基于齿轮流量计的搭口胶施胶量检测方法及卷烟机组与流程
- 国知局
- 2024-07-12 11:40:03
本发明涉及卷烟制造领域,尤其涉及一种基于齿轮流量计的搭口胶施胶量检测方法及卷烟机组。
背景技术:
1、卷烟纸搭口胶应用于烟支纵向接口处,宽度在1mm左右,其施胶量少,且在卷烟机上施胶区域小,导致检测难度较大。而卷烟纸搭口胶施胶量又对卷烟的物理质量、抽吸品质、安全性等参数产生重要影响,同时还对卷烟外观质量、原材料的消耗速度、设备的有效作业率等也起着一定的作用。但是,卷烟搭口胶施胶量的检测还没有国家标准、行业标准,以往在卷烟生产过程中烟机操作工判断搭口胶施胶量的大小主要依靠经验,例如通过观察胶的流速进行判断,这往往造成不同机台、不同班次实际施胶量存在较大差异。
2、现阶段,烟草行业多采用的搭口胶施胶量检测机制是模拟开机状态接胶并直接称重,然后根据卷烟机组车速计算施胶量,或者通过卷烟产量和用胶量推算施胶量;此外,还有通过精确称取干燥后的涂胶卷烟纸、未涂胶卷烟纸和胶的固含量推算卷烟搭口胶施胶量的方式;也有向搭口胶中添加标志物,再用含标志物的搭口胶卷烟,通过检测烟支中卷烟纸标志物的量来推算卷烟搭口胶施胶量;以及,在一些研究中也提出通过测量搭口胶痕宽度折算施胶量,并通过近红外探头测定搭口胶涂胶处的含水率折算施胶量的检测方法。
3、经实践验证及深入分析后,前述方式至少存在如下问题:(1)通过卷烟产量和用胶量来推算搭口胶施胶量(称重法),由于卷烟跑条和残烟剔除等原因,所得结果不准确,只能粗略地测量搭口胶施胶量平均值;(2)通过精确称取干燥后的涂胶卷烟纸、未涂胶卷烟纸和胶的固含量推算卷烟
4、搭口胶施胶量(烘干法),由于卷烟纸定量和胶的固含量有波动,不是恒定值,很难准确测量搭口胶施胶量,只能大约测量某一长度的卷烟纸的搭口胶施胶量平均值,并且在样品制备过程中需要烘干等操作,程序较复杂,耗费时间较长,效率不高;(3)通过测量搭口胶胶痕宽度折算施胶量,由于浸润等作用,无法得知实际的涂胶厚度,且受涂胶均匀性的影响,不能准确测量;(4)通过红外探头探测涂胶处含水率折算施胶量,同样存在着无法得知实际涂胶厚度和胶的固含量有波动等问题,不能准确测量;(5)通过向搭口胶中添加标志物,再用含标志物的搭口胶卷烟,通过检测烟支中卷烟纸标志物的量推算卷烟搭口胶施胶量(标志物测量法),该方法的程序烦琐,检测周期长,只适合进行设备点检、仪器标定和试验检测;(6)模拟开机状态接胶并直接称重然后根据卷烟机车速计算施胶量,由于接胶需要达到一定时间后才能比较准确,因此,只能测量一定时间段内单支卷烟施胶量的平均值,不能测量单支卷烟的施胶量,而且直接接胶,喷胶嘴没有卷烟纸堵塞和移动,但在实际生产过程中,搭口胶的施胶喷嘴与高速移动的卷烟纸近距离接触,卷烟纸会对喷嘴中的胶水自流过程产生一定的相互作用力,胶水自流过程中不存在这一作用力,因此与实际的施胶过程有差异,存在一定的测量误差。
5、综上而言,本发明在分析了目前行业内现有的施胶量检测方法及研究,认为普遍存在需要离线分析、操作较为复杂、检测结果的误差较大、检测效率较低等问题,无法有效解决搭口胶施胶量快速、准确测量的难题,并且无法满足根据检测结果在生产过程中对该参数实时调整的需求,进而也难以满足工业生产过程中高效率、高精度、高可靠性的要求。
技术实现思路
1、鉴于上述,本发明旨在提供一种基于齿轮流量计的搭口胶施胶量检测方法及卷烟机组,以解决前述提及的技术问题。
2、本发明采用的技术方案如下:
3、第一方面、本发明提供了一种基于齿轮流量计的搭口胶施胶量检测方法,其中包括:
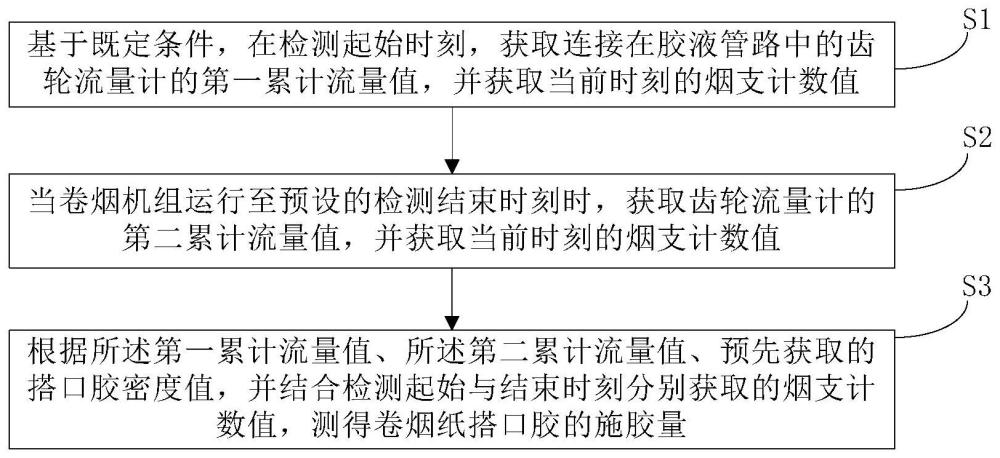
4、基于既定条件,在检测起始时刻,获取连接在胶液管路中的齿轮流量计的第一累计流量值,并获取当前时刻的烟支计数值;
5、当卷烟机组运行至预设的检测结束时刻时,获取齿轮流量计的第二累计流量值,并获取当前时刻的烟支计数值;
6、根据所述第一累计流量值、所述第二累计流量值、预先获取的搭口胶密度值,并结合检测起始与结束时刻分别获取的烟支计数值,测得卷烟纸搭口胶的施胶量。
7、在其中至少一种可能的实现方式中,结合烟支计数值的施胶量计算方式包括:
8、利用所述第一累计流量值以及所述第二累计流量值,求取检测时段内的胶液消耗总量;
9、利用检测起始与结束时刻分别获取的烟支计数值,求取检测时段内的烟支总数;
10、基于如下公式计算单支卷烟上的卷烟纸搭口胶施胶量:
11、施胶量=(1000×搭口胶密度值×胶液消耗总量)/烟支总数,其中,1000为单位换算常数。
12、在其中至少一种可能的实现方式中,所述既定条件包括:在检测时段内,卷烟机组保持正常生产状态,且当出现任一异常工况时,触发检测终止或中止。
13、第二方面、本发明提供了一种基于齿轮流量计的搭口胶施胶量检测装置的安装方法,所述搭口胶施胶量检测装置用于执行前述检测方法,其中,所述安装方法包括:将卷烟机组的供胶喷嘴与胶泵传动机构之间的胶管截断并连接快插接头,所述快插接头用于在执行检测时替换为齿轮流量计;以及,在卷烟机组的传烟导轨的一侧安装用于监控双倍长度烟支是否通过的光电开关,并在光电开关处配置计数转换器。
14、第三方面、本发明提供了一种执行前述检测方法的卷烟机组,其中,包括连接在卷烟机组的供胶喷嘴与胶泵传动机构之间管路中的齿轮流量计,以及安装在卷烟机组的传烟导轨一侧的光电开关,以及设于光电开关处的计数转换器。
15、在其中至少一种可能的实现方式中,至少所述齿轮流量计与所述计数转换器电信号连接卷烟机组的原机控制器或独立配置的计算终端。
16、与现有技术相比,本发明的主要设计构思在于,基于既定条件,在检测起始时刻,获取连接在胶液管路中的齿轮流量计的第一累计流量值,并获取当前时刻的烟支计数值,当卷烟机组运行至预设的检测结束时刻时,获取齿轮流量计的第二累计流量值,并获取当前时刻的烟支计数值,根据第一、第二累计流量值、预先获取的搭口胶密度值,并结合检测起始与结束时刻分别获取的烟支计数值,求取卷烟纸搭口胶的施胶量。本发明的检测时机不受限制且不影响正常生产节奏,能满足对搭口胶施胶量进行在线实时检测的需求,便于在生产过程中进行动态调节,此外还提高了搭口胶施胶量的检测精度,规避了预估烟支总数的缺点,更符合实际工况,同时与之相关的检测装置安装便捷、操作简单,也大幅提升了搭口胶施胶量的检测效率。
技术特征:1.一种基于齿轮流量计的搭口胶施胶量检测方法,其特征在于,包括:
2.根据权利要求1所述的基于齿轮流量计的搭口胶施胶量检测方法,其特征在于,结合烟支计数值的施胶量计算方式包括:
3.根据权利要求1或2所述的基于齿轮流量计的搭口胶施胶量检测方法,其特征在于,所述既定条件包括:在检测时段内,卷烟机组保持正常生产状态,且当出现任一异常工况时,触发检测终止或中止。
4.一种基于齿轮流量计的搭口胶施胶量检测装置的安装方法,所述搭口胶施胶量检测装置用于执行权利要求1~3任一项所述的检测方法,其特征在于,所述安装方法包括:将卷烟机组的供胶喷嘴与胶泵传动机构之间的胶管截断并连接快插接头,所述快插接头用于在执行检测时替换为齿轮流量计;以及,
5.一种执行权利要求1~3任一项所述检测方法的卷烟机组,其特征在于,包括连接在卷烟机组的供胶喷嘴与胶泵传动机构之间管路中的齿轮流量计,以及安装在卷烟机组的传烟导轨一侧的光电开关,以及设于光电开关处的计数转换器。
6.根据权利要求5所述的卷烟机组,其特征在于,至少所述齿轮流量计与所述计数转换器电信号连接卷烟机组的原机控制器或独立配置的计算终端。
技术总结本发明公开了一种基于齿轮流量计的搭口胶施胶量检测方法及卷烟机组,构思在于基于既定条件,在检测起始时刻获取胶液管路中的齿轮流量计的第一累计流量值及此时的烟支计数值,当卷烟机组运行至预设的检测结束时刻,再获取齿轮流量计的第二累计流量值及此时的烟支计数值,根据第一、第二累计流量值、搭口胶密度值,并结合两个时刻分别获取的烟支计数值,求取卷烟纸搭口胶的施胶量。本发明的检测时机不受限制且不影响正常生产节奏,能满足对搭口胶施胶量进行在线实时检测的需求,便于进行动态调节,此外还提高了搭口胶施胶量的检测精度,规避了预估烟支总数的缺点,同时与之相关的检测装置安装便捷、操作简单,也大幅提升了搭口胶施胶量的检测效率。技术研发人员:刘颖,刘穗君,李军平,曲军建,谢滨,李少华,范礼敏,胡佳成,王惠君,蔡晋辉,陈爱军受保护的技术使用者:河南中烟工业有限责任公司技术研发日:技术公布日:2024/3/12本文地址:https://www.jishuxx.com/zhuanli/20240614/94287.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表