一种圆棒试样标记划分方法及装置与流程
- 国知局
- 2025-01-17 13:01:01
本发明涉及金属材料深冷力学性能试验的,特别涉及一种圆棒试样标记划分方法及装置。
背景技术:
1、奥氏体不锈钢作为制造深冷容器常用材料,使用板厚一般4~24mm,因此在进行深冷材料力学性能试验时,圆棒试样因取材加工方便、测试稳定性高、数据偏差小等优点常常被选用于进行深冷拉伸及深冷疲劳试验。为获得试验前后的性能参数,常常需要在试样表面划分标记。由于圆棒试样加工精度要求较高,同时极低温的试验环境(往往低于-150℃),这对试样标记的划分精度、完整性、可重复性等等均提出了十分苛刻的要求。
2、然而,现有的试样标记方案一来标记极易受液位波动影响而变得模糊导致漫漶不清,难以辨识,二来极易破坏表面加工质量,直接影响力学性能试验结果的准确性。
技术实现思路
1、本发明目的在于提供一种圆棒试样标记划分方法及装置,极大保护试样表面,实现几乎无损标记,大大提高了试验数据的稳定性和可靠性。
2、为解决上述技术问题所采用的技术方案:
3、根据本发明实施例第一方面的一种圆棒试样标记划分方法,应用于具有自动装夹系统、标记定位系统、表面质量检测系统、高清喷墨系统和可调激光刻蚀系统的圆棒试样标记划分装置,所述自动装夹系统用于定位装夹所述圆棒试样,所述标记定位系统用于定位确定出所述圆棒试样的标距段,所述表面质量检测系统用于检测所述圆棒试样的表面粗糙度,所述高清喷墨系统用于喷印油墨于所述圆棒试样的表面,所述可调激光刻蚀系统用于对所述圆棒试样的表面进行标记刻蚀;
4、所述圆棒试样标记划分方法包括:
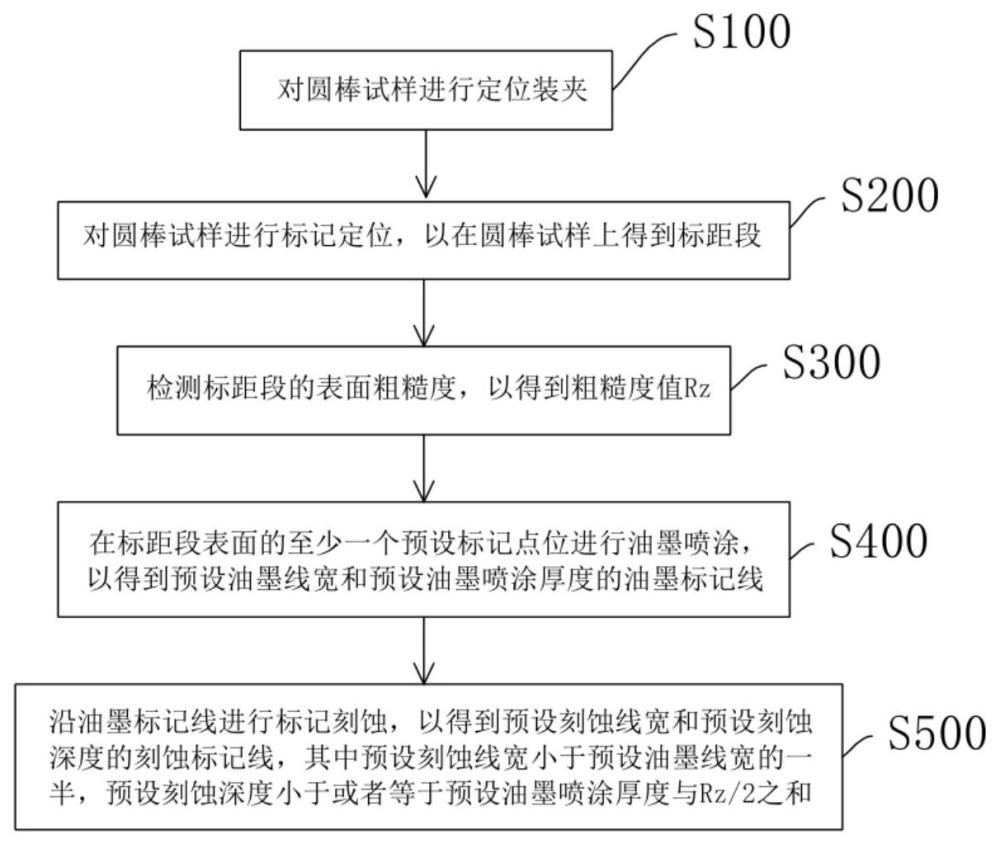
5、对所述圆棒试样进行定位装夹;
6、对所述圆棒试样进行标记定位,以在所述圆棒试样上得到标距段;
7、检测所述标距段的表面粗糙度,以得到粗糙度值rz;
8、在所述标距段表面的至少一个预设标记点位进行油墨喷涂,以得到预设油墨线宽和预设油墨喷涂厚度的油墨标记线;
9、沿所述油墨标记线进行标记刻蚀,以得到预设刻蚀线宽和预设刻蚀深度的刻蚀标记线,其中所述预设刻蚀线宽小于所述预设油墨线宽的一半,所述预设刻蚀深度小于或者等于所述预设油墨喷涂厚度与rz/2之和。
10、本发明的圆棒试样标记划分方法有益效果是:
11、本发明在进行油墨喷涂前,首先检测圆棒试样的标距段的表面粗糙度,为高精度和无损标记线的划分奠定了基础,采用先油墨喷涂保护圆棒试样表面再激光刻蚀标记线的操作顺序,并限定预设刻蚀线宽小于预设油墨线宽的一半,预设刻蚀深度小于或者等于所述预设油墨喷涂厚度与粗糙度值rz/2之和,极大保护试样表面,实现几乎无损标记,大大提高了试验数据的稳定性和可靠性,划分标记过程采用的油墨喷涂与激光刻蚀均为非接触加工,不引入预应力(弯矩)和变形,极大程度保证了圆棒试样得到的试验数据的准确性。
12、作为上述技术方案的进一步改进,所述表面质量检测系统设有测量所述圆棒试样的表面凹凸高度的粗糙度测量头;
13、所述检测所述标距段的表面粗糙度,以得到粗糙度值rz,包括:
14、将所述粗糙度测量头与所述标距段的表面接触;
15、控制所述粗糙度测量头沿圆棒试样的轴向从所述标距段的其中一端移动至另外一端,记录测量数据的最大值和最小值,并计算最大值与最小值之间的差值rz1;
16、控制所述粗糙度测量头与所述标距段表面的周向不同位置进行接触,依次测量并计算得到rz2、rz3……rzn;
17、对rz1、rz2、rz3…… rzn进行平均计算以得到所述rz。
18、作为上述技术方案的进一步改进,所述高清喷墨系统设有高精度喷头;
19、所述在所述标距段表面的至少一个预设标记点位进行油墨喷涂,包括:
20、控制所述圆棒试样绕自身轴线旋转;
21、通过所述高精度喷头在所述预设标记点位对所述圆棒试样进行全环向的油墨喷涂,以得到全环向的油墨标记线。
22、作为上述技术方案的进一步改进,所述通过所述高精度喷头在所述预设标记点位对所述圆棒试样进行全环向的油墨喷涂,以得到全环向的油墨标记线,包括:
23、根据所述预设油墨喷涂厚度调节所述圆棒试样的喷涂旋转速度或者油墨供给的流量和流速;
24、根据所述预设油墨线宽调节所述高精度喷头的喷孔大小。
25、作为上述技术方案的进一步改进,所述可调激光刻蚀系统具有激光头;
26、所述沿所述油墨标记线进行标记刻蚀,包括:
27、控制所述圆棒试样绕自身轴线旋转;
28、通过所述激光头在所述油墨标记线进行全环向的标记刻蚀。
29、作为上述技术方案的进一步改进,所述标记定位系统设有沿所述圆棒试样轴向间隔设置的两个同轴测量头,两个所述同轴测量头能够轴向移动和环向旋转;
30、所述对所述圆棒试样进行标记定位,包括:
31、调节两个所述同轴测量头的位置至与所述标距段附近;
32、根据预设标距对两个所述同轴测量头进行轴向移动,使得两个所述同轴测量头的位置与所述圆棒试样的标距预计位置完全对应,固定两个所述同轴测量头的位置。
33、作为上述技术方案的进一步改进,所述自动装夹系统设有沿所述圆棒试样轴向间隔相对设置的自动自对中装夹头和预紧头,所述自动自对中装夹头和所述预紧头能够轴向移动和环向旋转;
34、所述对所述圆棒试样进行定位装夹,包括:
35、将圆棒试样的其中一端通过所述自动自对中装夹头夹紧,另一端通过预紧头给所述圆棒试样同轴施加预设轴向预紧力进行固定。
36、根据本发明实施例第二方面的一种圆棒试样标记划分装置,具有相互正交的x轴向、y轴向和z轴向,所述圆棒试样标记划分方法及装置包括:
37、自动装夹系统,设有沿x轴向间隔相对设置的自动自对中装夹头和预紧头,所述自动自对中装夹头和所述预紧头能够沿x轴向进行轴向移动和环向旋转;
38、标记定位系统,设有两个同轴测量头和间距测量组件,两个所述同轴测量头沿x轴向间隔设置于所述自动自对中装夹头与所述预紧头之间的旁侧,所述间距测量组件用于测量两个所述同轴测量头的距离;
39、表面质量检测系统,设有相互连接的粗糙度测量头和表面粗糙度检测及数显组件,所述粗糙度测量头用于测量圆棒试样的表面凹凸高度,所述表面粗糙度检测及数显组件用于处理显示得到圆棒试样的表面粗糙度数据;
40、高清喷墨系统,设有相互连接的高精度喷头和油墨供给控制组件,所述高精度喷头的喷孔大小调节设置,以实现不同粗细标记的喷印,所述油墨供给控制组件用于实现油墨的供给;
41、可调激光刻蚀系统,设有相互连接的激光头和激光发生与调控组件。
42、作为上述技术方案的进一步改进,还包括快速自动切换系统,所述快速自动切换系统具有三个工位,所述表面质量检测系统、所述高清喷墨系统和所述可调激光刻蚀系统分别设于三个所述工位上,三个工位分为当前工作工位、第一预备工位和第二预备工位,所述快速自动切换系统被配置为切换所述表面质量检测系统、所述高清喷墨系统和高清喷墨系统所处的工位,且位于所述当前工作工位时的所述表面质量检测系统的测量位置、所述高清喷墨系统的喷涂点位置和所述可调激光刻蚀系统的刻蚀位置均为同一位置。
43、作为上述技术方案的进一步改进,还包括移动系统,所述快速自动切换系统支撑安装于所述移动系统,所述移动系统被配置为控制快速自动切换系统在x轴向、y轴向和z轴向上运动。
44、本发明的其它特征和优点将在随后的说明书中阐述,并且,部分地从说明书中变得显而易见,或者通过实施本发明而了解。
本文地址:https://www.jishuxx.com/zhuanli/20250117/355939.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。