卷曲假发新型在线生产方法与流程
- 国知局
- 2024-07-12 11:23:30
本发明属于假发制品生产,具体涉及一种卷曲假发新型在线生产方法。
背景技术:
1、假发(发用纤维)制品中,卷曲的假发是发制品中较常见的假发品种之一,卷曲的假发一般是将假发丝束缠绕于防滑脱卷曲定型管后放置于定型机的柜体内通过热蒸汽进行热蒸处理来达到定型的目的。目前卷曲的假发纤维在制作过程中通常先将发用纤维缠绕到防滑脱卷曲定型管外圆,然后将防滑脱卷曲定型管放置到定型柜内进行热定型,最后将防滑脱卷曲定型管放置到烘干箱内进行烘干。这一生产过程采用人工作业的比例较大,劳动强度高,生产效率低。尤其是在热定型和烘干过程中,定型柜的容积都较小,放置到定型柜内的防滑脱卷曲定型管均是堆放,使得定型效果不均匀,同一批次的产品质量参差不齐;由于现有的防滑脱卷曲定型管是采用耐高温的塑料管,若不将假发丝束取下进行烘干,与塑料管外圆接触的假发则难以干燥透彻,因此,目前通常是在假发丝束定型后,将卷曲的假发从防滑脱卷曲定型管上取下,再将假发放置到烘干箱内进行烘干,操作繁琐,很多假发丝束堆放在烘干箱内,不仅烘干效率低、效果差,而且在烘干后取出时,假发丝束容易交叉缠绕到一起,分离起来比较麻烦。
技术实现思路
1、本发明为了解决现有技术存在的不足,提供一种操作简单、效率高、质量好且一致、假发丝束不会相互交叉缠绕的卷曲假发新型在线生产方法。
2、为解决上述技术问题,本发明采用如下技术方案:卷曲假发新型在线生产方法,包括以下步骤:
3、s1、双工位切换卷绕装置将纤维丝束缠绕到防滑脱卷曲定型管外圆;
4、s2、防滑脱卷曲定型管上缠满纤维丝束后,切换双工位切换卷绕装置的工作位和换管位,将缠满纤维丝束的防滑脱卷曲定型管取下并放置到带式传送热定型装置,同时切换双工位切换卷绕装置的工作位继续将将纤维丝束缠绕到下一个防滑脱卷曲定型管外圆;
5、s3、带式传送热定型装置采用定时步进的方式对防滑脱卷曲定型管上缠绕的纤维丝束进行热蒸气定型;
6、s4、将热蒸气定型后的缠绕有纤维丝束的防滑脱卷曲定型管逐个放置到一个定型管竖向串联式烘干箱内,定型管竖向串联式烘干箱内放满防滑脱卷曲定型管后开始烘干作业,再将热蒸气定型后的缠绕有纤维丝束的防滑脱卷曲定型管逐个放置到另一个定型管竖向串联式烘干箱内,两个定型管竖向串联式烘干箱轮换进行烘干作业。
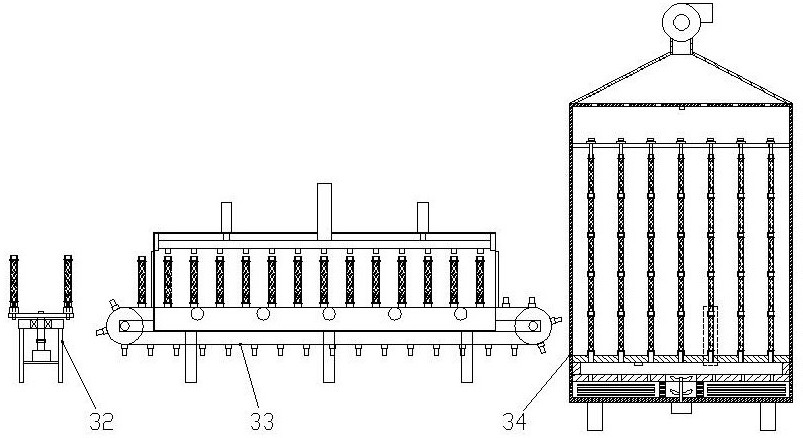
7、双工位切换卷绕装置、带式传送热定型装置和两个定型管竖向串联式烘干箱自左向右依次设置;
8、双工位切换卷绕装置包括卷绕支架,卷绕支架上设有主轴垂直向上的工位切换电机,工位切换电机的主轴通过联轴器同轴连接有切换轴,切换轴通过压力轴承与卷绕支架转动连接,切换轴上端同轴固定连有水平设置的工位切换盘,工位切换盘上左右两侧分别设有一个卷绕旋转定位组件,两个卷绕旋转定位组件结构相同且关于切换轴中心对称;
9、卷绕旋转定位组件包括空心轴电机和气动内胀夹具,空心轴电机固定设在工位切换盘上,空心轴电机的空心轴垂直于工位切换盘,空心轴电机的空心轴上端与气动内胀夹具下端气口连接,气动内胀夹具上套设有防滑脱卷曲定型管,空心轴电机的空心轴下端连接有穿过工位切换盘的高压供气管。
10、防滑脱卷曲定型管包括竖向设置的管体,管体上开设有若干个内外通透的过气孔,管体外圆设有螺旋状的防滑凸棱条;管体上端和下端分别设有外径大于管体的上限位环和下限位环,上限位环和下限位环的内径与管体的内径相等;上限位环上端面设有内插管接头,内插管接头与管体的外径和内径均相等,下限位环下端面设有与内插管接头长度相等的外套管接头,外套管接头的内径与内插管接头外径相等;外套管接头内圆在邻近下限位环处开设有环形槽,环形槽内设有上端面与下限位环下端面接触的密封圈,密封圈内径等于下限位环内径;外套管接头内圆套设在气动内胀夹具上,气动内胀夹具径向膨胀后与外套管接头内圆顶压配合;
11、管体、防滑凸棱条、上限位环、下限位环、外套管接头和内插管接头采用一体结构制成;过气孔为长孔结构,过气孔的长度方向平行于管体的中心线。
12、带式传送热定型装置包括传送支架,传送支架上设有定型箱,定型箱长度方向沿左右方向设置,定型箱外部左侧和右侧分别设有主动带轮和从动带轮,定型箱左侧板和右侧板分别设有进管口和出管口,进管口处设有进管自动门,出管口处设有出管自动门,主动带轮和从动带轮之间通过一条环形的传送带连接,传送带上半幅水平穿过进管口和出管口的下部,传送带下半幅位于定型箱下方,定型箱内设有用于支撑传送带上半幅的导辊,传送带上均匀设有凸型结构的定位柱,定位柱下部外圆与外套管接头内圆直径相等,定位柱上部外圆直径小于管体内径,防滑脱卷曲定型管下端的外套管接头套装在定位柱上;
13、定型箱左侧内壁和右侧内壁上部分别设有一条竖向导轨,两条竖向导轨之间水平设有一根蒸气供送管,蒸气供送管左右两端口固定连接滑动设在邻近竖向导轨上的封堵滑块,蒸气供送管上部中间连接有向上伸出定型箱的主供气管,蒸气供送管上部左右两侧分别连接有用于驱动蒸气供送管上下移动的升降气缸,蒸气供送管下部间隔设有若干个短节供气插管,若干个短节供气插管与移动至定型箱内的若干个定位柱数量相同且上下一一对应。
14、两个定型管竖向串联式烘干箱关于传送带长度方向前后对称布置;后侧的定型管竖向串联式烘干箱包括箱体,箱体底部设有支腿,箱体前侧设有箱门,箱体内下部设有高温空气上吹机构,箱体内水平设有位于高温空气上吹机构上方的安装板,安装板上均匀设有若干个均上下通透的通气管,通气管上端口凸出安装板上表面,每个通气管上均可拆卸连接有防滑脱卷曲定型管竖向串联组件,箱体内上部设有与所有防滑脱卷曲定型管竖向串联组件上端插接的定位防倾倒装置,箱体的顶板上开设有若干个上透气孔,箱体顶部在顶板上方设有上小下大的聚气罩,聚气罩上端连接有抽风机;
15、防滑脱卷曲定型管竖向串联组件包括若干个上下依次插接的防滑脱卷曲定型管,最下部一个防滑脱卷曲定型管下端的外套管接头套在通气管上,通气管上端环面与最下部一个防滑脱卷曲定型管下端的外套管接头内的密封圈压接配合;上下相邻两个防滑脱卷曲定型管中的下部管体上端的内插管接头插设在上部管体下端的外套管接头内,同时下部管体上端的内插管接头上端环面与上部管体下端的外套管接头内的密封圈压接配合。
16、高温空气上吹机构包括水平设置在安装板下方的隔板,隔板与安装板之间设有紧贴箱体内壁布置的支板,隔板中心开设有通风孔,箱体侧板和箱门上在隔板下方的区域均匀开设有若干个外透气孔,箱体内在隔板下方设有电加热管,隔板上均匀开设有若干个下透气孔;
17、箱体的底板与隔板之间设有位于通风孔外侧的圆筒板,电加热管位于圆筒板外侧的空腔内,圆筒板上设有若干个内透气孔,箱体的底板底部固定设有烘干电机,烘干电机的主轴垂直穿过底板伸入到圆筒板内,烘干电机的主轴上安装有位于圆筒板内的扇叶;
18、箱体内设有温度传感器和湿度传感器,温度传感器设置在安装板下表面,湿度传感器设置在箱体的顶板下表面;
19、定位防倾倒装置包括沿左右方向水平设置的横梁,横梁左右两端分别与箱体左侧内壁和右侧内壁固定连接,横梁上开设有若干个分别与通气管上下一一对应的插孔,每个插孔内均插设有一根定位杆,定位杆上端设有手柄,定位杆下端伸入到最上部一个防滑脱卷曲定型管上端的内插管接头内。
20、步骤s1的具体过程为:在双工位切换卷绕装置左右两侧的气动内胀夹具上套装上防滑脱卷曲定型管,防滑脱卷曲定型管下端的外套管接头内圆套设在气动内胀夹具上,启动气动内胀夹具,气动内胀夹具径向膨胀将外套管接头压紧,使防滑脱卷曲定型管竖向定位,启动左侧工作位的卷绕旋转定位组件的空心轴电机,驱动防滑脱卷曲定型管旋转,将纤维丝束自下而上逐渐缠绕到防滑脱卷曲定型管上。
21、步骤s2的具体过程为:当左侧的防滑脱卷曲定型管上纤维丝束缠绕满后,剪断纤维丝束,工位切换电机驱动工位切换盘旋转180°,右侧的卷绕旋转定位组件转动到工作位,缠满纤维丝束的卷绕旋转定位组件移动到右侧的换管位,接着工作位处的空心轴电机启动驱动防滑脱卷曲定型管旋转,将纤维丝束自下而上逐渐缠绕到防滑脱卷曲定型管上,同时操控右侧换管位处的气动内胀夹具径向收缩,将缠满纤维丝束的防滑脱卷曲定型管从气动内胀夹具上取下后放置到带式传送热定型装置传送带左侧顶部的一个定位柱上;然后将一个新的防滑脱卷曲定型管套装到换管位的气动内胀夹具上,操控气动内胀夹具径向膨胀,将防滑脱卷曲定型管与气动内胀夹具固定连接为一体;工作位的防滑脱卷曲定型管再次缠满纤维丝束后,按照上述过程循环操作,每次从换管位取下缠满纤维丝束的防滑脱卷曲定型管放置到带式传送热定型装置传送带左侧顶部的一个定位柱前,带式传送热定型装置的主动带轮在步进电机的驱动下,主动带轮带动传送带上半幅向右移动一定距离(该距离等于相邻两个定位柱的间距),在缠满纤维丝束的防滑脱卷曲定型管向右进入到定型箱内时,进管自动门打开,向右移动进入到定型箱内后,进管自动门关闭。
22、步骤s3的具体过程为:缠满纤维丝束的防滑脱卷曲定型管步进到定型箱内后,升降气缸伸长驱动蒸气供送管沿竖向导轨向下移动,蒸汽供送底部的短节供气插管插入到防滑脱卷曲定型管上端的内插管接头上端口内,高温蒸气通过主供气管、蒸气供送管和短节供气插管向防滑脱卷曲定型管的管体内通入蒸气,蒸气通过管体上的过气孔向外对卷绕在管体外圆的假发丝束内部进行热定型;在步进电机每次启动前,升降气缸先向上收缩,带动短节供气插管下端脱离内插管接头上端口,传送带每次位移后,升降气缸向下伸长,带动短节供气插管下端插入内插管接头上端口内;直到定型箱内的定位柱上都插上防滑脱卷曲定型管后,步进电机每次启动前,出管自动门先打开,最右侧的热定型完成的防滑脱卷曲定型管向右移出定型箱。
23、步骤s4的具体过程为:右侧的热定型完成的防滑脱卷曲定型管向右移出定型箱后,将该热定型后的防滑脱卷曲定型管从定位柱上取下,放置到其中一个定型管竖向串联式烘干箱内;
24、向定型管竖向串联式烘干箱内放置防滑脱卷曲定型管的具体过程为:先打开箱门,先在最后或前侧(内侧)一排通气管上自下而上依次装上多根防滑脱卷曲定型管,接着将一个定位杆穿过横梁上的插孔插入到最上部一个防滑脱卷曲定型管上端的内插管接头内,这样就将一组防滑脱卷曲定型管竖向串联组件进行定位,防止其倾倒;按照这种安装方式,将剩余的通气管上均安装上一组防滑脱卷曲定型管竖向串联组件,并插上定位杆进行定位;
25、按照上述卷绕、热定型的过程,逐个将热定型后的防滑脱卷曲定型管放置到定型管竖向串联式烘干箱内,直到该定型管竖向串联式烘干箱内放满防滑脱卷曲定型管后关闭箱门,启动该定型管竖向串联式烘干箱,对内部的热定型后防滑脱卷曲定型管卷绕的假发丝束的进行烘干作业,
26、定型管竖向串联式烘干箱对卷绕在防滑脱卷曲定型管上的纤维丝束进行烘干的具体过程为:关闭箱门,启动抽风机,电加热管通电,箱体内在抽风机的作用下产生负压,外部的空气通过外透气孔进入到隔板下方的空腔内,电加热管对进入的冷空气进行加热,加热后的高温空气依次通过隔板上的下透气孔、通气管进入到串联的防滑脱卷曲定型管内,再由管体上的过气孔进入到箱体内,高温空气通过过气孔的过程中,对卷绕在管体外圆的假发丝束内部进行烘干,在防滑脱卷曲定型管内外高温空气共同作用下,大大提高了对假发丝束的干燥效率,确保假发丝束内部的也完全被烘干,气流最后通过顶板上的上透气孔进入到聚气罩内,再由抽风机向上抽出;
27、在第一个定型管竖向串联式烘干箱进行烘干作业过程中,将热定型后的防滑脱卷曲定型管放置到第二个定型管竖向串联式烘干箱内,直到第二个定型管竖向串联式烘干箱内即将放满(还有3-5个防滑脱卷曲定型管)防滑脱卷曲定型管时,关闭第一个定型管竖向串联式烘干箱,打开箱门,将烘干完成的防滑脱卷曲定型管从定型管竖向串联式烘干箱内依次取出,取完后,第二个定型管竖向串联式烘干箱内也基本放满防滑脱卷曲定型管,关闭第二个定型管竖向串联式烘干箱的箱门,启动第二定型管竖向串联式烘干箱,对内部的热定型后防滑脱卷曲定型管卷绕的假发丝束的进行烘干作业,在烘干作业过程中,热定型后的防滑脱卷曲定型管再次放置到第一个定型管竖向串联式烘干箱内,如此不间断的循环操作,使卷绕、热定型和烘干作业不停地进行,大大提高了生产效率。
28、采用上述技术方案,本发明具有以下技术效果:
29、双工位切换卷绕装置采用水平旋转切换工位的方式,在工作位卷绕作业的同时,可对换管位处进行换管操作,提高了纤维丝束卷绕的效率,采用气动内胀夹具对防滑脱卷曲定型管进行定位夹持,方便快捷,减少人工操作强度,提高工作效率。采用空心轴电机的空心轴直接作为为气动内胀夹具供气的气路,结构简单且紧凑。纤维丝束卷绕到管体上,由于防滑凸棱条的设置,对纤维丝束起到良好的定位作用,避免假发丝束沿管体下滑。
30、带式传送热定型装置采用流水线式作业,从防滑脱卷曲定型管进入定型箱开始计时,到移出定型箱为全部的热定型时间,防滑脱卷曲定型管在定型箱内自左向右移动采用步进的方式,实现自动化操作。在热定型过程中,热蒸气采用由防滑脱卷曲定型管内部进入,通过过气孔向外排出,此过程中对缠绕在防滑脱卷曲定型管外圆的纤维丝束进行热定型,这种气流方式使得纤维丝束内外定型效果基本一致,从而确保产品质量的一致性。升降气缸、进管自动门、出管自动门和步进电机的启闭自动配合,确保热定型流水线生产作业的连续性和可靠性。热定型的温度通过热蒸气的温度和进气量来控制。热定型的时间由在纤维丝束缠绕满防滑脱卷曲定型管的时间来确定。
31、在烘干过程中,通过实时查看温度传感器和湿度传感器的示数,温度传感器监测刚进入箱体内进行烘干时的温度,这样避免温度过高对假发丝束产生损伤,湿度传感器设在防滑脱卷曲定型管上方,对假发丝束烘干后携带有携带的水分的气流的湿度进行监测,这样可监控烘干效果,以便随时关闭抽风机和电加热管。
32、为了提高烘干效率,可启动烘干电机,烘干电机带动扇叶旋转,将通过圆筒板上的内透气孔的高温空气向上吹送,使得更大量的高温空气向上进入通气管对管体上卷绕的假发丝束进行烘干除湿作业。
33、外套管接头内部设置的密封圈,起到良好的密封作用,在烘干作业时避免高温气体通过内插管接头外圆与外套管接头内圆之间通过。
34、管体、防滑凸棱条、上限位环、下限位环、外套管接头和内插管接头可采用耐高温塑料材质一体注塑制成,成批制造,成本低。密封圈另外安装到外套管接头内圆的环形槽内。
35、透气孔为长孔结构,不仅对假发丝束可起到防滑作用,而且在保证管体刚度和强度的前提下,尽量增加透气孔的透气面积。
36、由于定型管竖向串联式烘干箱需要将很多防滑脱卷曲定型管放置并串联后才进行烘干操作,因此本发明设置两个定型管竖向串联式烘干箱进行,这样提高烘干效率,同时相比带式传送热定型装置更加节约空间。
37、综上所述,本发明先将纤维丝束缠绕到防滑脱卷曲定型管上,再将防滑脱卷曲定型管放置到流水线式的带式传送热定型装置进行热蒸气定型作业,最后将若干根防滑脱卷曲定型管串联放置到定型管竖向串联式烘干箱内进批量烘干(干燥)作业,烘干后再将纤维丝束从防滑脱卷曲定型管上取下形成卷曲的假发丝束,烘干作业采用负压抽气+正压送气,高温空气由防滑脱卷曲定型管内部向外对假发丝束进行干燥,使假发丝束内部干燥更快更均匀,温湿度可控,也避免了假发丝束在烘干后取出时交叉缠绕到一起。
本文地址:https://www.jishuxx.com/zhuanli/20240614/92532.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表