一种水饺面皮智能化擀压设备及控制方法
- 国知局
- 2024-07-12 12:42:06
本发明属于食品自动化智能化加工设备,涉及一种水饺面皮擀压技术,具体涉及一种水饺面皮智能化擀压设备及控制方法。
背景技术:
1、尽管自动化机械生产水饺的效率非常高,但是并不是所有消费者都选择食用这种水饺,仍然有很多消费者喜欢手工水饺,有的消费者自己在家包水饺,也有的消费者到水饺店采购手工水饺,手工水饺仍然有很大的市场。
2、自动化机械生产水饺使用的面皮和手工水饺面皮的擀压方式不同。前者先把面团使用多对对辊挤压成宽约一米、长长的面片,从上面冲压切出圆形水饺皮;后者先把面团柔成长条状,切成大约五立方厘米的小面团,压成扁圆形的面剂,然后擀压;擀压时左手捏住面剂的前面三分之一至一半的面积,右手使用擀面杖擀压未被捏住的三分之二至一半的面积,两手协调动作,右手擀压时左手捏住不让它活动,右手往复擀压一次后离开面剂,左手把面剂旋转五六十度角度,把刚擀压的部位旋转离开,把待擀压部位旋转过来;重复以上的动作,左手捏住不让它活动,右手往复擀压一次后离开面剂,左手把面剂旋转五六十度角度;多次重复这样的动作,直到擀压成直径大约10厘米、厚度大约二至三毫米的水饺面皮。
3、两种方式使用的面皮,擀压方式不同,产生的力道方向也不同。机械化生产的面皮是在一个方向上多次辊压成厚度均匀的面皮,其中的面筋成分只在一个方向上有力道,即面皮在各个方向上的抗拉强度是不同的;而手工擀压的面皮则是在多个方向上交替擀压,使面筋成分在多个方向上都有力道,即面皮在各个方向上的抗拉强度差别不大,从而产生了不同的口感,有很多消费者喜欢这种手工面皮水饼的口感。
4、随着我国消费水平的不断提高,越来越多的消费者热衷于手工水饺,而工人的薪资水平也在不断提高,用工成本节节攀升,导致手工水饺的成本较高,使用机械模仿手工的动作,高效率生产出具有手工口感的水饺,迎合广大消费者的需求,成为食品行业的新课题。
技术实现思路
1、本发明的目的在于提供一种水饺面皮智能化擀压设备及控制方法,本发明能自动模仿手工擀压面皮的动作,产生接近于手工擀压面皮的口感,迎合广大消费者的口味,代替手工,降低人工劳动强度,降低了食品生产企业的用工成本,提高了生产效率。
2、为实现上述目的,本发明提供如下技术方案:
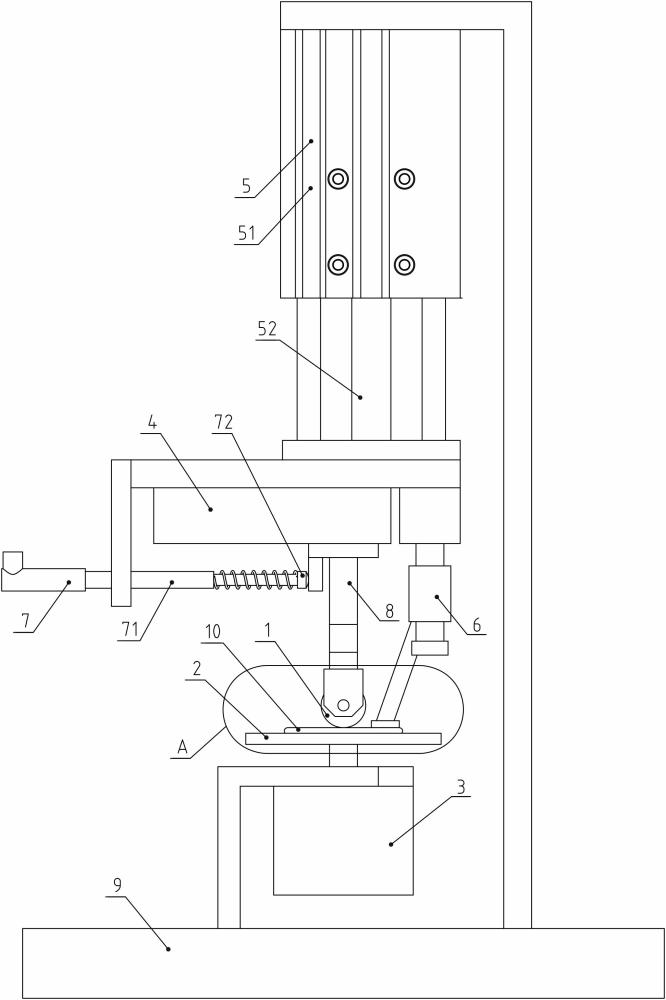
3、一种水饺面皮智能化擀压设备,包括擀压辊、转盘、直线电机和力传感器;所述转盘具有朝上的擀压面,所述转盘与机架通过转动副相联,转盘在水平面上绕竖直轴心线旋转;所述擀压辊与力传感器的下端通过转动副相联,所述擀压辊的轴心线沿着左右方向设置,所述擀压辊的轴心线与转盘的轴心线垂直交叉;所述直线电机包括直线电机体和平移块;所述力传感器的上端与平移块固定联接;所述直线电机驱动擀压辊前后平移。擀压辊压在面剂上时产生竖直压力,力传感器能检测到该压力。
4、本发明还包括伺服电机;所述伺服电机的壳体与机架固定联接,所述伺服电机的输出轴与转盘固定联接,所述伺服电机驱动转盘顺时针转动或者逆时针转动,仅朝一个方向旋转。
5、本发明还包括电缸;所述电缸包括电缸体和电缸推杆;所述电缸还包括防止电缸体和电缸推杆相对转动的导向杆,使电缸推杆只能上下平移;所述电缸体与机架固定联接;所述直线电机体和电缸推杆固定联接。
6、本发明还包括位移传感器;所述位移传感器包括传感器壳和检测探头,检测探头能自动伸出传感器壳,检测探头在被测物体的推动下缩进传感器壳,从而检测出位移数据;所述传感器壳与电缸体固定联接;所述平移块上设置有传感器挡块;所述检测探头垂直抵触在传感器挡块上,位移传感器检测平移块的移动距离,等同于检测擀压辊的平移距离。
7、本发明还包括止动组件;所述止动组件包括导向组件和活动组件;所述导向组件包括两根导杆,导杆竖直设置,导杆的上端与电缸推杆固定联接,至少一根导杆的下端设置有突台;活动组件包括相互固定联接的两个导套和一个止动平板,两个所述导套分别与两个导杆滑动配合,止动平板设有朝下的水平面,止动平板位于转盘正上方。活动组件在重力作用下沿着导杆向下滑动,直到突台阻挡住导套不能继续滑动,这时止动平板下表面的高度比擀压辊圆柱面最低点还要低。
8、本发明还包括单片机控制器,所述伺服电机、直线电机、电缸、位移传感器和力传感器分别与单片机控制器电联接。
9、所述转盘的擀压面可以是平面,这样做出的水饺面皮是厚度均匀的,传统的智能化机械生产的水饺面皮也往往是厚度均匀的。然而手工擀压的面皮,往往让它中间稍厚、边缘稍薄,这样做出的水饺不容易破皮。为了模仿出手工擀压的中厚边薄的效果,转盘的擀压面做成旋转中心低洼、四周稍高的擀压面,既能做出中厚边薄的效果,又能防止面皮在擀压过程中过度偏移。
10、本发明的工作过程是这样的。
11、1.把表面粘有适量干面粉的扁圆形的面剂放在转盘中心位置。面剂表面粘适量干面粉,能防止面剂粘结在擀压辊圆柱表面或者止动平板下表面。
12、以下步骤启动自动控制功能,自动完成擀压功能。
13、2.电缸驱动擀压辊、直线电机、止动组件、位移传感器和力传感器的组合下降;
14、3.止动平板下表面先压住面剂的后方一小部分,防止它移位;
15、4.电缸驱动擀压辊、直线电机、位移传感器和力传感器的组合继续下降,活动组件压住面剂后部不再下降,导杆在导套内滑动,擀压辊按压住面剂左右方向的直径部位,但是始终不会触碰到转盘,擀压辊最低点与转盘边缘的距离减少为距离d时电缸停止;
16、5.位移传感器和力传感器同时开始采集数据;
17、6.直线电机驱动擀压辊向前平移;擀压辊一边向前平移一边擀压面剂;擀压辊与面剂之间会有摩擦力,从而导致擀压辊滚动;在擀压辊的擀压作用下面剂的前半部分延展、变薄;
18、7.当擀压辊滚动到面剂的最前端,离开面剂最前端边缘时,力传感器检测到的擀压辊与面剂之间的压力为零,此时直线电机停止移动,位移传感器和力传感器同时停止采集数据;
19、8.位移传感器检测到离开面剂最前端边缘的位移r,这就是面剂当前前半部分的半径数值,与预期的水饺面皮的半径[r]相比较,如果r<[r],则在下一轮的擀压周期中该角度相位位置还需要擀压;否则,如果r≥[r],则在下一轮的擀压周期中该角度相位位置不需要再擀压;
20、9.电缸驱动擀压辊、直线电机、止动组件、位移传感器和力传感器的组合上升;擀压辊先离开面剂;由于重力作用,止动组件并不会立即被提升,直到突台托起导套,止动平板才离开面剂;
21、10.伺服电机驱动转盘转动六十度然后停止,擀压完的角度位置旋转离开,下一个待擀压角度位置旋转到前部;
22、11.以上步骤2至步骤10共重复执行六次,面剂在圆周六个方向都被擀压;
23、继续执行步骤11,只是,在转盘旋转下一周时,电缸驱动擀压辊、直线电机、止动组件、位移传感器和力传感器的组合下降的距离比上一周多两毫米,使面剂被擀压得更薄、延展的面积更大,逐渐接近于一个比较大的圆形;在每次执行步骤10之前,还要添加上判断条件:如果下一个待擀压角度位置的当前半径数值不小于预期的水饺面皮的半径[r],即r≥[r],则跳过该角度位置,转到下一个r<[r]的角度位置进行擀压。不断地执行步骤11,六个角度位置的当前半径数值都不断地在加大,直到所有的当前半径数值r都不小于预期的水饺面皮的半径[r],面剂在六个方向的半径都合格,变成了水饺面皮,整个擀压过程结束,执行完步骤9后停止,取下水饺面皮,放入下一个面剂,开始下一个工作循环。
24、一种水饺面皮智能化擀压设备的控制方法,包括以下步骤:
25、s1.定义整数m和n;m是转盘的旋转圈数,初始值是1,m的数值是不小于n与6的商的最小整数;n是擀压次数,初始值是1;转盘旋转一圈,则最多擀压六次;
26、s2.电缸驱动擀压辊、直线电机、止动组件、位移传感器和力传感器的组合下降到擀压辊最低点与转盘边缘的竖直向距离为d,d单位是毫米,初始值在6至12毫米范围内;
27、s3.位移传感器和力传感器同时开始采集数据;
28、s4.直线电机驱动擀压辊向前平移;
29、s5.力传感器检测到擀压辊与面剂之间的压力为零时,直线电机停止移动,位移传感器和力传感器停止采集数据;压力为零时,相对应的位移传感器检测到面剂当前的半径数值r;
30、s6.电缸驱动擀压辊、直线电机、止动组件、位移传感器和力传感器的组合上升;直线电机驱动擀压辊和力传感器向后平移,回到擀压辊的轴心线与转盘的轴心线垂直交叉的位置后停止;
31、s7.伺服电机驱动转盘转动六十度然后停止;转盘每六十度有一个相位位置,一周共有六个相位位置,在相位位置上转盘停止、擀压辊执行擀压运动;
32、s8.把n+1履值给n;
33、s9.当n不大于6时执行步骤s2;当n大于6时执行步骤s10;
34、s10.电缸驱动擀压辊、直线电机、止动组件、位移传感器和力传感器的组合下降到擀压辊最低点与转盘边缘的距离为d-2*m;即转盘每旋转一周,其行程下末端位置的高度就减小2毫米,把面剂的厚度又压薄2毫米;当d-2*m=2毫米时,以后的循环中不再减小;
35、s11.位移传感器和力传感器同时开始采集数据;
36、s12.直线电机驱动擀压辊向前平移;
37、s13.力传感器检测到擀压辊与面剂之间的压力为零时,直线电机停止移动,位移传感器和力传感器停止采集数据;
38、s14.电缸驱动擀压辊、直线电机、止动组件、位移传感器和力传感器的组合上升;直线电机驱动擀压辊和力传感器向后平移,回到擀压辊的轴心线与转盘的轴心线垂直交叉的位置后停止;
39、s15.伺服电机驱动转盘转动六十度,把n+1履值给n;
40、s16.位移传感器检测到面剂当前半径数值r,与预期的水饺面皮的半径[r]相比较,如果r<[r],则在当前相位位置时还需要擀压,伺服电机停止,执行步骤s10;否则,如果r≥[r],则在转盘当前相位位置时不需要擀压,执行步骤s15,直到转动到某个符合条件r<[r]的相位,执行步骤s10;
41、例如,如果转盘旋转到360+120度,即480度位置时,经判断r≥[r],然后转盘又旋转了一圈回到同一个相位,到达360+360+120度,即840度位置时,就不再需要擀压,跳过该相位位置,擀压下一个符合r<[r]条件的相位位置。
42、s17.当全部的六个相位r≥[r]时执行步骤s18;当d-2*m=2毫米时,伺服电机继续驱动转盘旋转至一周的六个相位,对于符合条件r<[r]的相位执行一次擀压,然后执行步骤s18;这时即使有r<[r],也不再继续擀压;
43、s18.程序结束。
44、与现有技术相比,本发明的有益效果是:能自动模仿手工擀压面皮的动作,在多个方向上交替擀压,使面筋成分在多个方向上都有力道,使面皮在各个方向上的抗拉强度差别不大,从而产生接近于手工擀压面皮的口感,迎合了广大消费者的口味,代替手工,降低人工劳动强度,降低了食品生产企业的用工成本,提高了生产效率。
本文地址:https://www.jishuxx.com/zhuanli/20240614/100322.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表