一种异型金属波纹管安装后变形测量方法与流程
- 国知局
- 2025-01-10 13:34:47
本发明涉及船舶管路系统安装,特别是涉及一种异型金属波纹管安装后变形测量方法。
背景技术:
1、异型金属波纹管主要应用在高温高压的系统中,用于连接泵、压缩机、涡轮机和汽轮机等关键设备,补偿轴向与横向组合位移,隔离设备振动,满足设备管口的受力要求。异型金属波纹管结构紧凑,综合补偿减振能力强,耐压性能好,有较好的抗冲击性能,在系统安装前后对其变形状态的控制是实现上述性能的关键因素。
2、异型金属波纹管安装后的变形技术要求为,弯管出口法兰的外表面到工作进口法兰的中心轴线的距离为la,对比原始测量尺寸,la的变化值为δla≤1mm,工作进口法兰的外表面到弯管出口法兰的中心轴线的距离为lb,对比原始测量尺寸,lb的变化值为δlb≤2mm。异型金属波纹管安装完成后,工作进口法兰的中心轴线和弯管出口法兰的中心轴线均是虚拟线段,不具备测量条件,无法确定异型金属波纹管安装后的变形状态,导致其安装质量和性能无法得到充分保证。
3、因此,在异型金属波纹管安装完成后,如何对其变形状态进行有效测量,从而保证其安装质量和性能,已成为亟待解决的问题。
技术实现思路
1、为了保障在异型金属波纹管安装完成后可以对其变形状态进行有效测量,本发明提出了一种异型金属波纹管安装后变形测量方法。该方法通过测量参数的等效变换和均值测量,解决现阶段异型金属波纹管安装完成后无法对其变形状态进行有效测量的技术问题。
2、本发明解决技术问题所采用的方案是:
3、一种异型金属波纹管安装后变形测量方法,包括以下步骤:
4、步骤1.工作波纹管通过三通接头与平衡波纹管和弯管连接,构成y型结构,各个接口分别设置法兰用于连接;
5、步骤2.在异型金属波纹管安装前,在工作进口法兰、工作出口法兰和平衡出口法兰的外壁上均标记四条测量线,每两条测量线之间间隔90°布置,各个法兰上的测量线互相对齐设置在统一水平线上;
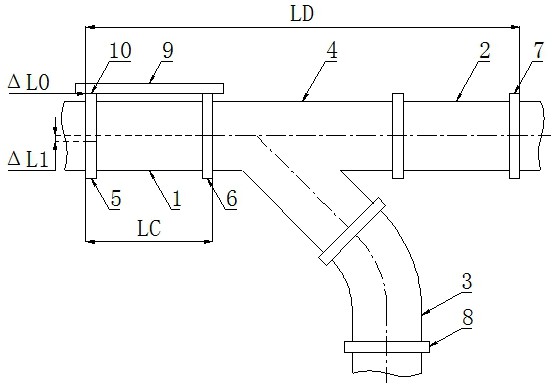
6、步骤3.将标准工装靠近并紧贴于所述工作进口法兰和所述工作出口法兰的上侧外壁,使用塞尺测量所述标准工装与所述工作进口法兰之间的偏移量,记录为原始值l0;测量所述工作进口法兰的外端面到所述工作出口法兰的外端面之间距离,定义为工作波纹管两端法兰间距,记录原始值为lc;测量所述工作进口法兰的外端面到所述平衡出口法兰的外端面之间距离,定义为波纹管总长度,记录原始值为ld;
7、步骤4.按照技术要求的标准安装异型金属波纹管,要求弯管出口法兰与波纹管中心轴间距的变化量δla≤1mm、所述工作进口法兰与所述弯管中心轴间距的变化量δlb≤2mm;
8、步骤5.在异型金属波纹管安装后,将所述标准工装靠近并紧贴于所述工作进口法兰和所述工作出口法兰的上侧外壁,使用所述塞尺再次测量所述标准工装与所述工作进口法兰之间的偏移量,记录为测量值l0′,将测量值l0′与原始值l0作差得出δl0,要求δl0≤1mm,等效于δla≤1mm;
9、步骤6.在异型金属波纹管安装后,以所述工作出口法兰上的测量线为基础,向所述工作进口法兰做延长线,该延长线与所述工作进口法兰上的测量线之间的偏移量为δl1,要求δl1≤1mm,等效于δlb≤2mm;
10、步骤7.在所述工作进口法兰和所述工作出口法兰的外端面周向均布与四条测量线对应的四个测量点,两两一组分别测量其之间的距离,记录为lc1、lc2、lc3、lc4;在所述工作进口法兰和所述平衡出口法兰的外端面周向均布与四条测量线对应的四个测量点,所述工作进口法兰的取点与测量lc时保持一致,两两一组分别测量其之间的距离,记录为ld1、ld2、ld3、ld4;
11、步骤8.将工作波纹管两端法兰间距的测量值lc1、lc2、lc3、lc4分别与原始值lc作差并取平均值得出δlc,要求δlc≤1mm;将波纹管总长度的测量值ld1、ld2、ld3、ld4分别与原始值ld作差并取平均值得出δld,要求δld≤1mm。
12、积极效果:
13、本发明通过塞尺测量异型金属波纹管安装前后标准工装与工作进口法兰之间的偏移量,作差后得出δl0,等效弯管出口法兰与波纹管中心轴间距的变化量δla,通过做工作出口法兰上测量线的延长线,得出与工作进口法兰上测量线之间的偏移量δl1,等效工作进口法兰与弯管中心轴间距的变化量δlb,通过测量工作波纹管两端法兰间距和波纹管总长度获得两组八项测量值,分别与原始值作差并取平均值得出δlc和δld,实现对安装完成后的异型金属波纹管变形状态的有效测量。此方法简化测量工艺,降低测量难度和整改风险,提高整体施工效率,并且此方法操作步骤简单清晰,极大降低了异型金属波纹管的安装控制难度,从而降低施工人员的劳动强度,提高施工安全性。适宜作为一种异型金属波纹管安装后变形测量方法应用。
技术特征:1.一种异型金属波纹管安装后变形测量方法,其特征在于:包括以下步骤:
技术总结本发明提出的是一种异型金属波纹管安装后变形测量方法,通过塞尺测量波纹管安装前后标准工装与工作进口法兰之间的偏移量,作差后得出ΔL0,等效弯管出口法兰与波纹管中心轴间距的变化量ΔLA,通过做工作出口法兰上测量线的延长线,得出与工作进口法兰上测量线之间的偏移量ΔL1,等效工作进口法兰与弯管中心轴间距的变化量ΔLB,通过测量工作波纹管两端法兰间距和波纹管总长度获得两组八项测量值,分别与原始值作差并取平均值得出ΔLC和ΔLD,实现对安装完成后的异型金属波纹管变形状态的有效测量。此方法简化测量工艺,降低测量难度和整改风险,提高施工效率,并且操作步骤简单,降低了波纹管的安装难度,从而降低施工人员的劳动强度,提高施工安全性。技术研发人员:白光道,李启明,蒋德民,李思恒,李文修,李梦洋,邓超受保护的技术使用者:中国船舶集团渤海造船有限公司技术研发日:技术公布日:2025/1/6本文地址:https://www.jishuxx.com/zhuanli/20250110/354002.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。