一种电子烟外壳的制作方法及系统与流程
- 国知局
- 2024-07-12 11:34:17
本发明属于制造加工,具体涉及一种电子烟外壳的制作方法及系统。
背景技术:
1、电子烟外壳的生产工艺一般包括选择适合的加工材料,根据电子烟的功能和外观要求,设计外壳的形状和尺寸,考虑到外壳的结构合理性和生产加工的可行性;根据外壳设计的要求,制作合适的模具等,加工成外壳的形状和尺寸,以及表面处理等。
2、现有技术如专利公布号为cn 106058554 a的中国专利公开了一种type-c铁壳的生产工艺,其依次对金属料带的左右两端的usb type-c铁壳同时进行冲引孔、侧切外形、引伸、整扁形等来实现刚性强、刚度均匀、产品不容易受损。
3、然而,电子烟外壳的加工不仅仅只考虑单一的整体刚性、强度的要求,由于电子烟外壳的厚度与强度要求主要是集中底部,此位置在后续的加工环节中还需要锁紧螺丝等操作,因而,若底部的强度不够,则无法完成后续加工。在以往的加工过程中,由于产品外径和内径,侧面壁厚已经定形,不能更改,正常拉伸底部壁厚和侧面壁厚至多只能相差百分之四十左右,侧壁面无法获得更灵活的厚度,即远小于底部厚度的尺寸,直接导致电子烟产品生产种类受限。
技术实现思路
1、为了解决当前拉伸工艺中由于产品外径和内径,侧面壁厚已经定形,不能更改,拉伸底部壁厚和侧面壁厚至多只能相差百分之四十左右,侧壁面无法获得更灵活的厚度,直接导致电子烟外壳类型较为单一,电子烟产品生产种类受限的技术问题,本发明提供一种电子烟外壳的制作方法及系统。
2、第一方面
3、本发明提供了一种电子烟外壳的制作方法,包括:
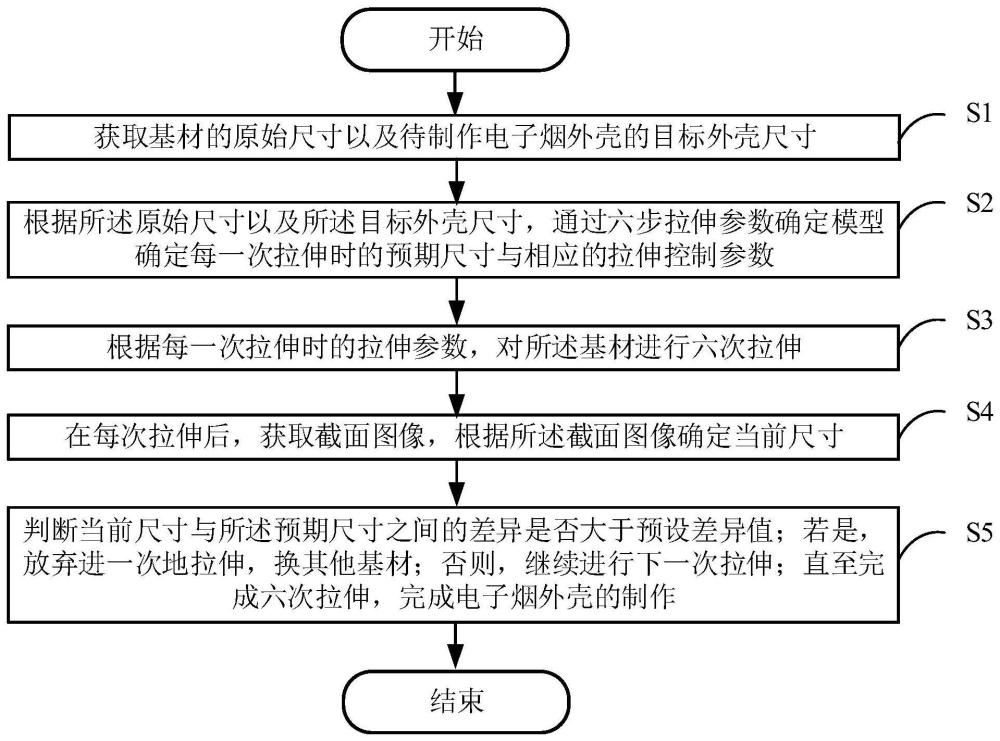
4、s1:获取基材的原始尺寸以及待制作电子烟外壳的目标外壳尺寸;
5、s2:根据所述原始尺寸以及所述目标外壳尺寸,通过六步拉伸参数确定模型确定每一次拉伸时的预期尺寸与相应的拉伸控制参数;
6、s3:根据每一次拉伸时的拉伸参数,对所述基材进行六次拉伸;
7、s4:在每次拉伸后,获取截面图像,根据所述截面图像确定当前尺寸;
8、s5:判断当前尺寸与所述预期尺寸之间的差异是否大于预设差异值;若是,放弃进一次地拉伸,换其他基材;否则,继续进行下一次拉伸;直至完成六次拉伸,完成电子烟外壳的制作。
9、第二方面
10、本发明提供了一种电子烟外壳的制作系统,包括处理器和用于存储处理器可执行指令的存储器;所述处理器被配置为调用所述存储器存储的指令,以执行第一方面中的电子烟外壳的制作方法。
11、与现有技术相比,本发明至少具有以下有益技术效果:
12、(1)在本发明中,通过六步拉伸参数确定模型精准确定每一次拉伸时的预期尺寸与相应的拉伸控制参数,使得基材经过六次特定的拉伸,使得筒体长度的延伸、筒体侧壁厚度的有序降低、以及筒体底部厚度始终不变,最终形成目标尺寸的电子烟外壳,经过测试,本发明提供的方案侧壁厚度与筒体底部厚度差距在90%以上,侧壁面可以获得更灵活的厚度,丰富电子烟外壳的类型,进一步地,可以丰富电子烟产品的生产种类。
13、(2)在本发明中,通过在每次拉伸后基于图像处理的方式,检查当前尺寸并判断是否满足预期,可以避免对不合格产品的继续加工,从而提高材料利用率,同时,有助于实时监测产品质量,及时发现潜在问题并采取纠正措施,确保生产出的电子烟外壳符合质量标准。
技术特征:1.一种电子烟外壳的制作方法,其特征在于,包括:
2.根据权利要求1所述的电子烟外壳的制作方法,其特征在于,所述s2具体包括:
3.根据权利要求1所述的电子烟外壳的制作方法,其特征在于,所述六步拉伸参数确定模型的训练训练方法为:
4.根据权利要求3所述的电子烟外壳的制作方法,其特征在于,所述基材的平面各向异性系数δr的计算方式为:
5.根据权利要求3所述的电子烟外壳的制作方法,其特征在于,所述在所述约束条件的约束下,以所述目标函数的函数值最大为目标,基于改进的遗传算法,确定最优制作引伸系数集合,具体包括:
6.根据权利要求5所述的电子烟外壳的制作方法,其特征在于,所述基于佳点法,初始化种群,具体包括:
7.根据权利要求1所述的电子烟外壳的制作方法,其特征在于,所述s4具体包括:
8.根据权利要求7所述的电子烟外壳的制作方法,其特征在于,所述s401具体包括:
9.根据权利要求7所述的电子烟外壳的制作方法,其特征在于,所述s402具体包括:
10.一种电子烟外壳的制作系统,其特征在于,包括处理器和用于存储处理器可执行指令的存储器;所述处理器被配置为调用所述存储器存储的指令,以执行权利要求1至9中任意一项所述的电子烟外壳的制作方法。
技术总结本发明公开了一种电子烟外壳的制作方法及系统,属于制造加工技术领域,方法包括:获取基材的原始尺寸以及待制作电子烟外壳的目标外壳尺寸;根据原始尺寸以及目标外壳尺寸,通过六步拉伸参数确定模型确定每一次拉伸时的预期尺寸与相应的拉伸控制参数;根据每一次拉伸时的拉伸参数,对基材进行六次拉伸;在每次拉伸后,获取截面图像,根据截面图像确定当前尺寸;判断当前尺寸与预期尺寸之间的差异是否大于预设差异值;若是,放弃进一次地拉伸,换其他基材;否则,继续进行下一次拉伸;直至完成六次拉伸,完成电子烟外壳的制作。采用本发明提供的方案,侧壁面可以获得更灵活的厚度,丰富电子烟的外壳类型,可以丰富电子烟产品的生产种类。技术研发人员:曾灼华,曾礼平受保护的技术使用者:东莞市佳铠精密金属制品有限公司技术研发日:技术公布日:2024/2/19本文地址:https://www.jishuxx.com/zhuanli/20240614/93668.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表