一种全自动医用拉环盖检测机及检测方法与流程
- 国知局
- 2025-01-17 13:12:39
本发明公开了一种全自动医用拉环盖检测机,属于医疗检测,具体涉及一种全自动医用拉环盖检测机及检测方法。
背景技术:
1、目前生产的医用拉环盖,主要用于医用输液瓶密封药液,拉环盖内部如混入杂物,会直接影响药液质量;拉环盖尺寸精度亦会影响输液瓶密封性;拉环盖在生产过程中会出现内部胶塞缺失、内盖缺失等质量问题,对输液瓶灌装也会有直接质量影响。因此该医用拉环盖的生产具有极其严格的要求,在生产过程中出现的各种残次盖都需要挑选出来。
2、目前市场上的医用拉环盖生产企业,绝大多数采用人工目视挑选残次品,不仅劳动成本大,而且难以周全地把握拉环盖的外观形状和大小,人工挑选对于拉环盖的小黑点、小缺料,无法完全检出,漏检率很高,影响医用拉环盖合格率,企业急需一款全自动拉环盖检测机。
技术实现思路
1、发明目的:提供一种全自动医用拉环盖检测机及检测方法,解决上述提到的问题。
2、技术方案:
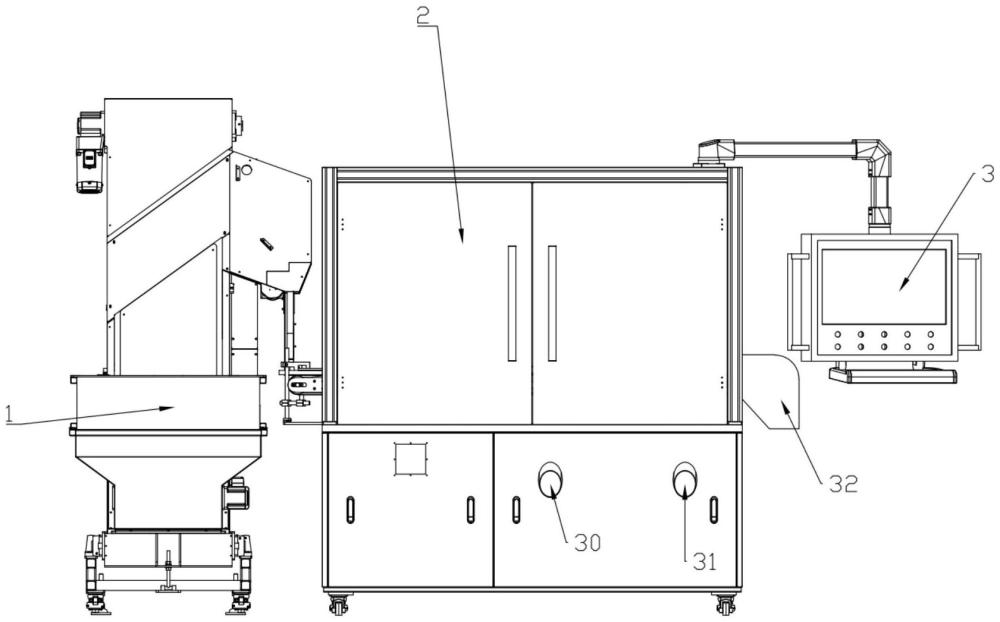
3、第一方面、一种全自动医用拉环盖检测机,由理料提升装置、视觉检测装置以及显示器;
4、所述理料提升装置与所述视觉检测装置对接;所述显示器安装于所述视觉检测装置上;
5、所述理料提升装置由小料仓、大料仓、提升机本体以及出料通道构成,将将整框散乱的拉环盖,倒入所述小料仓,经过提升机本体整理后,从出料通道排列成整齐的一致方向,逐个出来,进入所述视觉检测装置中;
6、所述视觉检测装置由第一检测工位和第二检测工位组成;所述第一检测工位通过夹持皮带夹住拉环盖两侧面,检测拉环盖的底部内腔;所述第二检测工位将拉环盖放在平皮带上,口朝下,检测拉环盖的顶部与四个侧面。
7、在进一步的实施例中,所述提升机本体包括:底架,由若干底脚固定安装于工作区域;提升架,固定安装于所述底架上,所述提升架分为爬坡理料区和落料区,所述爬坡理料区将小料仓掉落的拉环盖整理成一致方向且将符合要求的拉环盖进入落料区内,不符合要求的则进入大料仓,所述落料区将拉环盖输送至视觉检测装置中;提升链板,通过电机和传动轴驱动在所述提升架内移动,所述提升链板上设有若干个等距排布的第一挡条,所述挡条单侧有台阶以与拉环盖的边沿挂住;第二挡条,采用倾斜方式安装于所述提升架上,提升后拉环盖的侧面与所述第二挡条碰到,通过所述第二挡条与倾斜度将拉环盖斜着推落至落料区。
8、在进一步的实施例中,所述落料区包括落料壳体、落料滚轮和出料通道组成;所述落料壳体固定安装于所述提升架的一侧且与所述爬坡理料区联通,所述落料滚轮安装于所述落料壳的底部且由电机驱动旋转以将拉环盖带入所述出料通道内,所述出料通道固定安装于所述落料壳体的底部且与所述落料壳体和所述视觉检测装置联通以将拉环盖移动至所述视觉检测装置中。
9、在进一步的实施例中,所述提升链板通过第一传动轴、第二传动轴和第三传动轴驱动,所述第一传动轴、所述第二传动轴安装于所述提升架底部,所述第三传动轴安装于所述提升架顶部,所述第三传动轴由电机驱动,链板同时与所述第一传动轴、所述第二传动轴和所述第三传动轴配合。
10、在进一步的实施例中,所述小料仓的底部设有进料链板,所述进料链板由电机驱动以将从所述小料仓落到所述进料链板上的拉环盖进行顺时针移动落入所述提升机本体的提升链板中
11、在进一步的实施例中,所述视觉检测装置包括:机架,由若干底脚固定安装于工作区域;转盘,安装于所述机架内且由电机驱动旋转,所述转盘与所述出料通道对接以使拉环盖从所述出料通道出口落到所述转盘上且随着所述转盘逆时针转动带动拉环盖从垂直方向转变成水平方向移动;第一输送带,安装于所述机架内且与所述转盘衔接带动拉环盖水平方向移动;夹持皮带,包括上下夹持皮带且安装于所述机架内通过电机驱动,所述第一输送带与所述夹持皮带的一端交接,拉环盖到达所述夹持皮带位置,所述夹持皮带夹住拉环盖两侧面并带动其移动;第一检测工位,安装于所述夹持皮带底部;第二输送带,安装于所述机架内且与所述夹持皮带的另一端衔接;第二检测工位,安装于所述第二输送带上;所述第一检测工位和所述第二检测工位上设有光纤传感器。
12、在进一步的实施例中,拉环盖通过所述光纤传感器,所述光纤传感器给工控机触发信号,拉环盖在通过所述第一检测工位时,触发一个底部相机拍照取图,检测拉环盖的底部内腔,算法识别拉环盖是否为合格品,然后落到所述第二输送带上。
13、在进一步的实施例中,所述第二输送带上设置有第一踢废气嘴和第二踢废气嘴,所述机架上设有第一不合格品口、第二不合格品口和合格品口;
14、所述第一踢废气嘴设置于所述第二输送带上且位于所述第二输送带与所述夹持皮带衔接位置,所述第一踢废气嘴通过压缩空气吹气,将所述第一检测工位判断为不合格品的盖子吹落至第一不合格品口;
15、所述第二踢废气嘴设置于所述第二输送带的尾部,将工控机判断为不合格品的盖子吹落至第二不合格品口;
16、所述合格品口与所述第二输送带的尾部对接,合格的盖子通过其流出。
17、在进一步的实施例中,所述第二检测工位共由5个相机组成,中间一个相机检测拉环盖顶部,四周4个侧面相机成90度均匀分布在四周;顶部相机垂直于所述第二输送带,拍摄拉环盖顶部;侧面相机通过反光镜成像,拍摄拉环盖侧面,反光镜安装在第二输送带的两侧。
18、第二方面、一种全自动医用拉环盖检测机的检测方法,采用上述一种全自动医用拉环盖检测机实现,包括以下步骤:
19、步骤1、将整框散乱的拉环盖,倒入小料仓,拉环盖从小料仓落到进料链板上,进料链板顺时针转动,将拉环盖输送落到底下的大提升机链板上,随着链板提升,拉环盖随着链板往上运输
20、步骤2、拉环盖随着链板往上运输,进入爬坡理料区,将散乱的盖子理成一致方向,随着链板往上提升,拉环盖的侧面与上方第二挡条碰到,被第二挡条斜着推落至落料区,通过出料通道,拉环盖依次排列进入出料通道并移动至视觉检测装置中;
21、步骤3、拉环盖从出料通道出口,落到转盘上,转盘逆时针转动将拉环盖从垂直方向转变成水平方向移动至第一输送带,第一输送带与夹持皮带交接,拉环盖到达夹持皮带位置,夹持皮带夹住拉环盖两侧面,由于夹持皮带的带速比第一输送带快很多,利用两皮带速度差,将拉环盖间距均匀拉开;
22、步骤4、拉环盖依次通过光纤传感器、第一检测工位,拉环盖通过光纤传感器,传感器给工控机触发信号,拉环盖在通过第一检测工位时,触发一个底部相机拍照取图,检测拉环盖的底部内腔,算法识别拉环盖是否为合格品,然后落到第二输送带上,第一踢废气嘴将判断为不合格品的盖子吹落至第一不合格品口;
23、步骤5、合格的盖子随着第二输送带运送,依次通过光纤传感器、第二检测工位、第二踢废气嘴,拉环盖通过光纤传感器,传感器给工控机触发信号,拉环盖在通过第二检测工位时,触发五个相机拍照取图,检测拉环盖的顶部与四周,算法识别拉环盖是否为合格品,拉环盖通过第二踢废气嘴时,程序判断为不合格品的盖子被吹落至第二不合格品口,合格的盖子通过第二踢废气嘴后,落入合格品口。
24、与传统技术相比,本发明具有有益效果:
25、1.本发明的检测方式区别于传统玻璃转盘检测机,通过打光成像是直接对着待检物,成像效果好,成像无畸变,误检率低,检出率高;同时本发明解决了传统玻璃转盘易打滑影响检测效果的问题。
26、2.本发明设置理料提升装置对成堆散乱的拉环盖进行整理、排序、排列,之后进行相关的视觉检测、剔除,从而可以提高检测速度,同时提高检测合格率。
本文地址:https://www.jishuxx.com/zhuanli/20250117/356427.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表