具有改善的膨胀性能的用于吸烟制品的水力缠结的过滤材料的制作方法
- 国知局
- 2024-07-12 11:30:33
发明领域本发明涉及适合用于制造吸烟制品中的区段的过滤材料,所述过滤材料在横向上具有有利的塑性变形性,使得可以以有效的方式由此制造用于吸烟制品的区段。本发明还涉及用于由这种过滤材料制造的用于吸烟制品的区段。背景和现有技术吸烟制品通常是杆状制品,其由彼此相邻设置的至少两个杆状区段组成。一个区段含有能够在加热时形成气溶胶的材料,并且至少一个另外的区段用于影响气溶胶的性能。吸烟制品可以是过滤嘴香烟,其中第一区段含有气溶胶形成材料,特别是烟草,并且其中另外的区段被设计成过滤器并且起到过滤气溶胶的作用。在这点上,气溶胶通过气溶胶形成材料的燃烧而产生,并且过滤器主要用于过滤气溶胶并且为过滤嘴香烟提供限定的抽吸阻力。然而,吸烟制品也可以是熟知的加热烟草产品,其中气溶胶形成材料仅被加热而不燃烧。这意味着减少了气溶胶中对健康有害的物质的种类和数量。这种吸烟制品还由至少两个区段,但更经常是更多个区段,特别是四个区段组成。一个区段含有气溶胶形成材料,其通常包括烟草、再造烟草或通过其它方法制备的烟草。此外,在加热烟草产品中的任选的区段用于转移气溶胶、冷却气溶胶或过滤气溶胶。区段通常用包装材料包封。通常,纸被用作包装材料。除非下文明确说明或从上下文直接显而易见,否则“区段(segment)”应理解为是指不含有气溶胶形成材料的吸烟制品的区段,而是例如用于转移、冷却或过滤气溶胶的区段。在现有技术中,由聚合物如醋酸纤维素或聚丙交酯形成这种区段是已知的。在消耗吸烟制品之后,吸烟制品必须被妥善处置。然而,在许多情况下,消费者简单地将用过的吸烟制品丢弃在环境中,并且试图通过起诉或罚款来限制这种行为几乎没有成功。因为醋酸纤维素和聚丙交酯在环境中仅非常缓慢地生物降解,所以工业上有兴趣由更好地生物降解的其它材料制造吸烟制品的区段。此外,例如,在欧盟中大幅减少或禁止在吸烟制品中使用非天然聚合物的条例正在讨论中,使得也出于此原因,有兴趣为可用的吸烟制品提供可替代的区段。在现有技术中已知由纸制造用于吸烟制品的区段,特别是过滤区段。这种区段通常易于生物降解,但也处于不利。作为实例,来自纸的过滤区段通常具有高的过滤效率,并且因此导致干燥的气溶胶,与来自醋酸纤维素的常规过滤区段的香烟相比,这恶化了气溶胶的味道。此外,它们通常对苯酚的过滤效率比醋酸纤维素低。迄今为止还没有广泛使用来自纸的过滤区段的主要原因是它们的光学外观。在吸烟制品的嘴端,位于嘴端的区段的切面是可见的,并且从来自醋酸纤维素的常规区段,消费者习惯于均匀的白色表面,其中单个的切割纤维几乎不可见。然而,来自纸的区段具有粗糙的结构,这将向消费者提供较低品质的印象。因此,来自纸的区段通常仅用作由多个区段组成的过滤器中的一个区段的一部分,使得消费者不能看见切面。然后,位于嘴端的区段仍然经常由醋酸纤维素制成。由于这些光学缺陷,不能充分利用来自纸的区段的生物降解性的优点。在现有技术中也已知由非织造物制造用于吸烟制品的区段。例如,在ep 2 515689中,描述了来自非织造物的过滤材料,然而,其主要包含来自聚乙烯醇、聚丙交酯或其它非天然聚合物的纤维,因此不能完全满足生物降解性的要求。此外,本文描述的非织造物太薄,不能在由其制造的区段的切面处产生光学上可接受的外观。在现有技术中已知由容易生物降解的纤维制造来自纸的吸烟制品的过滤材料。us2015/0374030中描述了这种过滤材料,然而,其由相当程度的来自汉麻、亚麻、马尼拉麻、剑麻或棉的浆纤维组成。这些纤维是昂贵的,并且由于它们与来自木材的浆纤维相比生长周期短,因此它们的品质变化很大。根据在us2015/0374030中的教导,它们需要达到足够多孔的结构并且同时达到足够高的强度。木浆的使用受到阻碍,因为它产生了致密和紧密的纸结构。事实上,木浆的比例应该总是小于50%重量,并且在工业实施方案中,它小于5%重量。此外,由于所使用的制造工艺,这种过滤器的光学外观对于消费者来说也不够吸引人。与现有技术中的教导相反,本发明人在本技术中已经发现,具有高比例浆纤维的过滤材料可以以水力缠结的非织造物的形式制造,而不会使非织造物的结构太致密或太紧密。在未预先公开的国际申请pct/ep2019/085125中描述了可以被视为本发明起始点的相应的过滤材料。在该未预先公开的申请中,为了形成起褶或卷曲的过滤材料的连续丝束,还描述了过滤材料的起褶或卷曲,为了形成所述区段,然后将其用包装纸包封并切割成限定长度的各个杆。作为实例,在区段的制造期间,在将纸幅材或基于纤维素的非织造物幅材形成为连续丝束并且用包装材料包封之前,可以在纵向方向上对基于纤维素的非织造物幅材进行初始卷曲。然后可以将连续丝束切割成适于进一步加工的部件。在幅材的卷曲期间,幅材可以穿过设有图案的两个辊,所述辊将该图案压印到幅材上。作为实例,该图案可以是沿幅材的机器方向取向的线图案。压印线在与机器方向正交的方向(横向)上使幅材拉伸和变形,然后使得通过在横向上聚集幅材可以更容易地形成连续丝束。然而,在所描述的种类的起褶期间,可能发生幅材在横向上撕裂。因此,需要一种过滤材料,其不具有该缺点或仅具有较小程度的缺点,但另外尽可能地与其它优选的过滤材料相同,特别是与前述未预先公开的申请pct/ep2019/085125中描述的那些相同。
背景技术:
技术实现思路
1、本发明的目的是提供用于吸烟制品的幅材形状(web-shaped)的过滤材料,所述过滤材料能够以高生产率加工成吸烟制品的区段,并且就其性能而言在其它方面与优选过滤材料尽可能相似。
2、该目的通过如权利要求1所要求保护的水力缠结的非织造物、如权利要求16所述的用于吸烟制品的区段和如权利要求23所述的吸烟制品、以及通过如权利要求22所述的用于制造区段的方法和如权利要求27所述的用于制造水力缠结的非织造物的方法来实现。在从属权利要求中提供了有利的实施方案。
3、本发明人已经发现,该目的可以通过一种用于制造吸烟制品的区段的过滤材料来实现,其中所述过滤材料是幅材形状的水力缠结的非织造物。尽管术语“水力缠结的”首先表示基础的制造过程,但应考虑水力缠结的非织造物具有特有的结构性质,这将其与其它非织造物区分开,并且根据本发明人的知识,这不能通过其它制造过程以相同的方式获得。与例如纸(其中强度是由于氢键而产生并且纤维主要在纸平面中取向)的情况不同,水力缠结的非织造物的强度通过纤维的缠结来获得。水力缠结的非织造物具有特别地多孔的结构,这使得它特别适合作为用于吸烟制品的区段的过滤材料。
4、根据本发明,水力缠结的非织造物含有至少50%且至多100%的纤维素纤维,各自相对于水力缠结的非织造物的质量,其中水力缠结的非织造物具有至少15g/m2且至多60g/m2的基重。在这点上,水力缠结的非织造物具有机器方向和位于水力缠结的非织造物的幅材的平面中的与机器方向正交的横向。此外,水力缠结的非织造物在横向上具有特有的塑性变形性,其特征在于,在根据iso 1924-2:200,8的横向上的拉伸测试中,由水力缠结的非织造物吸收的直至断裂伸长率的一半的变形能量的非线性部分是由水力缠结的非织造物吸收的直至断裂伸长率的一半的总变形能量的至少10%且至多50%。这种特有的塑性变形性比普通过滤材料的情况更显著。
5、在水力缠结的非织造物的制造和加工期间,水力缠结的非织造物在一个方向(所谓的机器方向)上运行穿过机器,并且水力缠结的非织造物具有位于水力缠结的非织造物的幅材的平面中的与机器方向正交的方向(横向)。
6、在将过滤材料加工以形成吸烟制品的区段期间,所述水力缠结的非织造物优选是卷曲的。为此,例如水力缠结的非织造物穿过设有图案的两个辊,所述辊将该图案压印到幅材上。优选地,该图案是在幅材的机器方向上取向的线图案。压印线在与机器方向正交的方向(横向)上使水力缠结的非织造物拉伸和变形。以这种方式变形的过滤材料可以更容易地在横向上聚集,并且因此可以生产连续丝束用于制造区段。
7、这种方法的一个问题是,为了引起水力缠结的非织造物的期望的变形,两个辊在幅材的横向上产生高伸长率,并且因此存在水力缠结的非织造物将在横向上撕裂的风险。本领域技术人员现在可以试图增加水力缠结的非织造物在横向上的断裂伸长率,使得水力缠结的非织造物容许较大的变形而不会撕裂。然而,本发明人已经发现,这不能解决该问题,因为为了在横向上实现永久变形,必须进一步增加伸长率,使得在横向上超过断裂强度的风险进一步增加。
8、根据本发明人的发现,更重要的是,在卷曲期间,在水力缠结的非织造物所暴露的横向上伸长时,会引起永久的塑性变形,而不是弹性变形。如果这种塑性变形已经可以在卷曲期间随着辊的较大分离而实现,则在加工期间水力缠结的非织造物在横向上撕裂的风险降低。通常,在横向拉伸过滤材料直至其断裂伸长率的约一半应该足够了。
9、发明人现在已经发现,通过使用合适的工艺,水力缠结的非织造物可以设有在横向上产生良好的塑性变形性并且因此简化卷曲的结构。因此下面进一步解释适合的方法。
10、可以根据iso 1924-2:2008在拉伸测试中表征这种在横向上的塑性变形性。在该拉伸测试中,将具有15mm的宽度的带在横向上从样品中取出,并且以20mm/min的速度拉伸直到其断裂。在此期间,记录伸长率ε和所施加的力f,使得得到力-伸长率曲线f(ε)。类似地,记录断裂伸长率εb和拉伸强度f(εb)。然后由水力缠结的非织造物吸收的直至断裂伸长率的一半εb/2的变形能量为
11、
12、其中,在实践中,积分通过数值方法计算。
13、该变形能量由弹性部分和塑性部分组成。弹性变形能量在去除负载时被释放,使得其对卷曲的结果没有贡献。然而,塑性变形是不可逆的,使得即使在通过两个辊的较小的伸长率下,如果塑性变形能量相对于总变形能量的部分高于现有技术中类似的过滤材料的部分,可以预期对于卷曲的良好结果。
14、弹性变形通常与伸长率和力之间的比例相关。在水力缠结的非织造物表现出理想的弹性直至断裂伸长率的一半的虚构的假设下,直至断裂伸长率的一半的变形能量elin通过下式计算
15、
16、然后由水力缠结的非织造物吸收的直至超过线形变形能量的断裂伸长率的一半的变形能量的非线性部分enl
17、
18、根据本发明人的发现,如果吸收的直至横向断裂伸长率的一半的变形能量的非线性部分是吸收的直至横向断裂伸长率的一半的总变形能量的至少10%,即
19、
20、则在卷曲期间可以实现非常良好的结果。
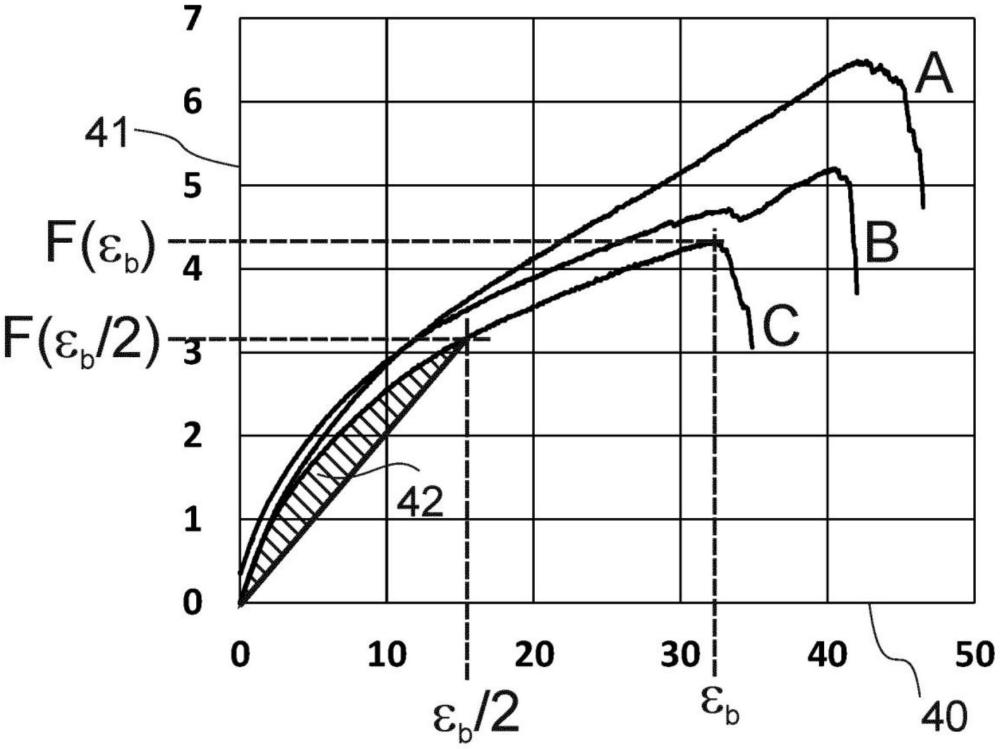
21、用于量化塑性行为的这些考虑可以通过图1中示出的图来例示,其可以在根据iso1924-2:2008进行拉伸测试时得到。在x轴10上,显示了伸长率ε,而在y轴11上,显示了引起该伸长率所施加的力f(ε)。从无应力状态12开始,伸长率ε以20mm/min的速率增加,并且同时测量力f(ε),其中产生力-伸长率曲线13。伸长率由此增加直到样品在状态14下撕裂,并且由此测定断裂伸长率εb和拉伸强度f(εb)。
22、在由水力缠结的非织造物制造区段期间,水力缠结的非织造物可以在某些位置,例如,直至断裂伸长率的约一半εb/2(点15),被负载相应的力f(εb/2),使得达到状态16。
23、连接点12和点16的线17表示虚构的线性弹性行为,并且线性变形能量elin对应于由点12、点16和点15形成的三角形的区域。然而,总变形能量对应于从点12至点15的线、从点15至点16的线以及从点16至点12的线13所包围的区域。在本发明的上下文中,用于表征根据本发明的水力缠结的非织造物的变形能量的非线性部分en1对应于由线17和线13界定的区域,线17和线13各自位于点12和点16之间。力-伸长率曲线向上弯曲越强烈并且它偏离虚构的线性弹性行为越多,对于塑性的可能性越大,并且因此不可逆变形的可能性越大。
24、在由根据本发明的水力缠结的非织造物制造区段期间,在卷曲期间,在横向上的伸长率可以当然地从断裂伸长率的一半偏离,然而,直至断裂伸长率的一半的变形能量的非线性部分与实际施加的伸长率和实际的弹性-塑性行为无关,被发现是表征根据本发明的水力缠结的非织造物的结构和预测卷曲期间水力缠结的非织造物的行为的合适参数。
25、为了比较,图2示出了不是根据本发明的典型的普通过滤材料的行为。在此,也在横向上对样品进行根据iso 1924-2:2008的拉伸测试。在x轴20上,显示了伸长率ε,而在y轴21上,显示了引起该伸长率所施加的力f(ε)。从无应力状态22开始,伸长率ε以20mm/min的速率增加,并且同时测量力f(ε),随之产生力-伸长率曲线23。伸长率由此增加直到样品在状态24下撕裂,并且由此测定断裂伸长率εb和拉伸强度f(εb)。
26、在由水力缠结的非织造物制造区段期间,水力缠结的非织造物可以例如被负载相应的力f(εb/2)直至断裂伸长率的约一半εb/2(点25),使得达到状态26。
27、连接点22和点26的线27表示线性弹性行为,并且相应的变形能量elin对应于由点22、点26和点25形成的三角形的区域。然而,总变形能量e对应于从点22至点25的线、从点25至点26的线以及从点26至点22的线23所包围的区域。变形能量的非线性部分en1对应于由线27和线23界定的区域,线27和线23各自在点22和点26之间。可以看出,在非常相似的断裂伸长率以及非常相似的变形能量的线性部分下,非线性变形能量的部分基本上更小。因此,这种水力缠结的非织造物对变形的反应将主要是弹性地,并且在去除负载之后,将基本上使整个变形逆转。为了引入与图1中示出的水力缠结的非织造物类似的塑性变形能量,如线28所示,水力缠结的非织造物必须拉伸直至点29。所需的伸长率基本上更高,并且首先,所需的力接近横向的拉伸强度。由于机器的小偏差或水力缠结的非织造物的质量变化,因此水力缠结的非织造物可能在横向上撕裂。然而,来自图1的根据本发明的水力缠结的非织造物具有这样的结构,该结构甚至在小的伸长率下允许在横向上的永久变形,因此可以更可靠地从其中制造用于吸烟制品的区段。
28、根据本发明的水力缠结的非织造物含有纤维素纤维。根据本发明人的发现,为了向水力缠结的非织造物提供足够的强度,纤维素纤维是必要的,使得其可以被加工到区段中。根据本发明,然而,各自相对于水力缠结的非织造物的质量,水力缠结的非织造物中纤维素纤维的比例为水力缠结的非织造物质量的至少50%且至多100%,优选地为至少60%且至多100%,并且特别优选地为至少70%且至多95%。
29、纤维素纤维可以是浆纤维(pulp fiber)或来自再生纤维素的纤维或其混合物。
30、浆纤维优选地来源于针叶木、落叶木或其它植物,如汉麻、亚麻、黄麻、苎麻、洋麻、木棉、椰子、马尼拉麻(abacá)、剑麻、竹、棉或茅草。来自各种来源的浆纤维的混合物还可以用于制造水力缠结的非织造物。特别优选地,浆纤维来源于针叶木,因为即使在小比例下,这种纤维也能为水力缠结的非织造物提供良好的强度。
31、根据本发明的水力缠结的非织造物可以含有来自再生纤维素的纤维。优选地,各自相对于水力缠结的非织造物的质量,来自再生纤维素的纤维的比例为至少5%且至多50%,特别优选地为至少10%且至多45%,并且高度特别优选地为至少15%且至多40%。
32、来自再生纤维素的纤维优选至少部分地,特别是超过70%,由粘胶纤维、莫代尔纤维、纤维、纤维或其混合物形成。这些纤维具有良好的生物降解性,并且可用于优化水力缠结的非织造物的强度并且调节由其制造的用于吸烟制品的区段的过滤效率。由于制造过程,它们比来自天然来源的浆纤维的变化小,并且因此与仅使用浆纤维的情况相比,它们有助于由水力缠结的非织造物制造的区段的特性变化更小。然而,它们的制造需要更多的工作,并且通常它们也比浆纤维更昂贵。
33、根据本发明,水力缠结的非织造物的基重为至少15g/m2且至多60g/m2,优选至少18g/m2且至多55g/m2,并且特别优选至少20g/m2且至多50g/m2。基重影响水力缠结的非织造物的拉伸强度,其中较高的基重通常导致较高的拉伸强度。然而,基重不应太高,因为水力缠结的非织造物不能以高速度被加工成用于吸烟制品的区段。该值是指根据iso 536:2019测量的基重。
34、对于根据本发明的水力缠结的非织造物,在根据iso 1924-2:2008的横向上的拉伸测试中,由水力缠结的非织造物吸收的直至断裂伸长率的一半的变形能量的非线性部分是由水力缠结的非织造物吸收的直至断裂伸长率的一半的总变形能量的至少10%且至多50%。优选地,由水力缠结的非织造物吸收的直至断裂伸长率一半的变形能量的非线性部分是由水力缠结的非织造物吸收的直至断裂伸长率一半的总变形能量的至少15%且至多40%,并且特别优选地,非线性部分是至少15%且至多35%并且特别是至少18%且至多32%。在优选的和特别优选的间隔中,在卷曲期间可以甚至在适度的伸长率下获得良好的结果,并且水力缠结的非织造物在横向上撕裂的风险特别低。
35、为了获得具体特性,根据本发明的水力缠结的非织造物可以含有添加剂如烷基烯酮二聚物(akd)、酸酐如烯基琥珀酸酐(asa)、聚乙烯醇、蜡、脂肪酸、淀粉、淀粉衍生物、羧甲基纤维素、藻酸盐、壳聚糖、湿强剂或调节ph的物质(例如有机或无机酸或碱)。替代的或另外地,根据本发明的水力缠结的非织造物还可以含有一种或多种添加剂,所述添加剂选自柠檬酸盐如柠檬酸三钠或柠檬酸三钾、苹果酸盐、酒石酸盐、醋酸盐如醋酸钠或醋酸钾、硝酸盐、琥珀酸盐、富马酸盐、葡糖酸盐、乙醇酸盐、乳酸盐、草酸盐、水杨酸盐、α-羟基辛酸盐、磷酸盐,多磷酸盐、氯化物和碳酸氢盐及其混合物。
36、本领域技术人员能够根据他的经验来确定这种添加剂的类型和量。
37、根据本发明的水力缠结的非织造物还可以包括其它物质,这些物质更好地适配水力缠结的非织造物的过滤效率与醋酸纤维素的过滤效率。在根据本发明的水力缠结的非织造物的优选实施方案中,水力缠结的非织造物包括选自三乙酸甘油酯、丙二醇、山梨醇、甘油、聚乙二醇、聚丙二醇、聚乙烯醇、柠檬酸三乙酯或其混合物的物质。
38、在水力缠结的非织造物的优选实施方案中,纤维素纤维的至少一部分负载有填料,其中填料特别优选由矿物颗粒形成,并且特别是由碳酸钙颗粒形成。由于水力缠结的非织造物的结构是非常多孔的,因此它不适于保持填料,使得有利的是用填料装载纤维素纤维,并且从而将它们保持在水力缠结的非织造物的结构中。填料可用于向水力缠结的非织造物提供特殊性能。
39、根据iso 534:2011测量的一层水力缠结的非织造物的厚度为优选至少25μm且至多1000μm,优选至少30μm且至多800μm,特别优选至少35μm且至多600μm。厚度影响可填充到吸烟制品的区段中的水力缠结的非织造物的量,并且因此影响区段的抽吸阻力和过滤效率,而且影响水力缠结的非织造物的可加工性,特别是如果在用于吸烟制品的区段的制造期间被卷曲或起褶。对于这样的工艺步骤,太大的厚度是不利的,并且在优选和特别优选的间隔中的厚度允许根据本发明的水力缠结的非织造物的特别良好的可加工性以形成吸烟制品的区段。
40、水力缠结的非织造物的机械性能对于将根据本发明的水力缠结的非织造物加工成吸烟制品的区段是重要的。根据iso 1924-2:2008测量的水力缠结的非织造物相对于横向上的宽度的拉伸强度优选为至少0.05kn/m且至多5kn/m,特别优选至少0.07kn/m且至多4kn/m。
41、因此,根据iso 1924-2:2008测量的水力缠结的非织造物在横向上的断裂伸长率优选为至少0.5%且至多50%,并且特别优选为至少0.8%且至多40%。断裂伸长率主要由纤维的长度决定,其中较长的纤维导致较高的断裂伸长率,并且因此它可以在广泛范围内根据水力缠结的非织造物的具体要求进行调节。
42、根据本发明的用于吸烟制品的区段可以根据本领域中已知的方法由根据本发明的水力缠结的非织造物制造。这些方法包括,例如,卷曲水力缠结的非织造物、由卷曲的水力缠结的非织造物形成连续丝束、用包装材料包封连续丝束、以及将包封的丝束切割成限定长度的各个杆。在许多情况下,这种杆的长度是随后将用于根据本发明的吸烟制品中的区段的长度的整数倍,并且因此,在制造吸烟制品之前或期间,将杆切割成具有期望长度的区段。
43、根据本发明的用于吸烟制品的区段包括根据本发明的水力缠结的非织造物和包装材料。
44、具体地,所述区段包括在横向上聚集的水力缠结的非织造物、以及包装材料,其中各自相对于所述水力缠结的非织造物的质量,所述水力缠结的非织造物含有至少50%且至多100%的纤维素纤维。在这点上,所述水力缠结的非织造物具有至少15g/m2且至多60g/m2的基重。为了确定基重,如果水力缠结的非织造物被铺展开(即不再聚集),则使用水力缠结的非织造物的面积。水力缠结的非织造物具有横向,水力缠结的非织造物在该横向上聚集。为了便于水力缠结的非织造物的聚集,它可以通过卷曲或起褶预先形成。因此,术语“聚集”应当被广泛地解释,并且动词“聚集”不建议通过任何特定的机械方法来实现“聚集”状态。此外,“起褶”状态例如在本公开内容的上下文中是“聚集”状态,而与在横向上实现起褶或缩短的机械方式无关。此外,在非聚集状态下,水力缠结的非织造物在横向上具有特有的塑性变形性,其特征在于,在根据iso 1924-2:2008的横向上的拉伸测试中,由水力缠结的非织造物吸收的直至断裂伸长率的一半的变形能量的非线性部分是由水力缠结的非织造物吸收的直至断裂伸长率的一半的总变形能量的至少10%且至多50%。
45、在根据本发明的区段的优选实施方案中,所述区段是圆柱形的,其直径为至少3mm且至多10mm,特别优选至少4mm且至多9mm,并且更特别优选至少5mm且至多8mm。这些直径对于在吸烟制品中使用根据本发明的区段是有利的。
46、在根据本发明的区段的优选实施方案中,所述区段具有至少4mm且至多40mm,特别优选至少6mm且至多35mm,并且更特别优选至少10mm且至多28mm的长度。
47、为了通过吸烟制品产生一定体积流量,区段的抽吸阻力尤其决定了消费者在使用吸烟制品期间需要施加何种压力差,并且因此它实质上影响消费者对吸烟制品的接受度。区段的抽吸阻力可以根据iso 6565:2015测量并且以mm水位表(mmwg)给出。为了非常好的近似,区段的抽吸阻力与区段的长度成比例,使得抽吸阻力的测量也可以在仅在其长度上不同于区段的杆上进行。可以容易地由此计算区段的抽吸阻力。
48、区段的每单位长度区段的抽吸阻力优选为至少1mmwg/mm且至多12mmwg/mm,并且特别优选至少2mmwg/mm且至多10mmwg/mm。
49、根据本发明的区段的包装材料优选地是纸或膜。
50、根据本发明的区段的包装材料优选地具有根据iso 536:2019的至少20g/m2且至多150g/m2,特别优选地至少30g/m2且至多130g/m2的基重。具有这种优选或特别优选的基重的包装材料为由其包封的根据本发明的区段提供了特别有利的硬度。
51、根据本发明的吸烟制品可以根据本领域已知的方法由根据本发明的区段制造。
52、根据本发明的吸烟制品包括含有气溶胶形成材料的区段、以及包含根据本发明的水力缠结的非织造物和包装材料的区段。
53、因为根据本发明的区段的切面在光学上非常类似于由醋酸纤维素制成的区段的切面,所以在优选实施方案中,位于吸烟制品的嘴端附近的区段是根据本发明的区段。
54、在优选的实施方案中,吸烟制品是过滤嘴香烟,并且气溶胶形成材料包括烟草。
55、在优选的实施方案中,吸烟制品是在其预期使用期间气溶胶形成材料仅被加热而不燃烧的吸烟制品,并且气溶胶形成材料优选包括选自烟草、再造烟草、尼古丁、甘油、丙二醇或其混合物的材料。在此,气溶胶形成材料也可以以液体形式存在,并且可以位于吸烟制品中的合适容器中。
56、根据本发明人的发现,根据本发明的变形能量的非线性部分可以通过使水力缠结的非织造物中的纤维在水力缠结的非织造物的机器方向上更强烈地取向来获得。这可以通过下面描述的根据本发明的方法来实现。
57、根据本发明的水力缠结的非织造物可以根据包括步骤a1至步骤a3方法制造。
58、a1–提供包含纤维素纤维的纤维幅材,所述纤维素纤维具有机器方向和位于所述纤维幅材的平面中的与机器方向正交的横向,
59、a2–通过引导到纤维幅材上的水射流使纤维幅材水力缠结,以产生水力缠结的纤维幅材,
60、a3–干燥水力缠结的纤维幅材,
61、其中在步骤a1中,选择纤维幅材中的纤维素纤维的量或比例,使得在步骤a3中干燥后,相对于水力缠结的非织造物的质量,水力缠结的非织造物含有至少50%且至多100%的纤维素纤维,以及
62、其中进行步骤a1和步骤a2,使得提供在横向上具有特有的塑性变形性的所述水力缠结的非织造物,其特征在于,在根据iso 1924-2:2008对步骤a3中干燥后的过滤材料进行横向上的拉伸测试中,由水力缠结的非织造物吸收的直至断裂伸长率的一半地变形能量的非线性部分是由水力缠结的非织造物吸收的直至断裂伸长率的一半的总变形能量的至少10%且至多50%,并且其中在步骤a3中干燥后,水力缠结的非织造物具有至少15g/m2且至多60g/m2的基重。
63、在这点上,可以进行步骤a1和步骤a2,使得最终水力缠结的非织造物中的纤维素纤维倾向于在机器方向上比在横向上更多取向。
64、在步骤a2中被引导到纤维幅材上的水射流引起纤维素纤维的缠结,由此可以产生有助于在横向上的有利的塑性行为的结构。在“水射流的压力”下,本领域技术人员将在此理解用于产生水射流的压力,例如在压力室中。根据本发明人的发现,重要的是用于实现水力缠结的非织造物的有利的塑性行为,即在水力缠结的非织造物中沿横向取向的纤维的比例低,并且纤维在机器方向和厚度方向上取向更多。为了在水力缠结的非织造物中产生根据本发明的这种结构,水射流应该沿横向彼此靠近地布置。由于水射流同时撞击纤维幅材的接近度,水在机器方向上而不是在横向上扩散,并且使纤维对应于该方向取向。
65、因此,与通常使用的压力相比,可以降低水射流的压力。水射流的距离和压力还基本上取决于水射流从其中排出的开口的尺寸,并且首先还取决于纤维幅材的速度,使得本领域技术人员可以根据经验考虑具体实施方案和通过简单的实验来选择具体的值。
66、在根据本发明的方法的优选实施方案中,在步骤a2中使用多个水射流来进行水力缠结,其中水射流布置在横向于纤维幅材的机器方向的至少一排中。
67、在根据本发明的方法的优选实施方案中,步骤a2中的水力缠结通过至少两排指向纤维幅材上的水射流进行,其中特别优选地,至少一排水射流作用于纤维幅材上的两个侧面中的每一个上。
68、在根据本发明的方法的优选实施方案中,步骤a3中的干燥至少部分地通过与热空气接触、通过红外辐射或通过微波辐射进行。通过与加热表面直接接触进行干燥也是可能的,但不是优选的,因为水力缠结的非织造物的厚度可能由此减小。
69、根据该方法制造的水力缠结的非织造物应该适合用于吸烟制品的区段。这意味着它可以特别地单独或组合地具有以上关于水力缠结的非织造物描述的并且在涉及水力缠结的非织造物的从属权利要求中限定的所有特征。
70、在有利的实施方案中,所述提供纤维幅材的步骤a1包括以下步骤b1至b3:
71、b1–产生包含纤维素纤维的水性悬浮液,
72、b2–将来自步骤b1的悬浮液施加于运行的丝网,
73、b3–通过运行的丝网将悬浮液脱水以形成所述纤维幅材,
74、其中在步骤b1中,选择纤维幅材中纤维素纤维的量或比例,使得在步骤a3中干燥后,相对于水力缠结的非织造物的质量,水力缠结的非织造物含有至少50%且至多100%的纤维素纤维,以及
75、其中在步骤b3中,纤维幅材的所述机器方向由丝网的运行方向限定,并且横向由与机器方向正交并且位于纤维幅材的平面中的方向限定,以及
76、其中在步骤b2中,以比所述运行的丝网的速度低的速度将悬浮液施加于运行的丝网。在这点上,运行的丝网和悬浮液的速度应该理解为参考相同的参照系,使得不同的速度导致悬浮液与运行的丝网之间的相对速度,这在本方法的该实施方案中使用。
77、在本方法的该实施方案中,纤维幅材至少部分地获得了期望的结构,因为在步骤b2中的悬浮液流到运行的丝网上的速度和在步骤b2中的运行的丝网的速度相对于彼此被适当地调节。特别地,根据本发明人的发现,步骤b2中的悬浮液流到运行的丝网上的速度应该低于运行的丝网的速度。由于速度差,悬浮液与丝网一起被传送,并且在悬浮液中产生剪切力,该剪切力使纤维素纤维沿机器方向取向,并且因此有助于水力缠结的非织造物的结构,该结构导致根据本发明的横向上的塑性变形性。本领域技术人员可以根据他的经验并考虑示例性实施方案或通过简单的实验来选择速度差的大小。根据本发明人的经验,在许多情况下可以获得在横向上具有期望的塑性变形性的结构,如果在步骤b2中以仅为运行的丝网的速度的约90%的速度将悬浮液施加于运行的丝网,例如运行的丝网的速度的88%至93%。该值仅作为参考点;速度差的合适数值将至少部分地取决于剩余的工艺参数,并且因此在实践中,本领域技术人员将通过实验确定它,其中指导原则和最终决定标准是由此制造的水力缠结的非织造物在横向上的所得特有的塑性变形性,如以上描述,其根据iso1924-2:2008参考在横向上的拉伸测试来表征。
78、在优选实施方案中,在步骤b1中的水性悬浮液具有至多3.0%,特别优选至多1.0%,更特别优选至多0.2%,并且特别是至多0.05%的固体含量。悬浮液的特别低的固体含量使得能够在步骤b3中形成具有低密度的纤维幅材,这对于由其制造的区段的过滤效率是有利的。
79、在优选实施方案中,步骤b2和步骤b3中的运行的丝网在纤维幅材的机器方向上相对于水平方向向上倾斜至少3°且至多40°的角度,特别优选至少5°且至多30°的角度,更特别优选至少15°且至多25°的角度。
80、在优选实施方案中,所述方法包括以下步骤:其中在运行的丝网的两侧之间施加压力差以在步骤b3中支撑悬浮液的脱水,其中特别优选地,该压力差由真空箱或适当成形的箔产生。
81、在优选实施方案中,所述方法包括其中将一种或多种添加剂施加于纤维幅材的其它步骤。所述添加剂优选选自烷基烯酮二聚体(akd)、酸酐如烯基琥珀酸酐(asa)、聚乙烯醇、蜡、脂肪酸、淀粉、淀粉衍生物、羧甲基纤维素、藻酸盐、壳聚糖、湿强剂或用于调节ph的物质(例如,有机或无机酸或碱)及其混合物。替代的或另外地,可以应用一种或多种添加剂,其选自柠檬酸盐如柠檬酸三钠或柠檬酸三钾、苹果酸盐、酒石酸盐、醋酸盐如醋酸钠或醋酸钾、硝酸盐、琥珀酸盐、富马酸盐、葡糖酸盐、乙醇酸盐、乳酸盐、草酸盐、水杨酸盐、α-羟基辛酸盐、磷酸盐,多磷酸盐、氯化物和碳酸氢盐及其混合物。
82、在优选的实施方案中,在根据本发明方法的步骤a2与步骤a3之间或在步骤a3之后进行一种添加剂或多种添加剂的施加,随后进行用于干燥纤维幅材的其它步骤。
本文地址:https://www.jishuxx.com/zhuanli/20240614/93337.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
上一篇
一种烟丝加香机的制作方法
下一篇
返回列表