一种具有在线涂覆功能多根绳股预织设备及生产方法与流程
- 国知局
- 2024-07-11 14:43:03
本发明属于绳索设备,具体涉及一种具有在线涂覆功能多根绳股预织设备及生产方法。
背景技术:
1、随着高性能纤维应用范围的不断拓展,船用拖缆的材质、结构及各项性能指标均有了大幅改善与提升。当下,船用高性能拖缆的规格范围常规为22mm-125mm,其内芯绳由超高分子量聚乙烯纤维构成、外部护套由高强涤纶纤维构成。
2、为了提升该类型绳索的机械与安全性能,通常将其内芯绳设置为平行结构的多根子绳、且子绳的绳股设置为单锭多股(比如单锭双股)、同时对子绳的绳股进行涂覆整理,以增加或改善其最终性能,比如抗uv性能、耐磨性能、上色、机械软化等。
3、现阶段,对于绳股的加捻、涂覆、预织操作,大多采用“非连续式”操作——即先采用“外放内收型单/双捻机”进行涂覆、加捻;再采用“张力型预织机”进行单锭多股的绳股预织。例如专利《高模量聚乙烯编绞绳的树脂复合方法》(cn103835171b)公开了一种高模量聚乙烯编绞绳的树脂复合方法,其成型方式便是在捻制绳股时对绳纱进行树脂复合——绳纱在进入各层喂入模头前接受树脂喷涂。
4、此类方式存在较为明显的不足:
5、(1)绳纱涂覆在绳股加捻之前,致使绳纱外部的涂层剂很容易附着在制股机中的导纱器及轧辊上,不利于多种颜色的更换,严重时会导致整套绳股出现批量混色。
6、(2)需要更换工序设备,方可完成绳股的单锭多股预织;既费工又费力,而且绳股间的长度差与张力差无法实现有效控制。
7、(3)因绳股的加捻与预织为分步操作,由于长度测量偏差,会导致原材料的过多浪费。
技术实现思路
1、针对上述的不足,本发明提供了一种具有在线涂覆功能多根绳股预织设备及生产方法,将牵引装置、涂覆装置以及预织装置设置在加捻装置外侧,避免了涂层剂对于加捻装置的污染。
2、本发明是通过以下技术方案实现的:
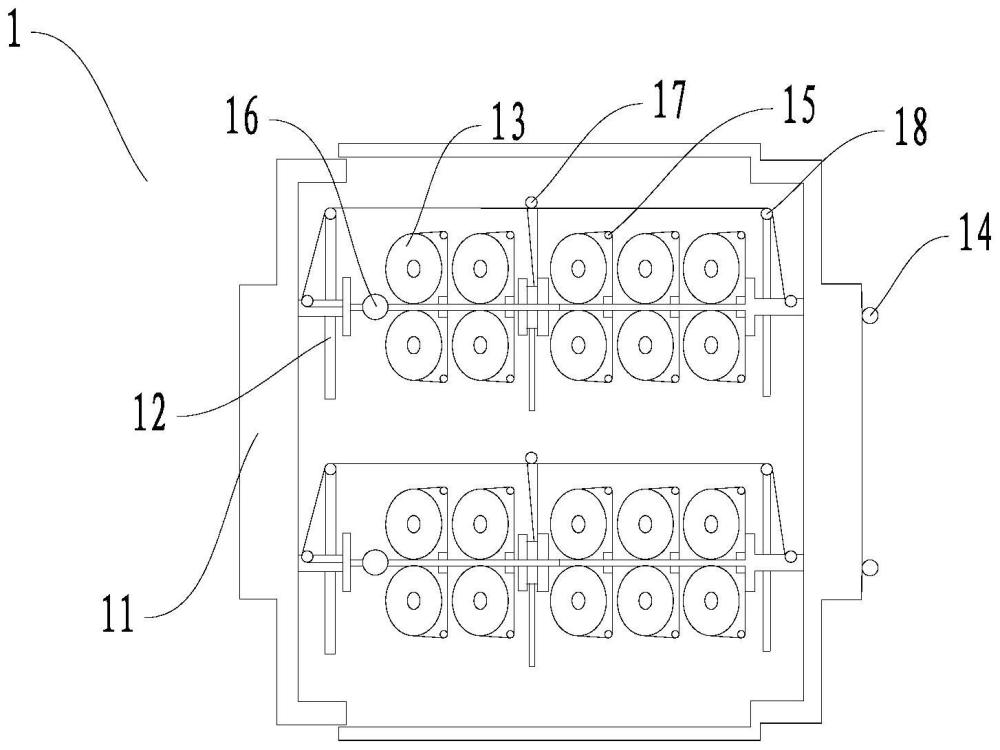
3、一种具有在线涂覆功能多根绳股预织设备,包括加捻装置、牵引装置、涂覆装置、预织装置和控制装置,加捻装置包括机架以及多个设置于机架内的摇篮框,各摇篮框内均设有多个缠绕有绳纱的绳纱辊,加捻装置还包括用于对绳纱进行加捻的加捻组件,各摇篮框均对应一个加捻组件,绳纱借由加捻组件形成股线,加捻装置还包括多个设置于机架的出线导轮组,多个出线导轮组沿机架的竖直方向排列,其中,各出线导轮组均沿机架的水平方向设置有两个出线导轮,加捻后的股线分别穿过出线导轮组中的两个出线导轮并移出机架;牵引装置设置于机架外侧,牵引装置包括牵引支架以及设置于牵引支架处的牵引轮组,各出线导轮组均对应一个牵引轮组;涂覆装置与牵引装置相连且位于机架外侧,以接收由牵引轮组并线后的绳股,涂覆装置包括涂覆架体以及设置于涂覆架体处的储液组件、涂覆组件以及束线组件,储液组件存储有涂层剂,涂覆组件设置有与储液组件连通的涂覆腔,由牵引轮组并线后的绳股穿过涂覆腔,并移至束线组件形成绳股束;预织装置与涂覆装置相连且位于机架外侧,预织装置包括供绳股束移动的进线导向轮,以及依次与进线导向轮连接的排线组件及卷绕组件;控制装置与加捻装置、牵引装置、涂覆装置以及预织装置信号连接。
4、进一步地,加捻装置包括与各绳纱辊对应的张力器以及设置于机架处的分线盘,分线盘位于摇篮框远离出线导轮组一侧。
5、进一步地,加捻装置还包括设置于机架内的第一导轮和第二导轮,第一导轮和第二导轮依次设置于股线的移动路径处,第一导轮与分线盘相邻设置,第二导轮与出线导轮组相邻设置。
6、进一步地,出线导轮组中位于同一牵引轮组处的两个股线的速度相同。
7、进一步地,涂覆装置还包括依次设置于涂覆组件和束线组件之间的挤压组件和除水组件;挤压组件包括供绳股移动的承载件以及位于承载件上侧的挤压件,挤压件能够相对于承载件往复移动,并挤压位于承载件处的绳股;除水组件设置有供绳股穿过的除水腔以及设置于除水腔内的除水件。
8、进一步地,涂覆组件包括形成涂覆腔的涂覆件,以及设置于涂覆腔内以供绳股搭接的滚轮,滚轮伸入储液组件中涂层剂的内部,且滚轮能够绕周向转动。
9、本发明还提供了一种具有在线涂覆功能多根绳股生产方法,应用于上述的预织设备,生产方法包括:
10、s1:将绳纱分别缠绕至摇篮框中的各绳纱辊处,各绳纱辊处的绳纱经由对应加捻组件形成股线,位于水平方向的两个摇篮框中的的两个股线分别穿过出线导轮组中的两个出线导轮;
11、s2:由两个出线导轮移出机架的股线连接至同一牵引轮组处并形成绳股;
12、s3:由牵引装置移出的绳股依次穿过涂覆装置中的涂覆组件和束线组件,以完成绳股的涂覆以及集束,从而形成移出涂覆装置的绳股束,其中,绳股束中至少包含一根绳股;
13、s4:将通过涂覆装置的绳股束通过预织装置完成绳股的预织。
14、进一步地,在s1中,加捻后的股线与引绳连接后,通过引绳的带动出线导轮。
15、进一步地,在s3中,经过涂覆组件的绳股经过挤压以去除多余涂层剂后,并输送至束线组件。
16、进一步地,在s3中涂覆组件可更换,储液组件中存储有多种类型的涂层剂,各涂覆组件均对应一种类型的涂层剂。
17、本发明的有益效果是:
18、1、本发明的一种具有在线涂覆功能多根绳股预织设备及生产方法,相比于“外放内收型单/双捻机”的加工工艺,即先涂覆、后加捻、再卷绕的传统型加工方式,通过将加捻装置的构造方式更改为“内放外收型”,且同时将涂覆工序后置于加捻工序,不仅实现了多根绳股的同时加捻,而且避免了涂层剂对于加捻装置的污染。
19、2、本发明的一种具有在线涂覆功能多根绳股预织设备及生产方法,通过更换涂覆组件以及与涂覆组件对应的储液组件中的涂层剂,实现了绳股多种颜色涂覆的快速更换作业。
20、3、本发明的一种具有在线涂覆功能多根绳股预织设备及生产方法,多根绳股通过牵引装置中牵引轮组的同步转动及其与预织装置中的等线速联动,实现了多根绳股间长度差与张力差的有效控制,进而提升了单锭多股预织的工艺精度。
21、4、本发明的本发明的一种具有在线涂覆功能多根绳股预织设备及生产方法,通过涂覆装置的后置式布局,实现了单根或多根绳股的连续式换色涂覆或多色同时涂覆;预织装置的外置式布局,更加合理地实现了不同规格的内芯子绳所需单根或多根绳股配套纱管的快捷更换。
技术特征:1.一种具有在线涂覆功能多根绳股预织设备,其特征在于,包括:
2.根据权利要求1所述的一种具有在线涂覆功能多根绳股预织设备,其特征在于,所述加捻装置包括与各所述绳纱辊对应的张力器以及设置于所述机架处的分线盘,所述分线盘位于所述摇篮框远离所述出线导轮组一侧。
3.根据权利要求2所述的一种具有在线涂覆功能多根绳股预织设备,其特征在于,所述加捻装置还包括设置于所述机架内的第一导轮和第二导轮,所述第一导轮和所述第二导轮依次设置于股线的移动路径处,所述第一导轮与所述分线盘相邻设置,所述第二导轮与所述出线导轮组相邻设置。
4.根据权利要求1所述的一种具有在线涂覆功能多根绳股预织设备,其特征在于,所述出线导轮组中位于同一所述牵引轮组处的两个股线的速度相同。
5.根据权利要求1所述的一种具有在线涂覆功能多根绳股预织设备,其特征在于,所述涂覆装置还包括依次设置于所述涂覆组件和所述束线组件之间的挤压组件和除水组件;
6.根据权利要求1所述的一种具有在线涂覆功能多根绳股预织设备,其特征在于,所述涂覆组件包括形成所述涂覆腔的涂覆件,以及设置于所述涂覆腔内以供绳股搭接的滚轮,所述滚轮伸入所述储液组件中涂层剂的内部,且所述滚轮能够绕周向转动。
7.一种具有在线涂覆功能多根绳股生产方法,应用于如权利要求1-6任一项所述的预织设备,其特征在于,所述生产方法包括:
8.根据权利要求7所述的一种具有在线涂覆功能多根绳股生产方法,其特征在于,在s1中,加捻后的股线与引绳连接后,通过引绳的带动出线导轮。
9.根据权利要求7所述的一种具有在线涂覆功能多根绳股生产方法,其特征在于,在s3中,经过所述涂覆组件的绳股经过挤压以去除多余涂层剂后,并输送至所述束线组件。
10.根据权利要求7所述的一种具有在线涂覆功能多根绳股生产方法,其特征在于,在s3中涂覆组件可更换,储液组件中存储有多种类型的涂层剂,各涂覆组件均对应一种类型的涂层剂。
技术总结本申请公开了一种具有在线涂覆功能多根绳股预织设备及生产方法,预制设备包括加捻装置、牵引装置、涂覆装置、预织装置和控制装置,加捻装置包括机架以及多个设置于机架内的摇篮框;牵引装置设置于机架外侧,牵引装置包括牵引支架以及设置于牵引支架处的牵引轮组,各出线导轮组均对应一个牵引轮组;涂覆装置与牵引装置相连且位于机架外侧,以接收由牵引轮组并线后的绳股,涂覆装置包括涂覆架体以及设置于涂覆架体处的储液组件、涂覆组件以及束线组件;预织装置与涂覆装置相连且位于机架外侧,预织装置包括供绳股束移动的进线导向轮,以及与进线导向轮连接的排线组件及卷绕组件;控制装置与加捻装置、牵引装置、涂覆装置以及预织装置信号连接。技术研发人员:张功明,崔润刚,张杰受保护的技术使用者:山东三同新材料股份有限公司技术研发日:技术公布日:2024/5/19本文地址:https://www.jishuxx.com/zhuanli/20240615/70075.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
上一篇
衣物处理装置的制作方法
下一篇
返回列表