一种流延成型多孔雾化发热体及其制备方法与流程
- 国知局
- 2024-07-12 11:44:20
本发明涉及发热体,具体涉及一种流延成型多孔雾化发热体及其制备方法。
背景技术:
1、电子烟核心部件为多孔雾化发热体,该雾化发热体采用多孔陶瓷的微孔结构储存烟油,采用丝印的方式在陶瓷基材上印刷发热电路,抽吸时通过加热发热电路把存储在多孔陶瓷微孔中的烟油雾化从而达到抽烟的效果,雾化芯中多孔陶瓷的孔隙率、强度、孔径大小及分布对雾化效果、抽吸口感起着至关重要的作用。
2、目前电子烟雾化用的多孔雾化发热体主要是采用金属发热丝和多孔陶瓷基体一体成型的工艺制备而成。而多孔陶瓷基体在制备过程的主要方法有干压成型、流延成型、热压铸成型、注浆成型方法,主要难点为如何实现精确控制多孔陶瓷的孔径大小、孔形貌及孔分布,如何提高孔隙率,提高烟油雾化效率,及如何降低成本。干压成型、热压铸成型和注浆成型工艺浆料很难混均匀,制备的多孔陶瓷尺寸稳定性差,效率低下,性能不稳定。
技术实现思路
1、为了克服现有技术中存在的缺点和不足,本发明的目的在于提供一种流延成型多孔雾化发热体,该发热体采用多层结构组合得到,每层流延成型的基片的孔隙率、孔径、散热速度均不同,通过等静压压合后可实现五层不同孔径、不同厚度、不同散热速度的叠层,使发热体每层的孔隙率、导油速度范围可调,雾化效果好,可带来梯度口感,生产效率高;同时将发热层印刷于所述雾化层的内表面可与雾化烟油隔离开,进而避免积碳问题;在雾化层引入碳纳米管,碳纳米管可有效改善其孔径分布、力学性能、导热性能,可使雾化颗粒更足、甜度更高,在流延体系中采用环保体系,能有效解决以往有机体系有危害,水基批量生产干燥效率低等问题,适合批量大规模生产。
2、本发明的目的在于提供一种流延成型多孔雾化发热体的制备方法,该工艺操作简单,控制方便,生产效率高,生产成本低,制备过程中采用流延成型工艺将支撑层、雾化层、散热层和储油层流延叠层成型,可实现多层不同孔径,不同厚度叠合,使最终制得的发热体的每层孔隙率、导油速度范围可调,雾化效果好,可带来梯度口感,提升了生产效率。
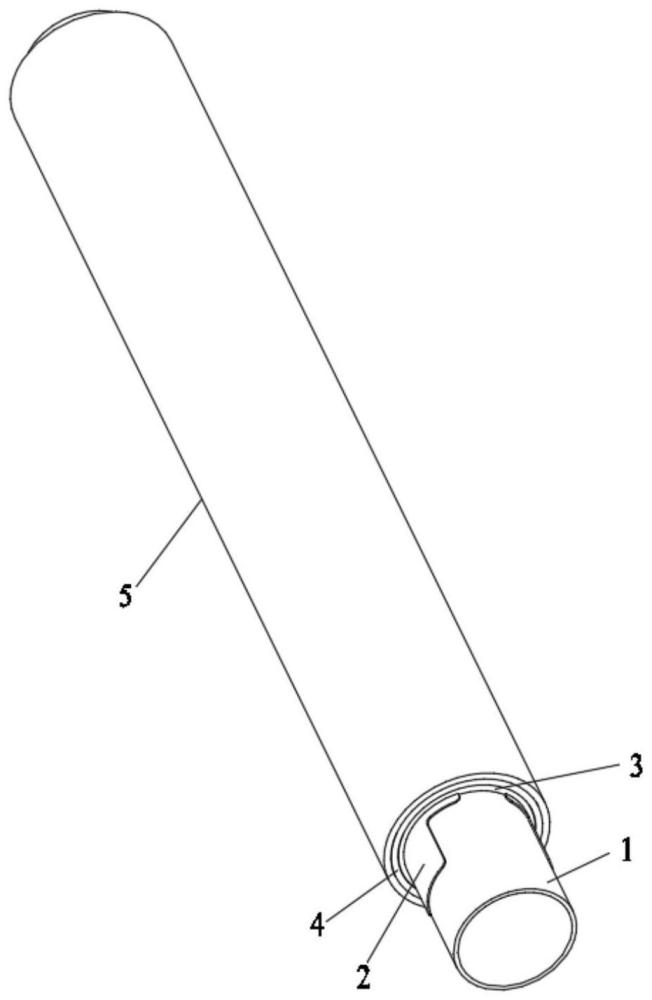
3、本发明的目的通过下述技术方案实现:一种流延成型多孔雾化发热体,包括由内向外依次设置的支撑层、发热层、雾化层、散热层和储油层;所述发热层印刷于所述雾化层的内表面,所述支撑层的外表面与所述发热层的内表面贴合,所述散热层和储油层依次卷设于所述雾化层的外圆周面,所述支撑层冲压时预留焊电极孔位焊电极。
4、本发明中的发热体采用多层结构组合得到,每层流延成型的基片的孔隙率、孔径、散热速度均不同,通过等静压压合后可实现五层不同孔径、不同厚度、不同散热速度的叠层,使发热体每层的孔隙率、导油速度范围可调,雾化效果好,可带来梯度口感,生产效率高;同时将发热层印刷于所述雾化层的内表面可与雾化烟油隔离开,进而避免积碳问题;在雾化层引入碳纳米管,碳纳米管可有效改善其孔径分布、力学性能、导热性能,可使雾化颗粒更足、甜度更高,在流延体系中采用环保体系,能有效解决以往有机体系有危害,水基批量生产干燥效率低等问题,适合批量大规模生产。
5、优选的,所述支撑层包括如下重量份的原料:陶瓷骨料30-80份、烧结助剂2-20份、造孔剂3-10份、分散剂0.5-2份、粘接剂5-25份、消泡剂0.1-2份、增塑剂2-16份和有机溶剂40-80份。
6、优选的,所述雾化层包括如下重量份的原料:陶瓷骨料30-80份、烧结助剂2-20份、碳纳米管2-5份、造孔剂10-25份、分散剂0.5-2份、粘接剂5-25份、消泡剂0.1-2份、增塑剂2-16份和有机溶剂40-80份。
7、优选的,所述散热层如下重量份的原料:陶瓷骨料30-80份、烧结助剂2-20份、导热粉2-5份、造孔剂10-25份、分散剂0.5-2份、粘接剂5-25份、消泡剂0.1-2份、增塑剂2-16份和有机溶剂40-80份。
8、优选的,所述储油层如下重量份的原料:陶瓷骨料30-80份、烧结助剂2-20份、造孔剂20-40份、分散剂0.5-2份、粘接剂5-25份、消泡剂0.1-2份、增塑剂2-16份和有机溶剂40-80份。
9、优选的,所述发热层的材质为镍基、铁基、铝基、银疤合金中的任意一种。
10、优选的,所述陶瓷骨料均为硅藻土、石英砂、沸石、云母粉、白炭黑、凹凸棒、堇青石、硅灰石、硅微粉中的至少一种;所述陶瓷骨料的平均粒径d50≥20μm。
11、优选的,所述烧结助剂为玻璃粉、高岭土、氧化钙、碳酸钙中的至少一种;所述烧结助剂的平均粒径d50为1-2μm。
12、本发明中的添加的烧结助剂在高温时形成的液相促进了烧结反应进行,降低了烧结温度,并在冷却后形成了新的固相,促进颗粒重排和传质过程,能在较低温度下产生液相以促进烧结。
13、优选的,所述粘接剂为聚乙烯缩丁醛类粘结剂、乙烯基类粘结剂、丙烯酸类粘结剂中的至少一种。
14、本发明中用的上述具体粘接剂可辅助将粉体颗粒物质周围包裹聚合物,进一步在成型工艺中,将所有粉体和添加剂建成一个网络,是胚片中的唯一连续相,起到的提高强度、柔韧性、增塑性和叠层性能的作用。
15、优选的,所述增塑剂为邻苯二甲酸二丁酯、邻苯二甲酸二辛酯、聚乙二醇中的至少一种。
16、本发明中用的上述具体增塑剂协同各自的优势能够起到高效的增塑作用,不至于过多地降低胚体的强度,同时提高胚体的柔韧性,提高成型性能,方便叠层、冲压。
17、优选的,所述造孔剂为聚乙烯、甲基纤维素、石墨粉、淀粉、核桃粉中的至少一种。更优选的,所述造孔剂是由粒径d50:10-20μm聚乙烯、粒径d50:40-60μm甲基纤维素、粒径d50:80-100μm石墨粉按照质量比为1-2:3-5:2-3组合。
18、本发明中通过采用不同粒径放入造孔剂组合造孔,可调节孔径大小、孔结构,可调导油速度,进一步提升导油速度、雾化效果,使得制得发热体可具有梯度口感。
19、优选的,所述分散剂为蓖麻油、甘油、byk-110、byk-130、路博润20000、路博润24000中的至少一种。
20、优选的,所述有机溶剂为无水乙醇、松油醇、醋酸乙酯中的一种或两种。
21、优选的,所述消泡剂为正丁醇、乙二醇中的至少一种。
22、优选的,所述导热粉为碳化硅、石墨粉、氮化硅、氮化铝、氧化铝中的至少一种;所述导热粉的的平均粒径d50≥10μm,可提高发热体的导热系数。
23、本发明还提了一种流延成型多孔雾化发热体的制备方法,包括如下步骤:
24、s1、按照重量份,将支撑层原料中的陶瓷骨料、烧结助剂、造孔剂和分散剂与有机溶剂混合,置于真空度为5-300pa的条件下以600-1200r/min速度搅拌至均匀,得到混合物,备用;
25、s2、按照重量份,将支撑层原料中的粘接剂、消泡剂和增塑剂加入步骤s1中得到的混合物中,搅拌均匀,制成支撑层用流延浆料a,备用;
26、s3、将流延浆料a经20-500目筛网过筛后加热至20-60℃脱泡4-8h,在将脱泡后的流延浆料a置于流延设备中流延成型,制得流延基片a1,备用;
27、s4、按照步骤s1-s2的方法依次制备雾化层用流延浆料b、散热层用流延浆料c、储油层用流延浆料d,将流延浆料b、流延浆料c、流延浆料d再按照步骤s3的方法依次制成流延基片b1、流延基片c1、流延基片d1,备用;
28、s5、将流延基片a1、流延基片b1、流延基片c1、流延基片d1均进行分切、冲片,再将发热层印刷与流延基片b1的内表面,制成设计尺寸的流延基片a2、流延基片b2、流延基片c2、流延基片d2,备用;
29、s6、将步骤s5中得到的流延基片a2、流延基片b2、流延基片c2、流延基片d2依次卷圆等静压叠层,得到柱体e,备用;柱体e中间采用支撑体支撑,等静压叠层的温度为50-80℃,压力为12-30mpa,等静压时间为200-1000s;
30、s7、将制成的柱体e埋于刚玉粉体中烧结,烧结时按一区:升温曲线为20-600℃、升温速度为0.5℃/min,保温时间为1h,二区:升温曲线为600-1100℃、升温速度为1℃/min,保温时间为2h,一体烧结,得到陶瓷柱体,备用;
31、s8、对步骤s7中制得的陶瓷柱体焊接电极线,最终制成多孔雾化发热体。
32、本发明中多孔雾化发热体通过采用上述方法制得,该工艺操作简单,控制方便,生产效率高,生产成本低,制备过程中采用流延成型工艺将支撑层、雾化层、散热层和储油层流延叠层成型,可实现多层不同孔径,不同厚度叠合,使最终制得的发热体的每层孔隙率、导油速度范围可调,雾化效果好,可带来梯度口感,提升了生产效率;其中,步骤s1中流延浆料混料方式采用真空密闭搅拌,可避免溶剂挥发,不破坏粉体粒径已经微孔结构。
33、优选的,步骤s3中的流延设备采用底部加热底部温度为20-95℃,流延温度按照流延基片的流出方向依次设置:25-40℃、40-50℃、50-60℃、60-70℃、70-80℃、85-95℃六段加热,流延速度为0.1-0.5m/min,流延设备的刀高根据设定基片厚度调节即可。
34、优选的,步骤s7中烧结方式为真空或者氮气氢气混合气氛烧结。
35、其多孔雾化发热体孔隙率:5-80%大范围可调、抗压强度:≥1kgf、电阻:0.6-1.8ω范围可调、叠层层数:3-20层范围搭配、平均孔径:5-100微米可调、导油速度:≤10s、烟油雾化量:≥0.05mg/口、导热系数:0.1-20w/(m*k)。
36、本发明的有益效果在于:本发明的发热体采用多层结构组合得到,每层流延成型的基片的孔隙率、孔径、散热速度均不同,等静压压合后可实现五层不同孔径、不同厚度、不同散热速度的叠层,使发热体每层的孔隙率、导油速度范围可调,雾化效果好,可带来梯度口感,生产效率高;同时将发热层印刷于所述雾化层的内表面可与雾化烟油隔离开,进而避免积碳问题,在雾化层引入碳纳米管,碳纳米管可有效改善其孔径分布、力学性能、导热性能,可使雾化颗粒更足、甜度更高,在流延体系中采用环保体系,能有效解决以往有机体系有危害,水基批量生产干燥效率低等问题,适合批量大规模生产。
37、本发明一种流延成型多孔雾化发热体的制备方法操作简单,控制方便,生产效率高,生产成本低,制备过程中采用流延成型工艺将支撑层、雾化层、散热层和储油层流延叠层成型,可实现多层不同孔径,不同厚度叠合,使最终制得的发热体的每层孔隙率、导油速度范围可调,雾化效果好,可带来梯度口感,提升了生产效率。
本文地址:https://www.jishuxx.com/zhuanli/20240614/94720.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表