一种用于制备玻璃纤维与pbt共混物的组合物
技术领域
1.本发明涉及一种用于制备玻璃纤维与pbt共混物的组合物及玻璃纤维与pbt共混物。
背景技术:
2.聚对苯二甲酸丁二醇酯(pbt)是五大通用工程塑料之一,其耐热、耐候性好,尺寸稳定,电性能优良,耐电弧性好,抗化学腐蚀性优异,在潮湿环境中仍能保持良好的物性。并且结晶速度快,加工成型性优良,被广泛应用在汽车、电子电器、工业机械等领域。
3.pbt本身具有较好的韧性,但在实际应用时强度稍显不足,因而需要进行增强改性。玻璃纤维是最常用的一种pbt增强填料,其具有低廉的成本,良好的增强效果。通常根据pbt树脂型号和配方的不同,选择合适偶联剂表面处理的玻璃纤维,其增强效果更为明显。
4.根据使用需求不同,可以选择不同含量的玻璃纤维增强改性pbt,通常玻璃纤维含量高的材料强度大,但韧性差,反之玻璃纤维含量低则韧性好,强度小。若需同时满足高韧性和高强度的要求,需要对玻璃纤维增强的pbt材料进行进一步改性。通常材料的增强与增韧需添加不同助剂才能实现,并且增强时常导致韧性降低,增韧时常导致强度下降,即难以使用单一助剂同时实现增强和增韧。
技术实现要素:
5.本发明所要解决的技术问题之一是现有技术中玻璃纤维与pbt共混物的增强与增韧需不同助剂才能实现,并且增强时通常导致韧性降低,增韧时通常导致强度下降,即难以使用单一助剂同时实现增强和增韧的问题。为此,本发明提供一种制备玻璃纤维与pbt共混物的组合物,其包括pbt树脂、玻璃纤维、离子型聚合物和引发剂。通过向玻璃纤维和pbt共混物中添加离子型聚合物的方法,同时提升了共混物的强度和韧性,并且通过加入引发剂,在不同组分之间形成共价键,从而提高相容性及材料整体性能,较好地解决了该问题。
6.本发明所要解决的技术问题之二是提供一种与解决技术问题之一相对应的增强增韧的玻璃纤维与pbt共混物。
7.本发明所要解决的技术问题之三是提供一种与解决技术问题之二相对应的增强增韧的玻璃纤维与pbt共混物的制备方法。
8.为了解决上述技术问题,本发明的第一方面提供了一种用于制备玻璃纤维与pbt共混物的组合物,所述组合物其包括pbt树脂、玻璃纤维、离子型聚合物和引发剂以及任选的润滑剂和成核剂,其中以pbt树脂和离子型聚合物的总重计,所述离子型聚合物的质量含量为1-30%,例如2%、3%、5%、7%、8%、9%、10%、11%、12%、13%、14%、15%、16%、17%、18%、19%、21%、22%、23%、24%、26%、27%、28%、29%以及它们之间的任意值。
9.根据本发明的一些实施方式,以pbt树脂和离子型聚合物的总重计,所述离子型聚合物的质量含量为4-25%。
10.根据本发明的一些实施方式,以pbt树脂和离子型聚合物的总重计,所述离子型聚
合物的质量含量为6-20%。
11.根据本发明的一些实施方式,所述组合物还包括润滑剂和成核剂。
12.根据本发明的一些实施方式,以pbt树脂和离子型聚合物的总重计,所述引发剂的质量含量为0.1-1%,例如0.2%、0.4%、0.5%、0.7%、0.8%、0.9%以及它们之间的任意值。
13.根据本发明的一些实施方式,以pbt树脂和离子型聚合物的总重计,所述引发剂的质量含量为0.3-0.6%。
14.根据本发明的一些实施方式,以pbt树脂和离子型聚合物的总重计,所述润滑剂的质量含量为0-2%,例如0.2%、0.3%、0.4%、0.6%、0.7%、0.8%、0.9%、1.0%、1.1%、1.2%、1.3%、1.4%、1.6%、1.7%、1.8%、1.9%以及它们之间的任意值。
15.根据本发明的一些实施方式,以pbt树脂和离子型聚合物的总重计,所述润滑剂的质量含量为0.5-1.5%。
16.根据本发明的一些实施方式,以pbt树脂和离子型聚合物的总重计,所述成核剂的质量含量为0-2%,例如0.2%、0.3%、0.4%、0.6%、0.7%、0.8%、0.9%、1.0%、1.1%、1.2%、1.3%、1.4%、1.6%、1.7%、1.8%、1.9%以及它们之间的任意值。
17.根据本发明的一些实施方式,以pbt树脂和离子型聚合物的总重计,所述成核剂的质量含量为0.5-1.5%。
18.根据本发明的一些实施方式,以所述组合物的总重计,所述玻璃纤维的质量含量为20-80%,例如30%、45%、50%、55%、60%、65%、75%以及它们之间的任意值。
19.根据本发明的一些实施方式,以所述组合物的总重计,所述玻璃纤维的质量含量为40-70%。
20.在本发明的一些优选实施方式中,按照重量份数计,所述组合物包括以下组分:
21.(1)pbt树脂:100份;
22.(2)玻璃纤维:20-100份;
23.(3)离子型聚合物:5-15份;
24.(4)引发剂:0.1-5份;
25.(5)润滑剂:0-3份;
26.(6)成核剂:0-3份。
27.根据本发明的一些实施方式,所述离子型聚合物选自乙烯与丙烯酸盐类共聚物、乙烯与甲基丙烯酸盐类共聚物中的一种或多种。
28.根据本发明的一些实施方式,所述离子型聚合物选自乙烯与甲基丙烯酸钠盐共聚物和/或乙烯与甲基丙烯酸钾盐共聚物。
29.根据本发明的一些实施方式,所述引发剂选自自由基引发剂中的一种或多种。
30.根据本发明的一些实施方式,所述引发剂选自酰基过氧化物、烷基过氧化物、过酸酯、烷基过氧化氢、过氧化酮和偶氮类化合物中的一种或多种。
31.根据本发明的一些实施方式,所述引发剂选自过氧化苯甲酰、偶氮二异丁氰、过氧化二异丙苯,过氧化二叔丁基,叔丁基过氧化氢,过氧化苯甲酸和2,5-二甲基-2,5-二叔丁基过氧己烷中的一种或多种。
32.根据本发明的一些实施方式,所述pbt树脂的特性粘数为0.65-1.3dl/g,优选为
0.7-1.25dl/g。
33.根据本发明的一些实施方式,所述玻璃纤维选自经过硅烷偶联剂处理的长纤维和/或短切纤维。
34.根据本发明的一些实施方式,所述玻璃纤维的直径为5-20μm,优选为7-15μm。
35.根据本发明的一些实施方式,所述润滑剂选自选自硅酮类润滑剂、硬脂酸酯类润滑剂、硬脂酸盐类润滑剂、聚乙烯蜡类润滑剂和酰胺类润滑剂中的一种或多种。
36.根据本发明的一些实施方式,所述成核剂选自滑石粉、钛白粉、高岭土、二氧化硅、氮化硼、水滑石、碳酸盐、碳酸氢盐和硬脂酸盐中的一种或多种。
37.为了解决上述技术问题,本发明的第二方面提供了一种玻璃纤维与pbt共混物,其由第一方面所述的组合物作为原料制备得到。
38.根据本发明的一些实施方式,所述玻璃纤维与pbt共混物中玻璃纤维的质量含量为20-80%,例如30%、45%、50%、55%、60%、65%、75%以及它们之间的任意值。
39.根据本发明的一些实施方式,所述玻璃纤维与pbt共混物中玻璃纤维的质量含量为40-70%。
40.根据本发明的一些实施方式,所述共混物相比于未添加离子型聚合物和引发剂的体系(其余助剂比例均相同)其拉伸断裂强度提高至少15%,冲击强度至少提高20%。
41.为了解决上述技术问题,本发明的第三方面提供了一种玻璃纤维与pbt共混物的制备方法,其包括以下步骤:
42.s1,将pbt树脂、离子型聚合物和引发剂以及任选的润滑剂和成核剂混合,得到混合物;
43.s2,将s1所得的混合物与玻璃纤维加入挤出机中经过混合、熔融、反应和挤出,得到所述玻璃纤维与pbt共混物。
44.根据本发明的一些实施方式,所述挤出机选自双螺杆挤出机。
45.根据本发明的一些实施方式,所述挤出机温度为240-290℃。
46.根据本发明的一些实施方式,所述挤出机螺杆转速为100-500rpm。
47.本发明中通过使用螺杆熔融共混的方式向入玻璃纤维和pbt共混物中添加离子型聚合物和引发剂,可以有效提高混合效率及均匀性。
48.本发明通过向玻璃纤维和pbt共混物中添加离子型聚合物,同时提升了共混物的强度和韧性,并且通过加入引发剂,在不同组分之间形成共价键,使用单一助剂同时实现材料的增强和增韧,从而提高相容性及材料整体性能。所述共混物相比于未添加离子型聚合物和引发剂的体系(其余助剂比例均相同)其拉伸断裂强度提高至少15%,冲击强度至少提高20%。
附图说明
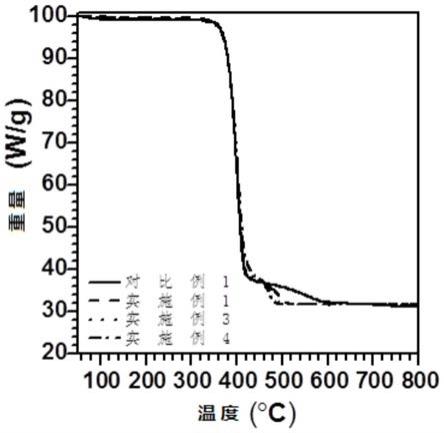
49.图1为本发明对比例1与实施例1、3、4提供的璃纤维与pbt共混物粒子的tga曲线图。
具体实施方式
50.为使本发明更加容易理解,下面将结合实施例来进一步详细说明本发明,这些实
施例仅起说明性作用,并不局限于本发明的应用范围。本发明中所使用的原料或组分若无特殊说明均可以通过商业途径或常规方法制得。
51.本发明按以下方法进行性能测定:
52.热重分析(tga):测试在ta instruments公司的discovery系列热重分析仪上进行,处理软件为ta instruments trios 3.1.4版。测试前需要等天平腔体的温度稳定在40℃测试时,称取5~10mg样品置于陶瓷坩埚中,在流速为50ml/min的空气气氛中进行测试,升温范围是30-800℃,升温速率为10℃/min。
53.样条拉伸测试:按照iso 527-2标准,采用1a型样条,测试前在恒温恒湿箱(温度23℃,相对湿度50%)中放置24小时。测试时拉伸速率为50mm/min,每个样品测试5次,取平均值。
54.样条弯曲测试:按照iso 178标准,样条尺寸选为80
×
10
×
1mm,测试前在恒温恒湿箱(温度23℃,相对湿度50%)中放置24小时。测试时简支梁跨度定为64mm,下压速度定为2mm/min,每个样品测试5次,取平均值。
55.样条无缺口冲击测试:按照iso 179/1e标准,测试前在恒温恒湿箱(温度23℃,相对湿度50%)中放置24小时。测试时选用5j摆锤,每个样品测试5次,取平均值。
56.样条缺口冲击测试:按照iso 179/1ea标准,测试前在恒温恒湿箱(温度23℃,相对湿度50%)中放置24小时。测试时选用2j摆锤,每个样品测试5次,取平均值。
57.下述实施例和对比例中采用的化学试剂的来源分别如下:
58.聚对苯二甲酸丁二醇酯(pbt)为中国石化仪征化纤有限责任公司生产,牌号为gx 121(特性粘度0.98dl/g)和gl 236(特性粘度1.2dl/g);玻璃纤维为巨石集团有限公司生产,牌号为er13-2000-988a的长纤无捻粗纱;润滑剂为上海国药化试有限公司生产的cp级硬脂酸钠;成核剂为上海国药化试有限公司生产的cp级微米氮化硼;以上试剂使用前在80℃真空烘箱中干燥4小时,除去水分。
59.白油为上海国药化试有限公司生产的cp级产品。
60.离子型聚合物为美国杜邦公司生产,牌号为1601-2,为乙烯与甲基丙烯酸钠盐共聚物。
61.引发剂为百灵威科技有限公司的2,5-二甲基-2,5-二叔丁基过氧化己烷(双二五、分析纯产品)。
62.【对比例1】
63.将70份pbt gx 121,0.5份硬脂酸钠,0.5份微米氮化硼以及0.5份白油,充分搅拌混合均匀加入双螺杆挤出机失重式喂料器中。双螺杆采用的是美国thermofisher科技公司的eurolab同向双螺杆挤出机(螺杆直径16mm,长径比l/d=40)。该挤出机从喂料口到口模共11段,编号为1-11,其中第1段只起到加料的作用,并不能加热。挤出机2-11段的温度分别为:240℃,250℃,260℃,260℃,260℃,260℃,260℃,260℃,260℃和260℃,螺杆转速设定在150rpm。上述混合物料从挤出机第1段喂入,投料速度为1.61kg/hr,玻璃纤维从挤出机第7段喂入,通过螺杆相互挤压输送将玻璃纤维拖曳带入。稳定运行时,扭矩为最大值的75%-85%。该挤出机配有直径为3mm的圆形口模,样条从口模挤出经过风冷后,用切粒机切成设定直径为2mm左右的圆柱形粒子。得到的粒子在80℃真空干燥箱中抽4小时后,封装备用。通过灼烧后称重计算,其中玻璃纤维含量在30%左右。
64.【对比例2】
65.将60份pbt gx 121,0.5份硬脂酸钠,0.5份微米氮化硼以及0.5份白油,充分搅拌混合均匀加入双螺杆挤出机失重式喂料器中。双螺杆采用的是美国thermofisher科技公司的eurolab同向双螺杆挤出机(螺杆直径16mm,长径比l/d=40)。该挤出机从喂料口到口模共11段,编号为1-11,其中第1段只起到加料的作用,并不能加热。挤出机2-11段的温度分别为:240℃,250℃,260℃,260℃,260℃,260℃,260℃,260℃,260℃和260℃,螺杆转速设定在140rpm。上述混合物料从挤出机第1段喂入,投料速度为1kg/hr,玻璃纤维从挤出机第7段喂入,通过螺杆相互挤压输送将玻璃纤维拖曳带入。稳定运行时,扭矩为最大值的72%-80%。该挤出机配有直径为3mm的圆形口模,样条从口模挤出经过风冷后,用切粒机切成设定直径为2mm左右的圆柱形粒子。得到的粒子在80℃真空干燥箱中抽4小时后,封装备用。通过灼烧后称重计算,其中玻璃纤维含量在40%左右。
66.【对比例3】
67.将70份pbt gl 236,0.5份硬脂酸钠,0.5份微米氮化硼以及0.5份白油,充分搅拌混合均匀加入双螺杆挤出机失重式喂料器中。双螺杆采用的是美国thermofisher科技公司的eurolab同向双螺杆挤出机(螺杆直径16mm,长径比l/d=40)。该挤出机从喂料口到口模共11段,编号为1-11,其中第1段只起到加料的作用,并不能加热。挤出机2-11段的温度分别为:240℃,250℃,260℃,260℃,260℃,260℃,260℃,260℃,260℃和260℃,螺杆转速设定在150rpm。上述混合物料从挤出机第1段喂入,投料速度为1.61kg/hr,玻璃纤维从挤出机第7段喂入,通过螺杆相互挤压输送将玻璃纤维拖曳带入。稳定运行时,扭矩为最大值的80%-90%。该挤出机配有直径为3mm的圆形口模,样条从口模挤出经过风冷后,用切粒机切成设定直径为2mm左右的圆柱形粒子。得到的粒子在80℃真空干燥箱中抽4小时后,封装备用。通过灼烧后称重计算,其中玻璃纤维含量在30%左右。
68.【对比例4】
69.将65份pbt gx 121,5份离子型聚合物1601-2,0.5份硬脂酸钠,0.5份微米氮化硼,充分搅拌混合均匀加入双螺杆挤出机失重式喂料器中。双螺杆采用的是美国thermofisher科技公司的eurolab同向双螺杆挤出机(螺杆直径16mm,长径比l/d=40)。该挤出机从喂料口到口模共11段,编号为1-11,其中第1段只起到加料的作用,并不能加热。挤出机2-11段的温度分别为:240℃,250℃,260℃,260℃,260℃,260℃,260℃,260℃,260℃和260℃,螺杆转速设定在150rpm。上述混合物料从挤出机第1段喂入,投料速度为1.61kg/hr,玻璃纤维从挤出机第7段喂入,通过螺杆相互挤压输送将玻璃纤维拖曳带入。稳定运行时,扭矩为最大值的70%-75%。该挤出机配有直径为3mm的圆形口模,样条从口模挤出经过风冷后,用切粒机切成设定直径为2mm左右的圆柱形粒子。得到的粒子在80℃真空干燥箱中抽4小时后,封装备用。通过灼烧后称重计算,其中玻璃纤维含量在30%左右。
70.【实施例1】
71.将69份pbt gx 121,1份离子型聚合物1601-2,0.3份引发剂双二五,0.5份硬脂酸钠,0.5份微米氮化硼,充分搅拌混合均匀加入双螺杆挤出机失重式喂料器中。双螺杆采用的是美国thermofisher科技公司的eurolab同向双螺杆挤出机(螺杆直径16mm,长径比l/d=40)。该挤出机从喂料口到口模共11段,编号为1-11,其中第1段只起到加料的作用,
并不能加热。挤出机2-11段的温度分别为:240℃,250℃,260℃,260℃,260℃,260℃,260℃,260℃,260℃和260℃,螺杆转速设定在150rpm。上述混合物料从挤出机第1段喂入,投料速度为1.61kg/hr,玻璃纤维从挤出机第7段喂入,通过螺杆相互挤压输送将玻璃纤维拖曳带入。稳定运行时,扭矩为最大值的80%-88%。该挤出机配有直径为3mm的圆形口模,样条从口模挤出经过风冷后,用切粒机切成设定直径为2mm左右的圆柱形粒子。得到的粒子在80℃真空干燥箱中抽4小时后,封装备用。通过灼烧后称重计算,其中玻璃纤维含量在30%左右。
72.【实施例2】
73.将67份pbt gx 121,3份离子型聚合物1601-2,0.3份引发剂双二五,0.5份硬脂酸钠,0.5份微米氮化硼,充分搅拌混合均匀加入双螺杆挤出机失重式喂料器中。双螺杆采用的是美国thermofisher科技公司的eurolab同向双螺杆挤出机(螺杆直径16mm,长径比l/d=40)。该挤出机从喂料口到口模共11段,编号为1-11,其中第1段只起到加料的作用,并不能加热。挤出机2-11段的温度分别为:240℃,250℃,260℃,260℃,260℃,260℃,260℃,260℃,260℃和260℃,螺杆转速设定在150rpm。上述混合物料从挤出机第1段喂入,投料速度为1.61kg/hr,玻璃纤维从挤出机第7段喂入,通过螺杆相互挤压输送将玻璃纤维拖曳带入。稳定运行时,扭矩为最大值的78%-87%。该挤出机配有直径为3mm的圆形口模,样条从口模挤出经过风冷后,用切粒机切成设定直径为2mm左右的圆柱形粒子。得到的粒子在80℃真空干燥箱中抽4小时后,封装备用。通过灼烧后称重计算,其中玻璃纤维含量在30%左右。
74.【实施例3】
75.将65份pbt gx 121,5份离子型聚合物1601-2,0.3份引发剂双二五,0.5份硬脂酸钠,0.5份微米氮化硼,充分搅拌混合均匀加入双螺杆挤出机失重式喂料器中。双螺杆采用的是美国thermofisher科技公司的eurolab同向双螺杆挤出机(螺杆直径16mm,长径比l/d=40)。该挤出机从喂料口到口模共11段,编号为1-11,其中第1段只起到加料的作用,并不能加热。挤出机2-11段的温度分别为:240℃,250℃,260℃,260℃,260℃,260℃,260℃,260℃,260℃和260℃,螺杆转速设定在150rpm。上述混合物料从挤出机第1段喂入,投料速度为1.61kg/hr,玻璃纤维从挤出机第7段喂入,通过螺杆相互挤压输送将玻璃纤维拖曳带入。稳定运行时,扭矩为最大值的75%-82%。该挤出机配有直径为3mm的圆形口模,样条从口模挤出经过风冷后,用切粒机切成设定直径为2mm左右的圆柱形粒子。得到的粒子在80℃真空干燥箱中抽4小时后,封装备用。通过灼烧后称重计算,其中玻璃纤维含量在30%左右。
76.【实施例4】
77.将60份pbt gx 121,10份离子型聚合物1601-2,0.3份引发剂双二五,0.5份硬脂酸钠,0.5份微米氮化硼,充分搅拌混合均匀加入双螺杆挤出机失重式喂料器中。双螺杆采用的是美国thermofisher科技公司的eurolab同向双螺杆挤出机(螺杆直径16mm,长径比l/d=40)。该挤出机从喂料口到口模共11段,编号为1-11,其中第1段只起到加料的作用,并不能加热。挤出机2-11段的温度分别为:240℃,250℃,260℃,260℃,260℃,260℃,260℃,260℃,260℃和260℃,螺杆转速设定在150rpm。上述混合物料从挤出机第1段喂入,
投料速度为1.61kg/hr,玻璃纤维从挤出机第7段喂入,通过螺杆相互挤压输送将玻璃纤维拖曳带入。稳定运行时,扭矩为最大值的70%-77%。该挤出机配有直径为3mm的圆形口模,样条从口模挤出经过风冷后,用切粒机切成设定直径为2mm左右的圆柱形粒子。得到的粒子在80℃真空干燥箱中抽4小时后,封装备用。通过灼烧后称重计算,其中玻璃纤维含量在30%左右。
78.【实施例5】
79.将50份pbt gx 121,20份离子型聚合物1601-2,0.3份引发剂双二五,0.5份硬脂酸钠,0.5份微米氮化硼,充分搅拌混合均匀加入双螺杆挤出机失重式喂料器中。双螺杆采用的是美国thermofisher科技公司的eurolab同向双螺杆挤出机(螺杆直径16mm,长径比l/d=40)。该挤出机从喂料口到口模共11段,编号为1-11,其中第1段只起到加料的作用,并不能加热。挤出机2-11段的温度分别为:240℃,250℃,260℃,260℃,260℃,260℃,260℃,260℃,260℃和260℃,螺杆转速设定在150rpm。上述混合物料从挤出机第1段喂入,投料速度为1.61kg/hr,玻璃纤维从挤出机第7段喂入,通过螺杆相互挤压输送将玻璃纤维拖曳带入。稳定运行时,扭矩为最大值的65%-72%。该挤出机配有直径为3mm的圆形口模,样条从口模挤出经过风冷后,用切粒机切成设定直径为2mm左右的圆柱形粒子。得到的粒子在80℃真空干燥箱中抽4小时后,封装备用。通过灼烧后称重计算,其中玻璃纤维含量在30%左右。
80.【实施例6】
81.将55份pbt gx 121,5份离子型聚合物1601-2,0.3份引发剂双二五,0.5份硬脂酸钠,0.5份微米氮化硼,充分搅拌混合均匀加入双螺杆挤出机失重式喂料器中。双螺杆采用的是美国thermofisher科技公司的eurolab同向双螺杆挤出机(螺杆直径16mm,长径比l/d=40)。该挤出机从喂料口到口模共11段,编号为1-11,其中第1段只起到加料的作用,并不能加热。挤出机2-11段的温度分别为:240℃,250℃,260℃,260℃,260℃,260℃,260℃,260℃,260℃和260℃,螺杆转速设定在140rpm。上述混合物料从挤出机第1段喂入,投料速度为1kg/hr,玻璃纤维从挤出机第7段喂入,通过螺杆相互挤压输送将玻璃纤维拖曳带入。稳定运行时,扭矩为最大值的78%-89%。该挤出机配有直径为3mm的圆形口模,样条从口模挤出经过风冷后,用切粒机切成设定直径为2mm左右的圆柱形粒子。得到的粒子在80℃真空干燥箱中抽4小时后,封装备用。通过灼烧后称重计算,其中玻璃纤维含量在40%左右。
82.【实施例7】
83.将65份pbt gl 236,5份离子型聚合物1601-2,0.3份引发剂双二五,0.5份硬脂酸钠,0.5份微米氮化硼,充分搅拌混合均匀加入双螺杆挤出机失重式喂料器中。双螺杆采用的是美国thermofisher科技公司的eurolab同向双螺杆挤出机(螺杆直径16mm,长径比l/d=40)。该挤出机从喂料口到口模共11段,编号为1-11,其中第1段只起到加料的作用,并不能加热。挤出机2-11段的温度分别为:240℃,250℃,260℃,260℃,260℃,260℃,260℃,260℃,260℃和260℃,螺杆转速设定在150rpm。上述混合物料从挤出机第1段喂入,投料速度为1.61kg/hr,玻璃纤维从挤出机第7段喂入,通过螺杆相互挤压输送将玻璃纤维拖曳带入。稳定运行时,扭矩为最大值的81%-92%。该挤出机配有直径为3mm的圆形口模,样条从口模挤出经过风冷后,用切粒机切成设定直径为2mm左右的圆柱形粒子。得到的粒子在80
℃真空干燥箱中抽4小时后,封装备用。通过灼烧后称重计算,其中玻璃纤维含量在30%左右。
84.【实施例8】
85.上述对比例1以及实施例1,3,4的四种粒子,按照上文所述的步骤进行了热重分析(tga)测试,测试结果见图1。从图中可以看到,四种粒子的热分解稳定后曲线基本重合,剩余质量(剩余物为玻璃纤维)均在30%左右,与灼烧后称重法计算得到的结果吻合。
86.【实施例9】
87.上述对比例1-4以及实施例1-7的十一种粒子,分别在德国boy公司生产的55m型注塑机中加工成标准拉伸测试样条、弯曲测试样条和冲击测试样条,注塑机螺杆温度分别设置为:225℃,225℃,265℃和280℃(从料筒到射嘴),模具温度设为80℃,注塑压力设为60-65bar。
88.【实施例10】
89.按照实施例9注塑得到的十一种标准拉伸测试样条,按照上文所述的步骤进行拉伸测试,测试结果见表1。从表中可知,相同含量玻璃纤维以及相同pbt树脂类型时,添加离子型聚合物和引发剂后,样条的断裂强度和断裂伸长率都明显提高(即既增强又增韧),其中断裂强度的提升幅度最高可达20%以上,断裂伸长率的提升幅度最高可达30%以上。但需要指出的是当离子型聚合物含量过高时(如实施例5),样条的断裂强度会有所降低。
90.表1十一种标准样条的拉伸测试结果
[0091][0092][0093]
【实施例11】
[0094]
按照实施例9注塑得到的十一种标准弯曲测试样条,按照上文所述的步骤进行弯曲测试,测试结果见表2。从表中可知,相同含量玻璃纤维以及相同pbt树脂类型时,添加离子型聚合物后,样条的弯曲强度提高,提高幅度可达8%以上,弯曲弹性模量变化不大。但需要指出的是当离子型聚合物含量过高时(如实施例5),样条的弯曲强度和弯曲弹性模量均下降。
[0095]
表2十一种标准样条的弯曲测试结果
[0096]
样品弯曲强度/mpa弯曲弹性模量/mpa对比例11898400对比例220510050对比例31958500对比例42078750实施例12118850实施例22158900实施例32178850实施例42068750实施例51747800实施例623111800实施例72188950
[0097]
【实施例12】
[0098]
按照实施例9注塑得到的十一种标准冲击测试样条,按照上文所述的步骤进行无缺口冲击测试,测试结果见表3。从表中可知,相同含量玻璃纤维以及相同pbt树脂类型时,添加离子型聚合物后,样条的无缺口冲击强度显著提高,最大提高幅度可达30%左右。
[0099]
表3十一种标准样条的无缺口冲击测试结果
[0100][0101][0102]
【实施例13】
[0103]
按照实施例9注塑得到的十一种标准冲击测试样条,按照标准要求制备合格缺口后,按照上文所述的步骤进行缺口冲击测试,测试结果见表4。从表中可知,相同含量玻璃纤维以及相同pbt树脂类型时,添加离子型聚合物后,样条的缺口冲击强度显著提高,最大提高幅度可达70%以上。
[0104]
表4十一种标准样条的缺口冲击测试结果
[0105]
样品缺口冲击强度(kj/m2)对比例16.78对比例25.87对比例36.66对比例48.56实施例19.21实施例210.25实施例311.69实施例412.92实施例513.12实施例610.55实施例712.55
[0106]
应当注意的是,以上所述的实施例仅用于解释本发明,并不构成对本发明的任何限制。通过参照典型实施例对本发明进行了描述,但应当理解为其中所用的词语为描述性和解释性词汇,而不是限定性词汇。可以按规定在本发明权利要求的范围内对本发明作出修改,以及在不背离本发明的范围和精神内对本发明进行修订。尽管其中描述的本发明涉及特定的方法、材料和实施例,但是并不意味着本发明限于其中公开的特定例,相反,本发明可扩展至其他所有具有相同功能的方法和应用。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。