铝箔表面质量检测装置及检测方法与流程
- 国知局
- 2025-01-10 13:33:55
本发明适用于铝箔检测,尤其涉及一种铝箔表面质量检测装置及检测方法。
背景技术:
1、随着技术的发展,在追求快充及高能量密度电池时代,由于铝箔表面质量不佳而导致电池在涂布阶段涂布不均匀性及不同程度打皱,极大的降低了生产效率及质量,对正极集流体铝箔表面真实质量的要求日趋严峻,迫切需要对铝箔表面质量量化标准,因此对铝箔表面各类缺陷,包括波浪、串泡、塌边、褶皱、粗糙度等表面缺陷,需提供一种量化标准。
2、然而,目前铝箔表面质量检测方法主要通过离线板形仪进行激光单点测距检测,并对距离极值进行极差求解,得出单点极值代替铝箔表面整体质量,该测试方法无法对铝箔表面整体质量进行测量并量化结果,检测效率低且检测准确率低。
3、因此,亟需一种新的铝箔表面质量检测装置及检测方法,解决上述技术问题。
技术实现思路
1、本发明提供一种铝箔表面质量检测装置及检测方法,旨在提高铝箔表面缺陷检查的效率和准确率。
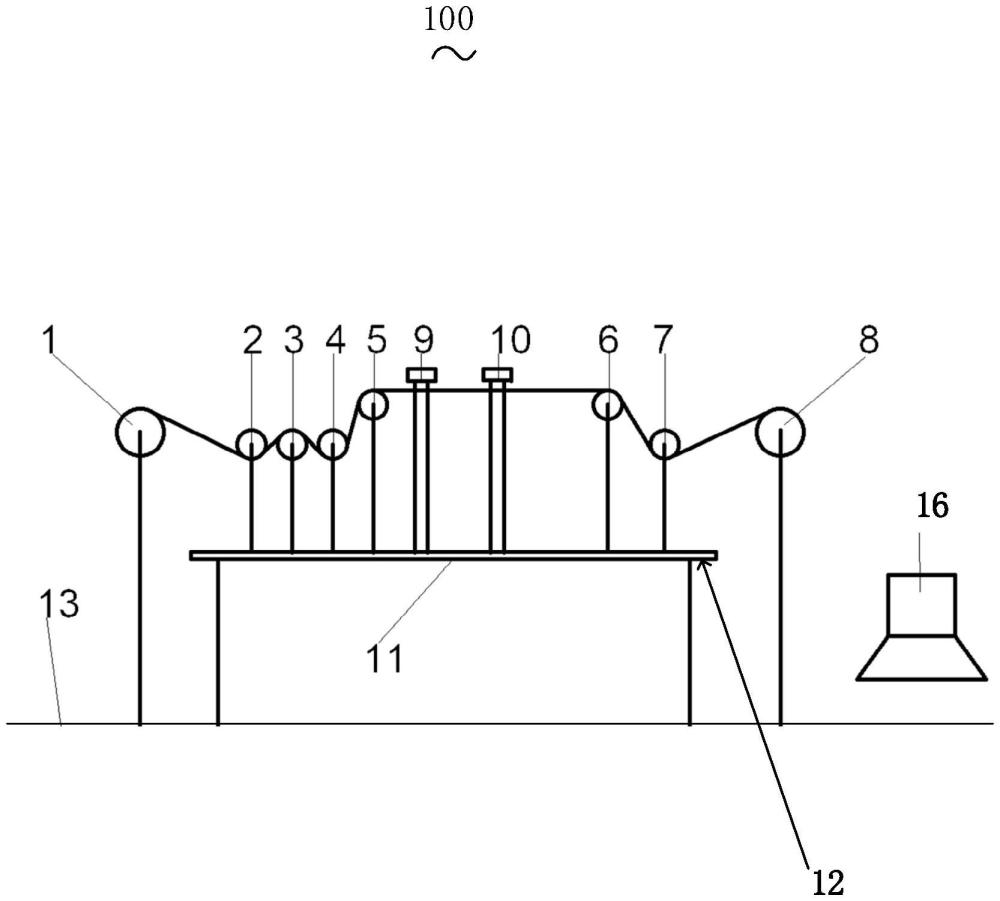
2、第一方面,一种铝箔表面质量检测装置,所述铝箔表面质量检测装置包括依次设置的放卷辊、检测平台以及收卷辊,所述放卷辊用于放置待检测的铝箔卷材,所述检测平台用于对所述铝箔卷材进行质量检测,所述收卷辊用于对经所述检测平台检测后的所述铝箔卷材进行收卷;
3、所述检测平台包括测试台和依次设置于所述测试台上的第一偏导辊、输送辊、张力辊、第一平衡辊、第二平衡辊、第二偏导辊、以及设置于所述第一平衡辊和所述第二平衡辊之间的线阵扫描仪;所述第一偏导辊设置于所述测试台靠近所述放卷辊的一侧,所述第二偏导辊设置于所述测试台靠近所述偏导辊的一侧;所述线阵扫描仪与所述测试台通信连接,所述线阵扫描仪用于对所述铝箔卷材进行纵向扫描以采集铝箔表面数据,并将所述铝箔表面数据传输至所述测试台进行质量检测。
4、优选地,所述张力辊对所述铝箔卷材施加的张力为0.69kgf/mm2。
5、优选地,所述线阵扫描仪包括相互间隔的第一线阵扫描仪和第二线阵扫描仪,所述第一线阵扫描仪和所述第二线阵扫描仪依次设置于所述第一平衡辊和所述第二平衡辊之间。
6、优选地,所述第一平衡辊和所述第二平衡辊之间的距离为1.5m。
7、优选地,所述测试台包括第一导轨和第二导轨,所述第一导轨和所述第二导轨的高度相同,且所述第一导轨位于所述第二导轨的内侧,所述第一偏导辊、所述输送辊、所述张力辊设置于所述第一导轨,所述第一平衡辊和所述第二平衡辊设置于所述第二导轨。
8、优选地,所述放卷辊的高度和所述收卷辊的高度大于所述第一偏导辊的高度、所述输送辊的高度、所述张力辊的高度以及所述第二偏导辊的高度,所述第一平衡辊和所述第二平衡辊的高度大于所述放卷辊的高度和所述收卷辊的高度。
9、第二方面,本发明还提供一种铝箔表面质量检测方法,所述铝箔表面质量检测方法基于如上述实施例任一项所述的铝箔表面质量检测装置,所述铝箔表面质量检测方法包括以下步骤:
10、s1、将待检测的铝箔卷材放置于所述铝箔表面质量检测装置上,使得待检测的铝箔卷材由所述放卷辊至所述收卷辊之间进行匀速运动;
11、s2、通过张力辊对所述铝箔卷材施加张力以消除所述铝箔卷材的内应力;
12、s3、通过所述线阵扫描仪对所述铝箔卷材进行纵向扫描,得到铝箔表面数据;
13、s4、通过测试台获取所述铝箔表面数据,并根据铝箔表面数据进行质量检测,得到铝箔质量检测结果。
14、优选地,步骤s3中,在对所述铝箔卷材进行纵向扫描前,先判断线阵扫描仪的误差是否超过预设阈值,若是,则对所述线阵扫描仪进行误差校准。
15、优选地,步骤s3中,所述线阵扫描仪对所述铝箔表面数据进行采集满足如下条件:
16、
17、δh=h(t)-h-(d);
18、
19、其中,t表示总时间;l表示所述铝箔卷材的检测距离;v表示铝箔卷材的纵向移动速度;δh表示所述铝箔卷材在时刻t时的纵向高度差;h(t)表示在时刻t时所述线阵扫描仪到所述铝箔卷材的距离;h表示所述线阵扫描仪到所述第一平衡辊的距离;d表示铝箔厚度;h(average)表示所述铝箔卷材的纵向高度均值;f表示所述线阵扫描仪的工作频率;w(x)表示所述铝箔卷材在宽度方向坐标为x下的所述铝箔表面数据。
20、优选地,步骤s3中,所述预设阈值满足:
21、m=p*l*l(x)*d;
22、
23、其中,m表示所述铝箔卷材的重量,p表示铝箔密度常数,l(x)表示所述铝箔卷材的宽度,g表示重力加速度常数,f表示所述张力辊施加张力,α表示所述铝箔卷材的重力与张力t之间的角度,h′表示所述预设阈值。
24、与现有技术相比,本发明通过铝箔表面质量检测装置,包括依次设置的放卷辊、检测平台以及收卷辊,放卷辊用于放置待检测的铝箔卷材,检测平台用于对铝箔卷材进行质量检测,收卷辊用于对检测后的铝箔卷材进行收集;依次设置于检测平台的第一偏导辊、输送辊、张力辊、第一平衡辊、第二平衡辊以及第二偏导辊,第一偏导辊设置于靠近放卷辊的一侧,第二偏导辊设置于靠近偏导辊的一侧;设置于第一平衡辊和第二平衡辊之间的线阵扫描仪,线阵扫描仪用于对铝箔卷材进行纵向扫描以采集铝箔表面数据,并将铝箔表面数据传输至检测平台进行质量检测。本发明对铝箔表面缺陷检查的效率更高和准确率更高,提高了铝箔的生产质量。
技术特征:1.一种铝箔表面质量检测装置,所述铝箔表面质量检测装置包括依次设置的放卷辊、检测平台以及收卷辊,所述放卷辊用于放置待检测的铝箔卷材,所述检测平台用于对所述铝箔卷材进行质量检测,所述收卷辊用于对经所述检测平台检测后的所述铝箔卷材进行收卷;其特征在于,
2.如权利要求1所述的铝箔表面质量检测装置,其特征在于,所述张力辊对所述铝箔卷材施加的张力为0.69kgf/mm2。
3.如权利要求1所述的铝箔表面质量检测装置,其特征在于,所述线阵扫描仪包括相互间隔的第一线阵扫描仪和第二线阵扫描仪,所述第一线阵扫描仪和所述第二线阵扫描仪依次设置于所述第一平衡辊和所述第二平衡辊之间。
4.如权利要求1所述的铝箔表面质量检测装置,其特征在于,所述第一平衡辊和所述第二平衡辊之间的距离为1.5m。
5.如权利要求1所述的铝箔表面质量检测装置,其特征在于,所述测试台包括第一导轨和第二导轨,所述第一导轨和所述第二导轨的高度相同,且所述第一导轨位于所述第二导轨的内侧,所述第一偏导辊、所述输送辊、所述张力辊设置于所述第一导轨,所述第一平衡辊和所述第二平衡辊设置于所述第二导轨。
6.如权利要求1所述的铝箔表面质量检测装置,其特征在于,所述放卷辊的高度和所述收卷辊的高度大于所述第一偏导辊的高度、所述输送辊的高度、所述张力辊的高度以及所述第二偏导辊的高度,所述第一平衡辊和所述第二平衡辊的高度大于所述放卷辊的高度和所述收卷辊的高度。
7.一种铝箔表面质量检测方法,其特征在于,所述铝箔表面质量检测方法基于如权利要求1-6任一项所述的铝箔表面质量检测装置,所述铝箔表面质量检测方法包括以下步骤:
8.如权利要求7所述的铝箔表面质量检测方法,其特征在于,步骤s3中,在对所述铝箔卷材进行纵向扫描前,先判断线阵扫描仪的误差是否超过预设阈值,若是,则对所述线阵扫描仪进行误差校准。
9.如权利要求7所述的铝箔表面质量检测方法,其特征在于,步骤s3中,所述线阵扫描仪对所述铝箔表面数据进行采集满足如下条件:
10.如权利要求8所述的铝箔表面质量检测方法,其特征在于,步骤s3中,所述预设阈值满足:
技术总结本发明提供了一种铝箔表面质量检测装置及方法,铝箔表面质量检测装置包括依次设置的放卷辊、检测平台以及收卷辊;依次设置于检测平台的第一偏导辊、输送辊、张力辊、第一平衡辊、第二平衡辊以及第二偏导辊,第一偏导辊设置于靠近放卷辊的一侧,第二偏导辊设置于靠近偏导辊的一侧;设置于第一平衡辊和第二平衡辊之间的线阵扫描仪,线阵扫描仪用于对铝箔卷材进行纵向扫描以采集铝箔表面数据,并将铝箔表面数据传输至检测平台进行质量检测。与现有技术相比,本发明对铝箔表面缺陷检查的效率更高和准确率更高,提高了铝箔的生产质量。技术研发人员:刘磊,万宝伟,舒竹霞,饶竹贵,王海庆,严梦梦,陈文奡受保护的技术使用者:杭州五星铝业有限公司技术研发日:技术公布日:2025/1/6本文地址:https://www.jishuxx.com/zhuanli/20250110/353940.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。