一种基于极片厚度预测的辊压控制方法、设备及介质与流程
- 国知局
- 2025-01-10 13:36:59
本发明实施例涉及极片制作,尤其涉及一种基于极片厚度预测的辊压控制方法、设备及介质。
背景技术:
1、随着动力电池技术的发展,人们对动力电池的极片的要求越来越高。现有的极片一般通过辊压制作。辊压是极片成型前最重要的一个工艺。无论是在理论上,还是实际生产中,都会存在大量的可改进项。带拉升功能的辊压,减少极片褶皱。热辊压,减少极片反弹,增强电池性能。带弯曲的辊压,更大程度上控制极片厚度的一致性等。现有的极片制作方法制成的极片存在厚度不一致的问题,影响极片厚度的一次优率。
技术实现思路
1、本发明实施例提供一种基于极片厚度预测的辊压控制方法、设备及介质,以解决现有的极片制作方法制成的极片存在厚度不一致,影响极片厚度的一次优率的问题。
2、为实现上述技术问题,本发明采用以下技术方案:
3、本发明实施例提供了一种基于极片厚度预测的辊压控制方法,包括:
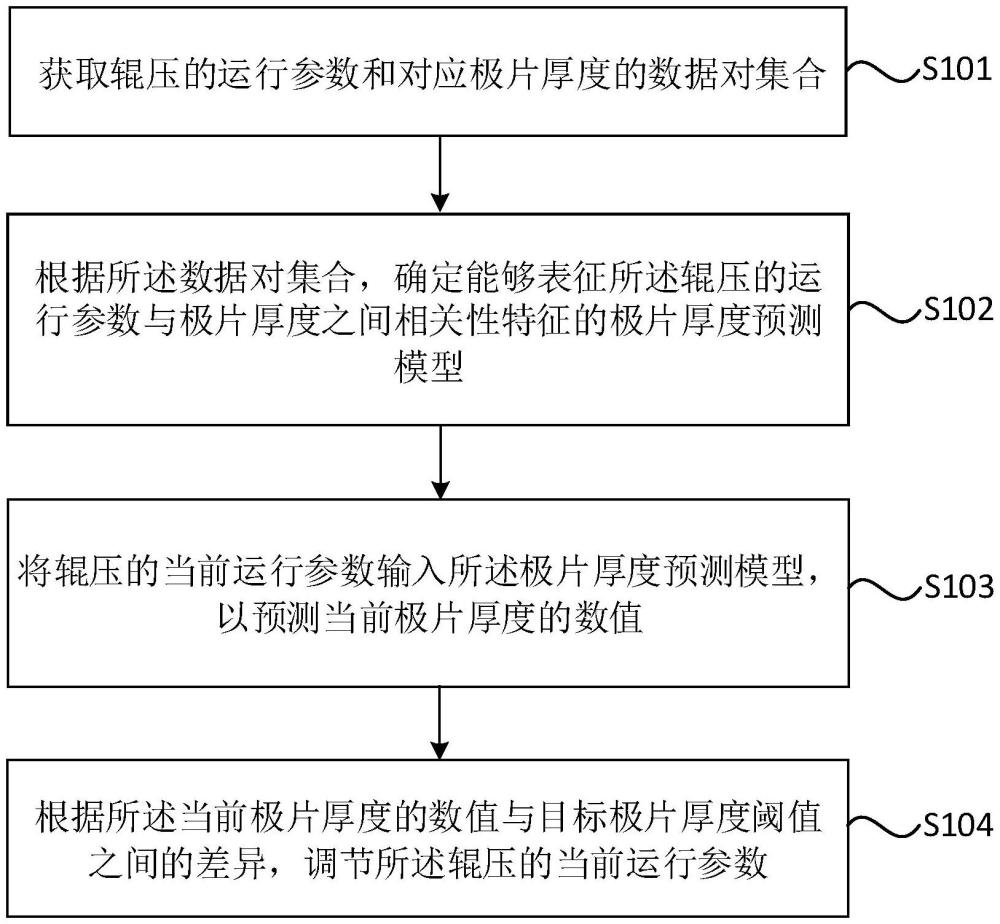
4、获取辊压的运行参数和对应极片厚度的数据对集合;
5、根据所述数据对集合,确定能够表征所述辊压的运行参数与极片厚度之间相关性特征的极片厚度预测模型;
6、将辊压的当前运行参数输入所述极片厚度预测模型,以预测当前极片厚度的数值;
7、根据所述当前极片厚度的数值与目标极片厚度阈值之间的差异,调节所述辊压的当前运行参数。
8、可选的,所述获取辊压的运行参数,包括下述至少一项:
9、辊压的负校准值、正校准值、米数、辊压速度、辊压记米、副轧传动侧下弯缸压力、主轧传动侧下弯缸压力、主轧操作侧上弯缸压力、副轧操作侧下弯缸压力、放卷张力和收卷张力。
10、可选的,根据所述数据对集合,确定能够表征所述辊压的运行参数与极片厚度之间相关性特征的极片厚度预测模型包括:
11、将所述数据对集合输入堆叠回归模型进行学习,确定能够表征所述辊压的运行参数与极片厚度之间相关性特征的极片厚度预测模型。
12、可选的,所述堆叠回归模型包括随机森林分类器模型、多余树分类器模型、自适应提升分类器模型、梯度提升分类器模型和决策树回归模型;
13、相应的,所述将辊压的当前运行参数输入所述极片厚度预测模型,以预测当前极片厚度的数值,包括:
14、将辊压的当前运行参数代入所述随机森林分类器模型,生成极片的第一预测厚度值;
15、将辊压的当前运行参数代入所述多余树分类器模型,生成极片的第二预测厚度值;
16、将辊压的当前运行参数代入所述自适应提升分类器模型,生成极片的第三预测厚度值;
17、将辊压的当前运行参数代入所述梯度提升分类器模型,生成极片的第四预测厚度值;
18、将辊压的当前运行参数代入所述决策树回归模型,生成极片的第五预测厚度值;
19、对所述第一预测厚度值、所述第二预测厚度值、所述第三预测厚度值、所述第四预测厚度值以及所述第五预测厚度值进行融合,以确定所述当前极片厚度的数值。
20、可选的,所述根据所述当前极片厚度的数值与目标极片厚度阈值之间的差异,调节所述辊压的当前运行参数,包括:
21、将所述当前极片厚度的数值与目标极片厚度阈值进行比较;
22、当所述当前极片厚度的数值大于或小于所述目标极片厚度阈值时,调节所述辊压的当前运行参数。
23、可选的,在调节所述辊压的当前运行参数之后,还包括:
24、当所述当前极片厚度的数值大于或小于所述目标极片厚度阈值时,对生产的极片的一次优率进行判断,根据判断结果,进行预警。
25、可选的,获取辊压的运行参数和对应极片厚度的数据对集合包括:
26、用面板数据工具查询辊压的运行参数和对应极片厚度的数据对集合,并生成多个时间段的数据对集合。
27、可选的,在根据所述数据对集合,确定能够表征所述辊压的运行参数与极片厚度之间相关性特征的极片厚度预测模型之前还包括:
28、针对所述数据对集合,对所述辊压的各个运行参数与对应极片厚度,建立变量分布直方图;
29、根据所述变量分布直方图,确定所述辊压的各个运行参数与极片厚度之间相关性的权重值;
30、根据所述数据对集合和所述权重值,将多个运行参数分类为至少两类运行参数;
31、根据所述至少两类运行参数,基于特征工程,确定各类运行参数与极片厚度之间的数据对集合。
32、根据本发明的另一方面,本实施例提供一种电子设备,包括:
33、至少一个处理器;以及与所述至少一个处理器通信连接的存储器;其中,所述存储器存储有可被所述至少一个处理器执行的计算机程序,所述计算机程序被所述至少一个处理器执行,以使所述至少一个处理器能够执行第一方面任意项提出的基于极片厚度预测的辊压控制方法。
34、根据本发明的又一方面,本实施例提供一种计算机可读存储介质,所述计算机可读存储介质存储有计算机指令,所述计算机指令用于使处理器执行时实现第一方面任意项提出的基于极片厚度预测的辊压控制方法。
35、根据本发明的又一方面,本实施例提供一种计算机程序产品,所述计算机程序产品包括计算机程序,所述计算机程序在被处理器执行时实现根据上述任意实施例提出的基于极片厚度预测的辊压控制方法。
36、本发明实施例提供的基于极片厚度预测的辊压控制方法通过获取辊压的运行参数和对应极片厚度的数据对集合,并根据数据对集合,确定能够表征辊压的运行参数与极片厚度之间相关性特征的极片厚度预测模型。然后,将辊压的当前运行参数输入极片厚度预测模型,以预测当前极片厚度的数值。从而根据当前极片厚度的数值与目标极片厚度阈值之间的差异,调节辊压的当前运行参数。这样设置,实现了通过极片厚度预测模型对极片厚度的精准预测,并根据预测得到的当前极片厚度的数值,对辊压的运行参数进行实时调节,使得辊压实际生产的极片的厚度一致性较好,从而提高了极片厚度的一次优率。
技术特征:1.一种基于极片厚度预测的辊压控制方法,其特征在于,包括:
2.根据权利要求1所述的方法,其特征在于,所述辊压的运行参数包括下述至少一项:
3.根据权利要求1或2所述的方法,其特征在于,根据所述数据对集合,确定能够表征所述辊压的运行参数与极片厚度之间相关性特征的极片厚度预测模型包括:
4.根据权利要求3所述的方法,其特征在于,所述堆叠回归模型包括随机森林分类器模型、多余树分类器模型、自适应提升分类器模型、梯度提升分类器模型和决策树回归模型;
5.根据权利要求1或2所述的方法,其特征在于,所述根据所述当前极片厚度的数值与目标极片厚度阈值之间的差异,调节所述辊压的当前运行参数,包括:
6.根据权利要求5所述的方法,其特征在于,在调节所述辊压的当前运行参数之后,还包括:
7.根据权利要求1或2所述的方法,其特征在于,获取辊压的运行参数和对应极片厚度的数据对集合包括:
8.根据权利要求1或2所述的方法,其特征在于,在根据所述数据对集合,确定能够表征所述辊压的运行参数与极片厚度之间相关性特征的极片厚度预测模型之前还包括:
9.一种电子设备,其特征在于,包括:
10.一种计算机可读存储介质,其特征在于,所述计算机可读存储介质存储有计算机指令,所述计算机指令用于使处理器执行时实现权利要求1至8任一项所述的基于极片厚度预测的辊压控制方法。
技术总结本发明实施例公开一种基于极片厚度预测的辊压控制方法、设备及介质。该基于极片厚度预测的辊压控制方法,包括获取辊压的运行参数和对应极片厚度的数据对集合;根据数据对集合,确定能够表征辊压的运行参数与极片厚度之间相关性特征的极片厚度预测模型;将辊压的当前运行参数输入极片厚度预测模型,以预测当前极片厚度的数值;根据当前极片厚度的数值与目标极片厚度阈值之间的差异,调节辊压的当前运行参数。本实施例提供的技术方案实现了通过极片厚度预测模型对极片厚度的精准预测,使得辊压实际生产的极片的厚度一致性较好,解决现有的极片制作方法制成的极片存在厚度不一致,影响极片厚度的一次优率的问题。技术研发人员:郝祎帆,倪楠,贺玉,刘建华,刘金成受保护的技术使用者:惠州亿纬锂能股份有限公司技术研发日:技术公布日:2025/1/6本文地址:https://www.jishuxx.com/zhuanli/20250110/354264.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表