤0.03%,mn:≤1.00%,p:≤0.03%,s:≤0.01%,si:≤1.00%,cr:24.00-26.00%,ni:6.0-8.0%,mo:3.0-4.0%,cu:0.5-1.0%,w:0.5-1.0%,n:0.20-0.30%,其余元素为fe和其他残余元素。
12、进一步地,所述步骤s3中仿真模型运行次数为3-5次,所述步骤s3中钢坯预热温度为900-1100℃。
13、进一步地,所述步骤s4锻造过程中装炉温度≤300℃、升温速率≤100℃/h、锻温度1220℃、始锻温度≥1120℃、终锻温度≥950℃,所述步骤s4锻造过程中依据仿真模型最优结果进行锻造。
14、进一步地,所述步骤s4锻造过程中分为三步,且具体如下:
15、(1)第一火:墩粗,锻造比>1.5回炉保温不低于1.5h;
16、(2)第二火:拔长,锻造比>1.5回炉保温不低于1.5h;
17、(3)第三火:拔长并滚圆,锻造比>1.5,空冷。
18、进一步地,所述步骤s4锻造过程中需要将砧座等工装预热,所述步骤s4锻造过程中每火次锻造比≥1.5。
19、进一步地,所述步骤s5中无损检测包括超声波检测、光学检测、涡流检测三种检测方式。
20、进一步地,所述步骤s6中热处理为淬火处理,且淬火次数为三次,所述第一次淬火选用水冷,第二次淬火选用油淬,第三次淬火选用水冷,且炉转移至淬火槽时间不超过60s。
21、进一步地,所述步骤s6热处理过程淬火升温速率≤200℃/h,升温至1100-1140℃,保温时间≥5h。
22、在上述技术方案中,本发明提供的一种超级双相不锈钢s32760大壁厚棒材的锻造工艺,有益效果为:
23、(1)本发明通过预热砧座以及锻造过程中的每一步控温,延缓锻件内外温差,锻件开裂倾向减小,表面无明显锻造裂纹产生;保证终锻温度≥950℃,增大锻造比,细化晶粒,ut检测无缺陷;另外控制淬火时的转移速度,组织中无σ脆性相产生。采用该工艺生产的直径260圆的s32760圆棒,均无开裂现象,热处理后锻件的t/4、t/2的横纵向低温冲击均超过100j,横向的点腐蚀性能合格。
24、(2)本发明所设计的锻造工艺增加了仿真模拟环节,可以通过模拟仿真的最优结果对钢坯进行锻造,降低了锻造过程中出错的几率,能够保证棒材成型后的质量。
25、(3)本发明所设计的锻造工艺通过三次淬火可以提高棒材的强度等机械性能,同时进行的油淬、水淬处理,可以显著提高棒材的韧性、刚度等性能。
技术特征:1.一种超级双相不锈钢s32760大壁厚棒材的锻造工艺,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种超级双相不锈钢s32760大壁厚棒材的锻造工艺,其特征在于,所述步骤s1中以往锻造数据为车间以往生产棒材的锻造数据,所述步骤s1中有限元技术采用poligonsoft仿真软件。
3.根据权利要求1所述的一种超级双相不锈钢s32760大壁厚棒材的锻造工艺,其特征在于,所述步骤s2中材料选用及其百分比如下:c:≤0.03%,mn:≤1.00%,p:≤0.03%,s:≤0.01%,si:≤1.00%,cr:24.00-26.00%,ni:6.0-8.0%,mo:3.0-4.0%,cu:0.5-1.0%,w:0.5-1.0%,n:0.20-0.30%,其余元素为fe和其他残余元素。
4.根据权利要求1所述的一种超级双相不锈钢s32760大壁厚棒材的锻造工艺,其特征在于,所述步骤s3中仿真模型运行次数为3-5次,所述步骤s3中钢坯预热温度为900-1100℃。
5.根据权利要求1所述的一种超级双相不锈钢s32760大壁厚棒材的锻造工艺,其特征在于,所述步骤s4锻造过程中装炉温度≤300℃、升温速率≤100℃/h、锻温度1220℃、始锻温度≥1120℃、终锻温度≥950℃,所述步骤s4锻造过程中依据仿真模型最优结果进行锻造。
6.根据权利要求1所述的一种超级双相不锈钢s32760大壁厚棒材的锻造工艺,其特征在于,所述步骤s4锻造过程中分为三步,且具体如下:
7.根据权利要求1所述的一种超级双相不锈钢s32760大壁厚棒材的锻造工艺,其特征在于,所述步骤s4锻造过程中需要将砧座等工装预热,所述步骤s4锻造过程中每火次锻造比≥1.5。
8.根据权利要求1所述的一种超级双相不锈钢s32760大壁厚棒材的锻造工艺,其特征在于,所述步骤s5中无损检测包括超声波检测、光学检测、涡流检测三种检测方式。
9.根据权利要求1所述的一种超级双相不锈钢s32760大壁厚棒材的锻造工艺,其特征在于,所述步骤s6中热处理为固溶处理、淬火处理,且淬火次数为三次,所述第一次淬火选用水冷,第二次淬火选用油淬,第三次淬火选用水冷,且炉转移至淬火槽时间不超过60s,所述固溶时以≥150℃/h的速度升温至1100-1140℃进行固溶处理。
10.根据权利要求1所述的一种超级双相不锈钢s32760大壁厚棒材的锻造工艺,其特征在于,所述步骤s6热处理过程淬火升温速率≤200℃/h,升温至1100-1140℃,保温时间≥5h。
技术总结本发明涉及双相不锈钢棒材锻造技术领域,具体涉及一种超级双相不锈钢S32760大壁厚棒材的锻造工艺,包括以下步骤:S1.采集数据,构建锻造仿真模型:采集以往锻造数据,通过有限元技术构建锻造仿真模型;S2.选择合适材料,制成钢坯:根据待锻造棒材加工需求选择材料,并对材料进行熔融;本发明通过预热砧座以及锻造过程中的每一步控温,延缓锻件内外温差,锻件开裂倾向减小,表面无明显锻造裂纹产生;保证终锻温度≥950℃,增大锻造比,细化晶粒,UT检测无缺陷;另外控制淬火时的转移速度,组织中无σ脆性相产生。采用该工艺生产的直径260圆的S32760圆棒,均无开裂现象,热处理后锻件的T/4、T/2的横纵向低温冲击均超过100J,横向的点腐蚀性能合格。技术研发人员:崔力云,赵钦兰,孙希,钱喜根,刘恒,罗锐受保护的技术使用者:江苏孚杰高端装备制造(集团)股份有限公司技术研发日:技术公布日:2025/1/6本文地址:https://www.jishuxx.com/zhuanli/20250110/352944.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表