一种可加热卷烟的制作方法
- 国知局
- 2024-07-12 11:34:04
本技术属于卷烟,尤其涉及一种可加热卷烟。
背景技术:
1、加热卷烟作为一种新型烟草制品,虽然加热卷烟产生的气溶胶本身温度与传统卷烟相比较低,但是到达口腔的主流烟气感官温度相对明显的高于传统卷烟,在加热卷烟中,气溶胶感官温度明显的高于传统卷烟,而这种感官温度既包括烟气、也包括与消费者口腔直接接触的入口端,会出现烟气具有灼烧感、烟支入口端烫嘴等不舒适的感受,并且可能会对消费者口腔黏度、气管粘膜、嘴唇等造成一定损伤,从而明显影响到消费者的抽吸体验。
技术实现思路
1、有鉴于此,本实用新型的目的在于提供一种可降低气溶胶温度的加热卷烟,该卷烟能够有效降低卷烟主流烟气温度。
2、本实用新型提供了一种可降低气溶胶温度的加热卷烟,包括降温段;
3、所述降温段的内腔中相对两侧的板件插接形成折线形流道。
4、在本实用新型中,其中一个板件相对两侧流道通过其端部与降温段内壁之间形成的腔体联通。
5、在本实用新型中,所述板件与降温段的端面连接的一端为固定端,另一端则为自由端。在本实用新型的一个方案中,所述自由端是平板状;如图1、图2和图3所示;平板状即板件的一端是直板,其与降温段的端面垂直;或板件插接的自由端为具有弧度的一端,如图4和图5所示。
6、在本实用新型中,所述降温段的材质为纸管或醋酸纤维。
7、在本实用新型中,板件与降温段连接的一端呈弧形设置,所述弧形的弧度为60~90°。本实用新型某些实施例中,板件与降温段的端面均为弧形连接,所述弧形的弧度为60°~90°。
8、在本实用新型中,所述板件设置的数目为2个或6个。
9、图1中折流数目为2个;具体实施例中,所述降温段的长度为14mm;折流板件包括折流直板和与所述折流直板延展的带有弧度的连接段。所述折流直板的长度为6mm、7mm或8mm;折流直板之间的间距可设为2mm、3mm、或4mm。连接段的弧度为60°~90°。
10、图2为本实用新型提供的第二种折流方式的降温段的结构示意图;
11、图3为本实用新型提供的第三种折流方式的降温段的结构示意图;
12、图2和图3中均设置多组相对两侧的板件;具体实施例中,降温段的长度为14mm,设置6个相对两侧的板件。相对两侧的板件分为两组,2组中的板件依次插接;每一组板件的一端与降温段连接的一端呈弧形设置,弧形的弧度为60°~90°,如图2所示;在本实用新型中,相对两侧的板件插接处的垂直距离与降温段的长度比为2~4:14。
13、相对两侧的板件分为两组,2组中的板件依次插接;其中一组板件的一端与降温段连接的一端呈弧形设置,弧形的弧度为60°~90°;且另一组板件中的相邻板件的相对自由端之间呈弧形设置,弧形的弧度为60°~90°,如图3所示。在本实用新型中,每组相对板件的插接重合的区域沿烟气流方向呈递增趋势。具体实施例中,板件的直板重合长度为3mm、4mm或5mm;折流直板之间的间距可以设置为1mm。
14、在本实用新型的另一个方案中,所述板件插接的自由端为具有弧度的一端;具体实施例中,弧形的半径为1mm。所述弧度为45°~60°;且固定端为平板状。
15、在本实用新型中,至少两个板件的结构相同,如图4所示。
16、在本实用新型中,相对两侧的板件分为两组,2组中的板件依次插接;
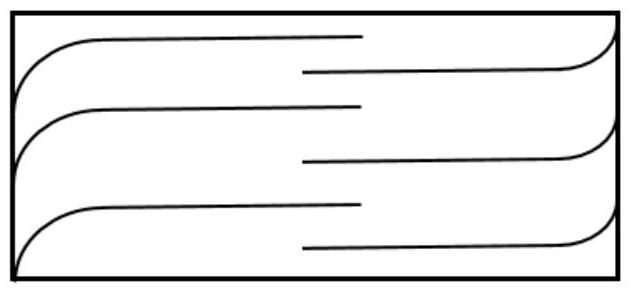
17、其中一组的板件的一端与降温段的一个端面连接,且板件的长度沿烟气流方向呈递增或递减趋势,如图5所示;
18、相邻板件插接处的垂直距离与降温段的长度比为0.8~1.2:14。
19、具体实施例中,折流板件的数目为6个,即3组,分为左右两侧,左侧从上至下,板件的直板长度为6mm、8mm、10mm,右侧从上至下,折流直板的长度可设为8mm、6mm、4mm。
20、在本实用新型中,板件的表面设有吸水层;所述吸水层可以是聚乙二醇层或聚丙烯酸钠层。本实用新型优选将吸水层制作成薄膜、固件及颗粒的形式设置在板件的表面,吸水层对烟气中的水分进行吸收,达到降温的目的。
21、在本实用新型中,所述可降低气溶胶温度的加热卷烟还包括与降温段的一侧依次连接的第一中空段和烟丝段,与降温段的另一侧依次连接的醋纤段和第二中空段(见图6)。具体实施例中,所述烟丝段、第一中空段、降温段、醋纤段和第二中空段的长度比为15:15:14:6:6。
22、本实用新型提供了一种加热卷烟,包括降温段;所述降温段的内腔中相对两侧的板件插接形成折线形流道。该实用新型通过以相对两侧的板件插接形成折线形流道的形式应用于加热卷烟中,能有效降低加热卷烟的主流烟气温度。
技术特征:1.一种可加热卷烟,其特征在于,包括降温段;
2.根据权利要求1所述的可加热卷烟,其特征在于,相对两侧的板件分为两组,2组中的板件依次插接;
3.根据权利要求2所述的可加热卷烟,其特征在于,相邻板件的插接重合的区域沿烟气流方向呈递增或递减趋势。
4.根据权利要求1所述的可加热卷烟,其特征在于,所述板件插接的自由端为具有弧度的一端。
5.根据权利要求4所述的可加热卷烟,其特征在于,所述弧度为45°~60°。
6.根据权利要求4所述的可加热卷烟,其特征在于,至少两个板件的结构相同。
7.根据权利要求4所述的可加热卷烟,其特征在于,相对两侧的板件分为两组,2组中的板件依次插接;
8.根据权利要求4所述的可加热卷烟,其特征在于,板件的表面设有吸水层。
技术总结本技术提供了一种可降低气溶胶温度的加热卷烟,包括降温段;所述降温段的内腔中相对两侧的板件插接形成折线形流道。该技术通过以相对两侧的板件插接形成折线形流道的形式应用于加热卷烟中,能有效降低加热卷烟的主流烟气温度。技术研发人员:操吉学,张璟,吴峤,肖静淑受保护的技术使用者:湖北中烟工业有限责任公司技术研发日:20230518技术公布日:2024/2/19本文地址:https://www.jishuxx.com/zhuanli/20240614/93644.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表