卷烟重量控制方法、装置及介质与流程
- 国知局
- 2024-07-12 11:54:58
本公开涉及卷烟制造,特别涉及一种卷烟重量控制方法、装置及介质。
背景技术:
1、卷烟重量是卷烟产品的核心和基础指标,重量控制的稳定性直接影响卷烟物理指标、抽吸条件以及外观和感官质量,对发挥卷烟产品的内在质量至关重要。在实际生产中,原辅材料和设备参数对卷烟重量的控制均有显著影响,但对影响卷烟重量的调节方法较为单一,仅仅通过调节平整盘或压丝轮的高度控制烟支重量。卷烟设备卷烟重量控制系统是通过对烟条密度检测后再调节平整盘或压丝轮的高度,该种调节方式属于后馈控制模式,存在响应滞后、结果偏差较大的问题。
2、在烟条成型机出口位置安装微波密度检测装置,通过扫描器测量烟条中烟丝密度,检测到的密度信号与轴编码信号一起送到烟支重量控制系统电子箱,相关的板卡计算出烟支重量,通过烟支重量与目标重量之间的偏差调节平整盘或压丝轮的升降,以增加或减少烟丝供应量,使烟支重量复合设定要求。
3、现有技术的缺点:卷烟重量波动大:上述技术只是通过测量烟丝的密度测算烟条重量,但ve部分的烟条微波测量手段忽略了烟机max部分对卷烟重量的影响,例如卷烟嘴棒、搓接板温度等因素的影响;卷烟重量调整不及时:现有卷烟重量控制系统是通过微波检测烟条的烟丝密度测算出卷烟重量后,再通过调整平整盘或压丝轮的高度来调节,调节本身具有滞后性,同时微波检测忽略了卷烟水分对卷烟重量的影响;卷烟重量监测不到位:由于人工控制属于开环、离线控制,对于目标重量的监测存在严重的随机性,难以及时进行卷烟机台卷烟重量偏差的预防、纠正;过轻过重卷烟剔除多:现有重量调节方式没有闭环反馈机制,卷烟重量的控制受设备检测部件的影响,过于依赖人工经验调节,存在差异性,同时批次质量控制的优劣存在很大的随机性,且难以复制较优批次的生产控制。
技术实现思路
1、本公开提出一种卷烟重量控制方法、装置及介质,解决卷烟重量后馈控制模式导致的响应滞后、结果偏差的问题。
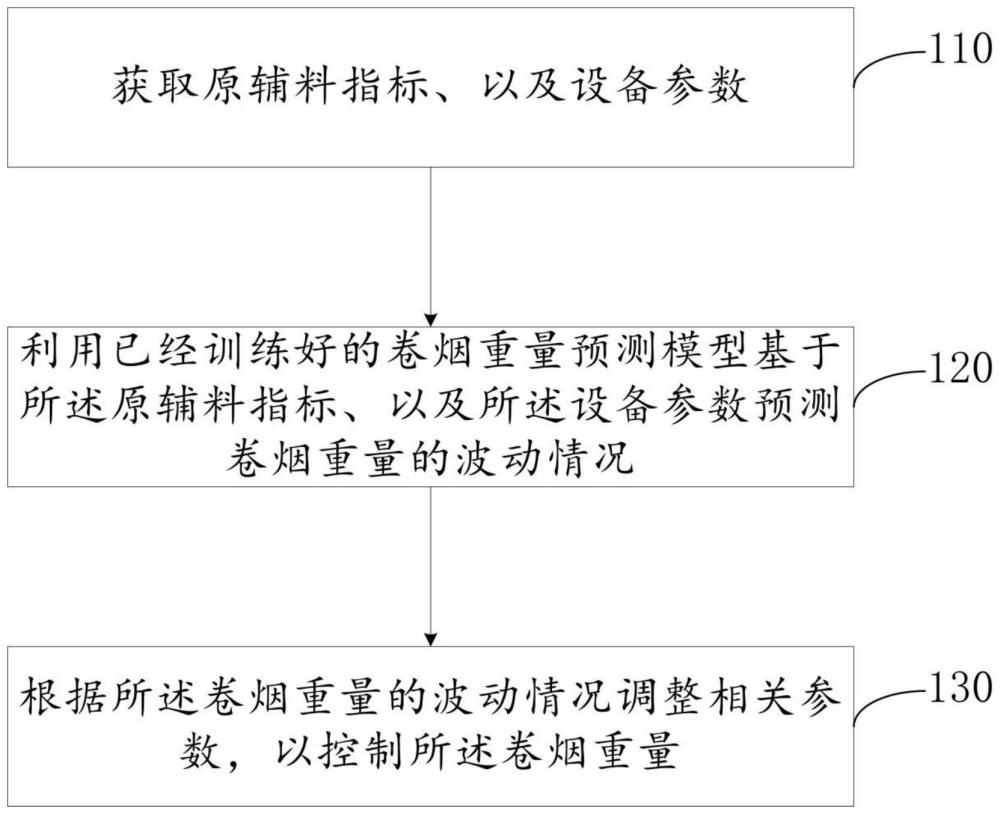
2、为解决上述技术问题,根据本公开的第一方面,提供了一种卷烟重量控制方法,包括:获取原辅料指标、以及设备参数;利用已经训练好的卷烟重量预测模型基于所述原辅料指标、以及所述设备参数预测卷烟重量的波动情况;根据所述卷烟重量的波动情况调整相关参数,以控制所述卷烟重量。
3、在一些实施例中,所述利用已经训练好的卷烟重量预测模型基于所述原辅料指标、以及所述设备参数预测卷烟重量的波动情况,其中,对所述卷烟重量预测模型进行训练,包括:获取卷烟机属性数据、设备系统自动采集数据、辅料信息数据、以及卷烟机出口在线综合测试台测量数据;对所述卷烟机属性数据、所述设备系统自动采集数据、所述辅料信息数据、以及所述卷烟机出口在线综合测试台测量数据按照参数重要性进行排序;将较重要的参数作为所述卷烟重量预测模型的输入参数,将实际卷烟重量值作为所述卷烟重量预测模型输出层的唯一节点训练所述卷烟重量预测模型。
4、在一些实施例中,所述获取卷烟机属性数据、设备系统自动采集数据、辅料信息数据、以及卷烟机出口在线综合测试台测量数据之后,还包括:对所述卷烟机属性数据、设备系统自动采集数据、辅料信息数据、以及卷烟机出口在线综合测试台测量数据进行清洗、分类、筛选、以及纠偏。
5、在一些实施例中,所述卷烟机属性数据包括机型、时间、机组、以及卷烟规格;所述设备系统自动采集数据包括风速、负压、校准斜率、剔除率、目标重量、重量偏移量、吸丝带压力、平准盘削减量、回丝量、ve大小风机值、烙铁温度、以及搓板温度;所述辅料信息数据包括盘纸指标、接装纸指标、搭口胶指标、接嘴胶指标、以及滤嘴棒实时指标;所述卷烟机出口在线综合测试台测量台测量数据包括卷烟牌号、机组、测量时间、卷烟规格、卷烟重量、圆周、长度、吸阻、以及通风率。
6、在一些实施例中,所述相关参数包括压丝轮高度、风压大小、针辊转速、梗丝风选调节、以及烙铁温度。
7、根据本公开的第二方面,提出一种卷烟重量控制装置,包括:获取模块,用于获取原辅料指标、以及设备参数;预测模块,用于利用已经训练好的卷烟重量预测模型基于所述原辅料指标、以及所述设备参数预测卷烟重量的波动情况;调整模块,用于根据所述卷烟重量的波动情况调整相关参数,以控制所述卷烟重量。
8、根据本公开的第三方面,提出一种卷烟重量控制装置,包括:存储器;以及耦接至所述存储器的处理器,所述处理器被配置为基于存储在所述存储器的指令,执行如上述的卷烟重量控制方法。
9、根据本公开的第四方面,提出一种计算机可存储介质,其上存储有计算机程序指令,该指令被处理器执行时实现如上述的卷烟重量控制方法。
10、通过采用上述技术方案,本公开的实施例能达到的有益技术效果陈述如下:本公开解决了卷烟重量后馈控制模式导致的响应滞后、结果偏差的问题,提升了卷烟重量的稳定性。本公开将现有的卷烟重量控制方式由结果控制转化为预测性智能控制,在预测到当前批次重量波动后立即进行反馈优化,通过多参数控制能及时准确的控制卷烟重量,减少因控制滞后和精度不足导致的大量不合格品产生,有效提高实际生产效率和降低生产升本。
技术特征:1.一种卷烟重量控制方法,其特征在于,所述方法包括:
2.根据权利要求1所述的卷烟重量控制方法,其特征在于,所述利用已经训练好的卷烟重量预测模型基于所述原辅料指标、以及所述设备参数预测卷烟重量的波动情况,其中,对所述卷烟重量预测模型进行训练,包括:
3.根据权利要求2所述的卷烟重量控制方法,其特征在于,所述获取卷烟机属性数据、设备系统自动采集数据、辅料信息数据、以及卷烟机出口在线综合测试台测量数据之后,还包括:
4.根据权利要求2所述的卷烟重量控制方法,其特征在于,所述卷烟机属性数据包括机型、时间、机组、以及卷烟规格;所述设备系统自动采集数据包括风速、负压、校准斜率、剔除率、目标重量、重量偏移量、吸丝带压力、平准盘削减量、回丝量、ve大小风机值、烙铁温度、以及搓板温度;所述辅料信息数据包括盘纸指标、接装纸指标、搭口胶指标、接嘴胶指标、以及滤嘴棒实时指标;所述卷烟机出口在线综合测试台测量台测量数据包括卷烟牌号、机组、测量时间、卷烟规格、卷烟重量、圆周、长度、吸阻、以及通风率。
5.根据权利要求1所述的卷烟重量控制方法,其特征在于,所述相关参数包括压丝轮高度、风压大小、针辊转速、梗丝风选调节、以及烙铁温度。
6.一种卷烟重量控制装置,其特征在于,包括:
7.一种卷烟重量控制装置,其特征在于,包括:
8.一种计算机可存储介质,其特征在于,其上存储有计算机程序指令,该指令被处理器执行时实现如权利要求1至5任一项所述的卷烟重量控制方法。
技术总结本公开涉及一种卷烟重量控制方法、装置及介质,涉及卷烟制造技术领域。其中,该方法包括:获取原辅料指标、以及设备参数;利用已经训练好的卷烟重量预测模型基于所述原辅料指标、以及所述设备参数预测卷烟重量的波动情况;根据所述卷烟重量的波动情况调整相关参数,以控制所述卷烟重量。本公开解决了卷烟重量后馈控制模式导致的响应滞后、结果偏差的问题,提升了卷烟重量的稳定性。本公开将现有的卷烟重量控制方式由结果控制转化为预测性智能控制,在预测到当前批次重量波动后立即进行反馈优化,通过多参数控制能及时准确的控制卷烟重量,减少因控制滞后和精度不足导致的大量不合格品产生,有效提高实际生产效率和降低生产升本。技术研发人员:杨健,何孝强,唐海龙,李飞,赵立铉,蔡培良,杨鑫,郑利明,华卫受保护的技术使用者:红云红河烟草(集团)有限责任公司技术研发日:技术公布日:2024/5/10本文地址:https://www.jishuxx.com/zhuanli/20240614/95810.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表