用于卷烟生产过程的外观质量缺陷检验方法与流程
- 国知局
- 2024-07-12 11:40:08
本技术涉及卷烟外观质量缺陷检验领域,具体涉及用于卷烟生产过程的外观质量缺陷检验方法。
背景技术:
1、卷烟外观质量是指卷烟烟条(条包、条盒)、烟包(盒包、小盒)、烟支的卷接和包装质量。卷烟外观质量的检验工作对产品质量起着把关、预防作用,防止不合格品流入市场,同时能及时发现问题,有利于企业的不断改进和产品质量的提高。
2、目前大部分卷烟企业抽检卷烟外观质量均采用人工进行检验的方式进行,对卷接工序烟支外观的检验方式为烟支出口输送通道对烟支进行少量破坏性检验;对包装工序的取样检验方式为在烟条出口输送带取样,对烟条外观、烟包外观及烟支外观进行破坏性检验;对箱装工序的取样检验方式为在箱装结束后对箱装外观进行检验,并对条外观、盒外观、烟支外观进行破坏性检验。目前的卷烟外观质量缺陷检验方法大多为破坏性检验,对辅料成本浪费大,使质量检验成本增高。
技术实现思路
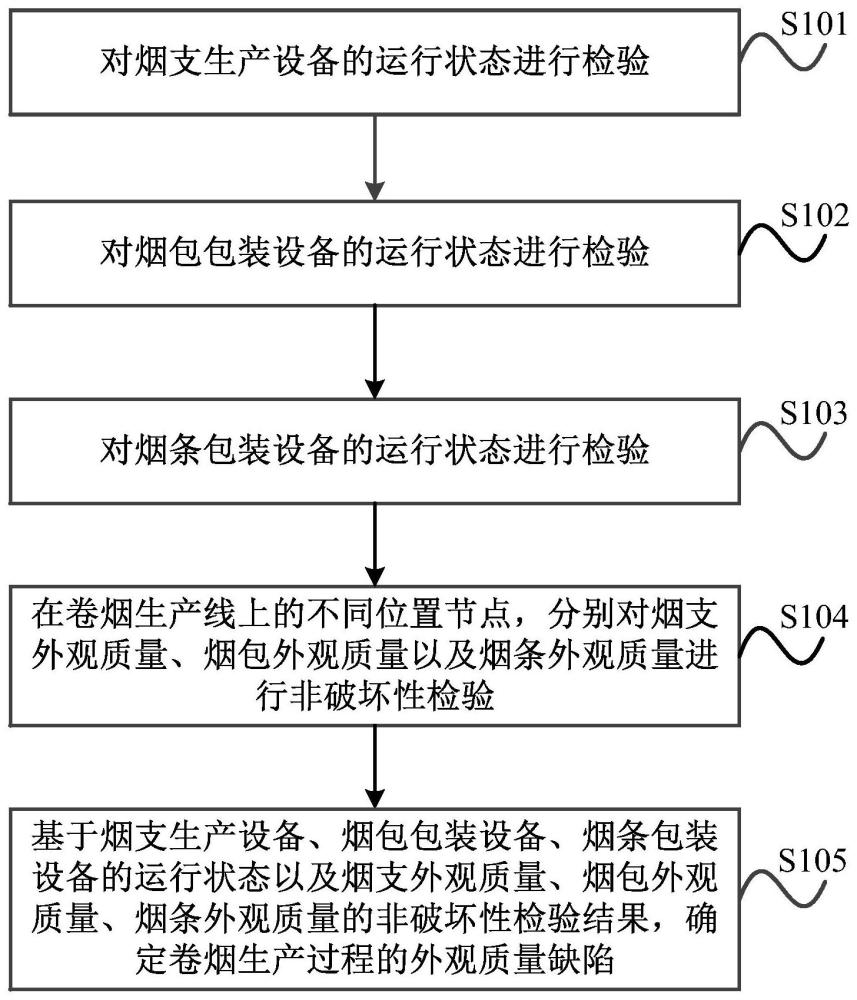
1、为至少部分地解决上述问题,本技术的实施例提供一种用于卷烟生产过程的外观质量缺陷检验方法,包括:对烟支生产设备的运行状态进行检验;对烟包包装设备的运行状态进行检验;对烟条包装设备的运行状态进行检验;在卷烟生产线上的不同位置节点,分别对烟支外观质量、烟包外观质量以及烟条外观质量进行非破坏性检验;基于烟支生产设备、烟包包装设备、烟条包装设备的运行状态以及烟支外观质量、烟包外观质量、烟条外观质量的非破坏性检验结果,确定卷烟生产过程的外观质量缺陷。
2、在一些实施例中,在卷烟生产线上的不同位置节点,分别对烟支外观质量、烟包外观质量以及烟条外观质量进行非破坏性检验,包括:在烟支生产设备的烟支出口通道非破坏性检验烟支外观质量;在烟包包装设备的小盒油封前端抽取烟包内的烟支,非破坏性检验烟支外观质量;在烟包包装设备的小盒油封前端的烟包输送通道非破坏性检验除小盒油封外的烟包盒装外观质量;在烟包包装设备的小盒油封后端的烟包输送通道非破坏性检验小盒油封外观质量;在烟条包装设备的烟条出口输送通道非破坏性检验烟条外观质量。
3、在一些实施例中,在烟支生产设备的烟支出口通道非破坏性检验烟支外观质量,包括:获得烟支出口通道处的烟支;对获得的烟支出口通道处的烟支进行物理指标的检测和其他外观质量缺陷的检测,其中,物理指标包括烟支的圆周、长度、重量中的一种或多种,其他外观质量缺陷包括空头、孔洞、破损、不洁、黄斑中的一种或多种;将无外观质量缺陷的烟支重新加回烟支出口通道。
4、在一些实施例中,在烟包包装设备的小盒油封前端抽取烟包内的烟支,非破坏性检验烟支外观质量,包括:在小盒油封前端的烟包输送通道中抽取烟包内的烟支;对抽取的烟支进行物理指标的检测和其他外观质量缺陷的检验,其中,物理指标包括烟支的周长、长度、重量中的一种或多种,其他外观质量缺陷包括空头、孔洞、破损、不洁、黄斑中的一种或多种;将不含有外观质量缺陷烟支的烟包重新加回小盒油封前端的烟包输送通道。
5、在一些实施例中,在烟包包装设备的小盒油封前端的烟包输送通道非破坏性检验除小盒油封外的烟包盒装外观质量,包括:在小盒油封前端的烟包输送通道抽取烟包;对抽取的烟包进行除小盒油封外的烟包外观质量缺陷的非破坏性检验,其中,除小盒油封外的烟包外观质量缺陷的非破坏性检验包括检验烟包钢印、封签、不洁、破损、触皱、粘贴、内衬纸皱折、卡纸歪斜中的一种或多种;将无烟包外观质量缺陷的烟包重新加回小盒油封前端的烟包输送通道。
6、在一些实施例中,在烟包包装设备的小盒油封后端的烟包输送通道非破坏性检验小盒油封外观质量,包括:在小盒油封后端的烟包输送通道抽取烟包;对抽取的烟包进行小盒油封外观质量缺陷的非破坏性检验,其中,小盒油封外观质量缺陷的非破坏性检验包括检验小盒油封烫封质量、破损、拉线头、烟盒触皱中的一种或多种;将无小盒油封外观质量缺陷的烟包重新加回小盒油封后端的烟包输送通道。
7、在一些实施例中,在烟条包装设备的烟条出口输送通道非破坏性检验烟条外观质量,包括:在烟条出口输送通道抽取烟条;对抽取的烟条进行烟条外观质量缺陷的非破坏性检验,其中,烟条外观质量缺陷的非破坏性检验包括检验钢印、条盒、玻璃纸破损、不洁、触皱,条膜烫封质量、跑边、拉线中的一种或多种;将无烟条外观质量缺陷的烟条重新加回烟条出口输送通道。
8、在一些实施例中,对烟支生产设备的运行状态进行检验,包括:对烟支生产设备中产生烟支爆口质量缺陷的设备因素进行检验,其中,产生烟支爆口质量缺陷的设备因素包括胶水状况、喷胶量大小、胶桶内滤网堵塞情况、布带运行平稳情况,布带磨损情况、布带积胶情况、烙铁状态、大小压板位置中的一种或多种;若产生烟支爆口质量缺陷的设备因素正常,则排除烟支爆口质量缺陷;和/或,对烟支生产设备中产生烟支漏气质量缺陷的设备因素进行检验,其中,产生烟支漏气质量缺陷的设备因素包括搓接鼓轮情况、搓板搓接情况、水松纸涂胶情况、卷烟机漏气检测装置开启情况以及漏气烟支剔除情况中的一种或多种;若产生烟支漏气质量缺陷的设备因素正常,则排除烟支漏气质量缺陷;和/或,对烟支生产设备中产生烟支胶线位置质量缺陷的设备因素进行检验,其中,产生烟支胶线位置质量缺陷的设备因素包括内外排烟支轴向和纵向胶位分布是否一致;若内外排烟支轴向和纵向胶位分布一致,则排除烟支胶线位置质量缺陷。
9、在一些实施例中,对烟包包装设备的运行状态进行检验,包括:对烟包包装设备中产生烟包拉线撕拉质量缺陷的设备因素进行检验,其中,产生烟包拉线撕拉质量缺陷的设备因素包括拉线运行位置、方向、正反,“u”型烟包拉线切刀运行状态,烟包拉线切刀刀片的磨损钝化情况,烟包拉线切刀、烟包透明纸烫封烙铁上的积胶积垢情况;若拉线运行位置、方向、正反均正确,烟包拉线切刀运行正常,烟包拉线切刀刀片的磨损钝化正常,烟包拉线切刀、烟包透明纸烫封烙铁上的积胶积垢情况正常,则排除烟包拉线撕拉质量缺陷;和/或,对烟包包装设备中产生烟包内衬纸、卡纸粘贴、内衬纸底部折叠质量缺陷的设备因素进行检验,其中,产生烟包内衬纸、卡纸粘贴、内衬纸底部折叠质量缺陷的设备因素包括内衬纸喷胶嘴、框架纸喷胶嘴、小盒商标纸喷胶嘴的胶量和胶点位置;若胶量正常且胶点位置无偏移,则排除烟包内衬纸、卡纸粘贴、内衬纸底部折叠质量缺陷。
10、在一些实施例中,对烟条包装设备的运行状态进行检验,包括:对烟条包装设备中产生条盒拉线撕拉质量缺陷的设备因素进行检验,其中,产生烟条拉线撕拉质量缺陷的设备因素包括拉线运行位置、方向、正反,“u”型条盒拉线切刀运行状态,条盒拉线切刀刀片的磨损钝化情况,条盒拉线切刀、条盒透明纸烫封烙铁上的积胶积垢情况;若拉线运行位置、方向、正反均正确,条盒拉线切刀运行正常,条盒拉线切刀刀片的磨损钝化正常,条盒拉线切刀、条盒透明纸烫封烙铁上的积胶积垢情况正常,则排除条盒拉线撕拉质量缺陷;和/或,对烟条包装设备中产生条盒粘胶质量缺陷的设备因素进行检验,其中,产生条盒粘胶质量缺陷的设备因素包括条盒商标喷胶嘴的胶量和胶点位置;若条盒商标喷胶嘴胶量正常且胶点位置无偏移,则排除条盒粘胶质量缺陷。
11、本技术的实施例提供的用于卷烟生产过程的外观质量缺陷检验方法,通过烟支生产设备、烟包包装设备、烟条包装设备的运行状态,并结合对烟支外观质量、烟包外观质量、烟条外观质量进行非破坏性检验,来完全替代或部分替代破坏性检验来确定卷烟生产过程的外观质量缺陷,减少了对辅料成本的浪费,降低了质量检验的成本。
本文地址:https://www.jishuxx.com/zhuanli/20240614/94288.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。