连续烟包回潮生产线中的烟包信息跟踪方法与流程
- 国知局
- 2024-07-12 11:28:28
本发明涉及一种烟包信息跟踪方法,特别是一种连续烟包回潮生产线中的烟包信息跟踪方法。
背景技术:
1、在真空回潮预处理段的连续生产过程中,通过烟包开包系统将从原料库按配方顺序出库并带有信息的单个200kg(40包/批)纸箱烟包的外包装拆除后变成裸包,通过输送装置送入金属框栏;单个实烟箱按解包前顺序进入真空回潮机;通过抽真空、破真空、增温增湿等动作去除清杂气,按照先进先出的进出箱顺序进行翻箱倒料,松散的物料进入下一加工环节,按模块一二三分组加工;从烟包形态看共有纸箱烟包、祼包、实烟箱三种,通过设计编码规则和数据存贮和查询方法,实现无论哪种烟包形态都能进行烟包信息的传递追踪,为后续按烟包重量切换松散回潮分组加工参数以及杂物分选机分模块调用配方提供技术保障。
技术实现思路
1、本申请的发明目的是克服现有技术的缺陷,而提供一种连续烟包回潮生产线中的烟包信息跟踪方法。
2、为了完成本申请的发明目的,本申请采用以下技术方案:
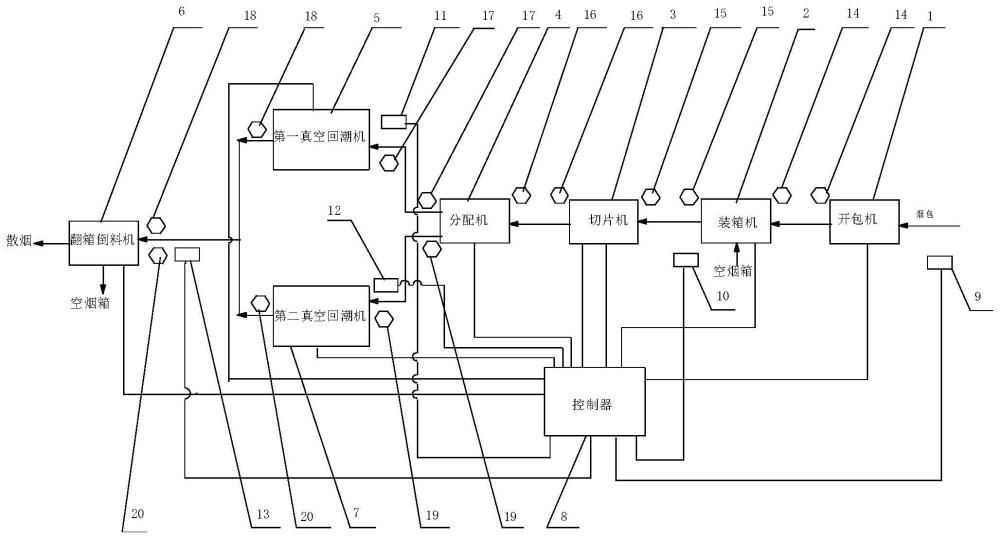
3、本发明的一种连续烟包回潮生产线中的烟包信息跟踪方法,烟包回潮生产线包括:开包机、装箱机、切片机、分配机、第一真空回潮机、第二真空回潮机、翻箱倒料机和控制器,开包机、装箱机、切片机和分配机依次相连,第一真空回潮机和第二真空回潮机并联,它们的入口与分配机相连,它们的出口与翻箱倒料机相连,控制器分别与开包机、装箱机、切片机、分配机、第一真空回潮机、第二真空回潮机和翻箱倒料机相连,在上述装置之间通过传送带相互连接,在开包机的入口处布置有第一计数器,在开包机和装箱机之间的传送带上布置有至少一个第一光电管;在装箱机和切片机之间的传送带上布置有至少一个第二光电管;在切片机和分配机之间的传送带上布置有至少一个第三光电管;在分配机和第一真空回潮机之间、分配机和第二真空回潮机之间的传送带上分别布置有至少一个第四光电管和至少一个第五光电管;在翻箱倒料机和第一真空回潮机之间、翻箱倒料机和第二真空回潮机之间的传送带上分别布置有至少一个第六光电管或第七光电管,在第一真空回潮机的入口处和第二真空回潮机的入口处分别布置有第三计数器和第四计数器,在翻箱倒料机的烟箱入口布置有第五计数器,上述所有计数器和光电管均与控制器相连,其中:连续烟包回潮生产线中的烟包信息跟踪方法包括以下步骤:
4、(一)、当烟包进入连续烟包回潮生产线时,第一计数器开始计数,开包机得到该烟包的烟包信息,第一计数器和开包机将计数和烟包信息输送到控制器的开包机信息储存区域内,开包机对该烟包进行开包处理后,然后将该烟包通过传送带传输到装箱机;
5、(二)、当所有第一光电管均给控制器发送触发信号,上述烟包通过传送带传输到装箱机中,控制器将储存在开包机信息储存区域的上述烟包信息,输送到装箱机信息储存区域内,装箱机对该烟包进行装箱处理得到实烟箱,然后将该实烟箱通过传送带传输到切片机;
6、(三)、当所有第二光电管均给控制器发送触发信号,上述实烟箱通过传送带传输到切片机中,控制器将储存在装箱机信息储存区域的上述烟包信息,输送到切片机信息储存区域内,切片机对该实烟箱内的烟叶进行切片处理后,然后将该实烟箱通过传送带传输到分配机;
7、(四)、当所有第三光电管均给控制器发送触发信号,上述实烟箱通过传送带传输到分配机中,控制器将储存在切片机信息储存区域的上述烟包信息,输送到分配机信息储存区域内,分配机通过传送带将该实烟箱传输到第一真空回潮机或第二真空回潮机;
8、(五)、当所有第四光电管均给控制器发送触发信号,上述实烟箱通过传送带传输到第一真空回潮机中,控制器将储存在分配机信息储存区域的上述烟包信息,输送到第一真空回潮机信息储存区域内,第三计数器对进入第一真空回潮机的实烟箱开始进行计数,当进入第一真空回潮机实烟箱数量达到设定的烟箱数量时,第一真空回潮机对上述实烟箱中的烟叶进行真空回潮处理,然后将上述实烟箱通过传送带传输到翻箱倒料机;
9、或者(六)、当所有第五光电管均给控制器发送触发信号,上述实烟箱通过传送带传输到第二真空回潮机中,控制器将储存在分配机信息储存区域的上述烟包信息,输送到第二真空回潮机信息储存区域内,第四计数器对进入第二真空回潮机的实烟箱开始进行计数,当进入第二真空回潮机实烟箱数量达到设定的烟箱数量时,第二真空回潮机对上述实烟箱中的烟叶进行真空回潮处理,然后将上述实烟箱通过传送带传输到翻箱倒料机;
10、(七)、当所有第六光电管或所有第七光电管均给控制器发送触发信号,上述实烟箱通过传送带传输到翻箱倒料机中,控制器将储存在第一真空回潮机或第二真空回潮机信息储存区域的上述烟包信息,输送到翻箱倒料机的信息储存区域内,翻箱倒料机对该实烟箱进行翻箱倒料处理后,散烟进行后续处理,空烟箱进入空箱缓存道备用;
11、(八)、第五计数器对进入到翻箱倒料机入口处的实烟箱进行计数,当实烟箱数量达到该批次预定的烟箱数时,连续烟包回潮生产线完成了该批次烟包的处理。
12、本发明的一种连续烟包回潮生产线中的烟包信息跟踪方法,其中:当某一传送带上的一个光电管没有在预定的时间内给控制器发送触发信号时,连续烟包回潮生产线出现了故障,操作者根据储存在控制器内的开包机、装箱机、切片机、分配机、第一真空回潮机、第二真空回潮机或翻箱倒料机信息储存区域内的烟包信息,检查出连续烟包回潮生产线中的进行生产烟包的烟包信息和它在本批次中的烟包计数。
13、本发明的一种连续烟包回潮生产线中的烟包信息跟踪方法,其中:在某一个传送带上的光电管为2-5个。
14、本发明的一种连续烟包回潮生产线中的烟包信息跟踪方法,其中:在装箱机和切片机之间的传送带上布置有第二计数器,该第二计数器与控制器相连。
15、本发明的一种连续烟包回潮生产线中的烟包信息跟踪方法,其中:所述烟包信息包括:配方号、烟包序号和烟包重量。
16、本发明的一种连续烟包回潮生产线中的烟包信息跟踪方法利用传送带和光电管之间的逻辑控制,并对装置进行编码,将烟包信息通过编码准确的传递给下一个装置,即控制器内有各个装置的储存区域,该方法简单实用,所投入的设备经济、环保,有效地将烟包信息准确地逐级往后传递。在物料输送控制过程中,增加烟包计数和烟包信息的顺序传送,保证批次烟包的完整性和防止前后两个批次追尾引起错牌串号,还实现了后续真空回潮及松散回潮进行分组加工,在烟草制丝物料信息跟踪控制和防差错处理方面有着极为广泛的应用。
17、本发明的控制器还设置了监控显示功能,对于多台设备连续生产时,多个工单信息跟踪物料移动,可以实时查看设备烟包身份信息,系统通过烟包身份信息和总计数自动判断是否达到设定数,如果实际包数不等于设定包数那么禁止该批次结束;成功避免了前后两个批次“追尾”保证连续生产的合理性和质量可追溯性。
技术特征:1.一种连续烟包回潮生产线中的烟包信息跟踪方法,烟包回潮生产线包括:开包机(1)、装箱机(2)、切片机(3)、分配机(4)、第一真空回潮机(5)、第二真空回潮机(7)、翻箱倒料机(6)和控制器(8),开包机(1)、装箱机(2)、切片机(3)和分配机(4)依次相连,第一真空回潮机(5)和第二真空回潮机(7)并联,它们的入口与分配机(4)相连,它们的出口与翻箱倒料机(6)相连,控制器(8)分别与开包机(1)、装箱机(2)、切片机(3)、分配机(4)、第一真空回潮机(5)、第二真空回潮机(7)和翻箱倒料机(6)相连,在上述装置之间通过传送带相互连接,在开包机(1)的入口处布置有第一计数器(9),在开包机(1)和装箱机(2)之间的传送带上布置有至少一个第一光电管(14);在装箱机(2)和切片机(3)之间的传送带上布置有至少一个第二光电管(15);在切片机(3)和分配机(4)之间的传送带上布置有至少一个第三光电管(16);在分配机(4)和第一真空回潮机(5)之间、分配机(4)和第二真空回潮机(7)之间的传送带上分别布置有至少一个第四光电管(17)和至少一个第五光电管(19);在翻箱倒料机(6)和第一真空回潮机(5)之间、翻箱倒料机(6)和第二真空回潮机(7)之间的传送带上分别布置有至少一个第六光电管(18)或第七光电管(20),在第一真空回潮机(5)的入口处和第二真空回潮机(7)的入口处分别布置有第三计数器(10)和第四计数器(11),在翻箱倒料机(6)的烟箱入口布置有第五计数器(13),上述所有计数器和光电管均与控制器(8)相连,其特征在于:连续烟包回潮生产线中的烟包信息跟踪方法包括以下步骤:
2.如权利要求1所述的连续烟包回潮生产线中的烟包信息跟踪方法,其特征在于:当某一传送带上的一个光电管没有在预定的时间内给控制器(8)发送触发信号时,连续烟包回潮生产线出现了故障,操作者根据储存在控制器(8)内的开包机(1)、装箱机(2)、切片机(3)、分配机(4)、第一真空回潮机(5)、第二真空回潮机(7)或翻箱倒料机(6)信息储存区域内的烟包信息,检查出连续烟包回潮生产线中的进行生产烟包的烟包信息和它在本批次中的烟包计数。
3.如权利要求2所述的连续烟包回潮生产线中的烟包信息跟踪方法,其特征在于:在某一个传送带上的光电管为2-5个。
4.如权利要求3所述的连续烟包回潮生产线中的烟包信息跟踪方法,其特征在于:在装箱机(2)和切片机(3)之间的传送带上布置有第二计数器(10),该第二计数器(10)与控制器(8)相连。
5.如权利要求4所述的连续烟包回潮生产线中的烟包信息跟踪方法,其特征在于:所述烟包信息包括:配方号、烟包序号和烟包重量。
技术总结本发明烟包回潮生产线包括:开包机、装箱机、切片机、分配机、第一真空回潮机、第二真空回潮机、翻箱倒料机、控制器、光电管和计数器,在上述装置之间通过传送带相互连接,在装置之间的传送带上布置有至少一个光电管;在开包机的入口处布置有第一计数器,在翻箱倒料机的烟箱入口布置有第五计数器,上述所有装置、计数器和光电管均与控制器相连,本发明连续烟包回潮生产线中的烟包信息跟踪方法利用传送带和光电管之间的逻辑控制,将烟包信息准确地传递给下一个装置;该方法简单实用,有效地将烟包信息准确地逐级往后传递,在物料输送控制过程中,增加烟包计数和烟包信息的顺序传送,保证批次烟包的完整性和防止前后两个批次追尾引起错牌串号。技术研发人员:纳淑泉,朱星宇,李俊杰,杨春,朱灿琛受保护的技术使用者:红云红河烟草(集团)有限责任公司技术研发日:技术公布日:2024/1/25本文地址:https://www.jishuxx.com/zhuanli/20240614/93059.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表