EVOH包覆改性的复合木浆纤维、改性方法、复合增强材料及其制备方法与流程
- 国知局
- 2024-07-11 14:51:21
本发明属于复合增强材料,涉及一种evoh包覆改性的复合木浆纤维、改性方法、复合增强材料及其制备方法。
背景技术:
1、由于传统非生物可降解高分子材料的开发使用而导致的日益严重的白色污染,废弃塑料难以处理,对生物危害大等诸多问题,生物可降解高分子材料的开发应用不仅符合绿色环保的理念且顺应可持续发展的潮流,因此生物可降解高分子材料受到越来越多人的重视。
2、生物可降解高分子虽然以脂肪族聚酯偏多,但脂肪族聚酯存在力学性能差、熔点低、热稳定性差、加工性差和生产成本高等因素而难以满足很多方面对材料的应用要求,因此其广泛应用受到很大的限制。传统的热塑性芳香族聚酯如聚对苯二甲酸丁二醇酯(pbt)和聚对苯二甲酸乙二醇酯(pet)等不仅具有优异的力学性能,良好的耐热性能,热加工和尺寸稳定性好,此外生产成本较低,但是其不具有生物降解性,无法作为绿色环保的可生物降解材料에。因此科研人员尝试将具有一定柔顺性的脂肪族聚酯的链段与机械性能、加工性能和热性能优异的芳香族聚酯的链段通过共聚进行结合得到聚己二酸对苯二甲酸丁二酯共聚物(pbat)。
3、pbat作为脂肪-芳香族高分子材料,具有柔韧性好、可完全生物降解、热稳定优异、回弹性高、抗撕裂性能优异和生物相容性好等诸多优点,因而,pbat非常适合应用于薄膜类材料以及应用于像聚乳酸这类硬而脆材料的增韧改性。但pbat对气体的阻隔性能差、价格贵、结晶度低、流变性能差、强度和模量低、熔体强度小等缺点也极大的限制了pbat在上述两个领域的应用。
技术实现思路
1、针对现有技术存在的不足,本发明的目的在于提供一种evoh包覆改性的复合木浆纤维、改性方法、复合增强材料及其制备方法,本发明采用浸渍改性工艺将木浆纤维与含乙烯-乙烯醇共聚物(evoh)的包覆溶液混合,使得evoh均匀覆盖在木浆纤维表面,evoh可作为界面相容剂以改善木塑复合增强材料中木浆纤维与树脂基体之间的界面相容性。
2、为达此目的,本发明采用以下技术方案:
3、第一方面,本发明提供了一种evoh包覆改性的复合木浆纤维的改性方法,所述改性方法包括:
4、将乙烯-乙烯醇共聚物加入有机水溶液中混合加热,直至乙烯-乙烯醇共聚物完全融化,得到包覆溶液;向包覆溶液中加入木浆纤维,混合搅拌使得乙烯-乙烯醇共聚物在复合木浆纤维表面均匀包覆形成有机包覆层,经过滤、洗涤和干燥后得到所述复合木浆纤维。
5、本发明采用浸渍改性工艺将木浆纤维与含乙烯-乙烯醇共聚物(evoh)的包覆溶液混合,使得evoh均匀覆盖在木浆纤维表面,evoh可作为界面相容剂以改善木塑复合增强材料中木浆纤维与树脂基体之间的界面相容性。一方面,evoh可以降低木浆纤维的表面极性,从而提高木浆纤维与树脂熔体之间的浸润性,以达到提升复合木浆纤维与树脂基体的界面相容性的目的,从而减少了复合木浆纤维与树脂基体之间的孔隙尺寸和数量,提高了复合木浆纤维与树脂基体之间的机械啮合作用;另一方面,由于evoh分子链结构上既含羟基又有乙烯结构单元,羟基可与木浆纤维以氢键形式结合,而乙烯结构单元则可与树脂基体之间形成分子链缠结,从而在极性的木浆纤维与非极性或弱极性的树脂基体间形成桥接,达到界面化学改性的目的。
6、作为本发明一种优选的技术方案,所述有机水溶液为异丙醇水溶液。
7、在一些可选的实例中,所述异丙醇水溶液中异丙醇和水的体积比为(6-8):(2-4),例如可以是6.0:4.0、6.2:3.8、6.4:3.6、6.6:3.4、6.8:3.2、7.0:3.0、7.2:2.8、7.4:2.6、7.6:2.4、7.8:2.2或8.0:2.0,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
8、在一些可选的实例中,所述乙烯-乙烯醇共聚物与有机水溶液的比例为(40-50)g:1l,例如可以是40g:1l、41g:1l、42g:1l、43g:1l、44g:1l、45g:1l、46g:1l、47g:1l、48g:1l、49g:1l或50g:1l,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
9、在一些可选的实例中,所述加热温度为70-80℃,例如可以是70℃、71℃、72℃、73℃、74℃、75℃、76℃、77℃、78℃、79℃或80℃,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
10、在一些可选的实例中,所述加热时间为10-30min,例如可以是10min、12min、14min、16min、18min、20min、22min、24min、26min、28min或30min,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
11、作为本发明一种优选的技术方案,所述木浆纤维与所述包覆溶液中的乙烯-乙烯醇共聚物的质量比为(5-7):1,例如可以是5.0:1、5.2:1、5.4:1、5.6:1、5.8:1、6.0:1、6.2:1、6.4:1、6.6:1、6.8:1或7.0:1,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
12、在一些可选的实例中,所述复合木浆纤维在所述包覆溶液中的混合搅拌的时间为1-3h,例如可以是1.0h、1.2h、1.4h、1.6h、1.8h、2.0h、2.2h、2.4h、2.6h、2.8h或3.0h,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
13、第二方面,本发明提供了一种采用第一方面所述的改性方法制备得到的evoh包覆改性的复合木浆纤维。
14、第三方面,本发明提供了一种包括第二方面所述的复合木浆纤维的复合增强材料,所述复合增强材料包括复合木浆纤维、聚l-聚乳酸、聚乙醇酸、聚己二酸对苯二甲酸丁二酯、聚d-乳酸、抗氧剂、润滑剂和增塑剂。
15、作为本发明一种优选的技术方案,所述复合增强材料包括如下重量份的各组分:
16、复合木浆纤维10-20份;
17、聚l-乳酸40-50份;
18、聚乙醇酸5-10份;
19、聚己二酸对苯二甲酸丁二酯50-60份;
20、聚d-乳酸2-5份;
21、抗氧剂0.1-0.5份;
22、润滑剂0.5-1份;
23、增塑剂1-2份。
24、其中,复合木浆纤维的重量份可以是10份、11份、12份、13份、14份、15份、16份、17份、18份、19份或20份;聚l-乳酸的重量份可以是40份、41份、42份、43份、44份、45份、46份、47份、48份、49份或50份;聚乙醇酸的重量份可以是5.0份、5.5份、6.0份、6.5份、7.0份、7.5份、8.0份、8.5份、9.0份、9.5份或10.0份;聚己二酸对苯二甲酸丁二酯的重量份可以是50份、51份、52份、53份、54份、55份、56份、57份、58份、59份或60份;聚d-乳酸的重量份可以是2.0份、2.2份、2.4份、2.6份、2.8份、3.0份、3.2份、3.4份、3.6份、3.8份、4.0份、4.2份、4.4份、4.6份、4.8份或5.0份;抗氧剂的重量份可以是0.1份、0.15份、0.2份、0.25份、0.3份、0.35份、0.4份、0.45份或0.5份;润滑剂的重量份可以是0.5份、0.55份、0.6份、0.65份、0.7份、0.75份、0.8份、0.85份、0.9份、0.95份或1份;增塑剂的重量份可以是1.0份、1.1份、1.2份、1.3份、1.4份、1.5份、1.6份、1.7份、1.8份、1.9份或2.0份,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
25、本发明特别限定了聚d-乳酸的重量份为2-5份,在树脂熔体中加入聚d-乳酸后,在填料母粒表面原位形成了聚乳酸立构络合结晶相,聚乳酸立构络合结晶相可以作为聚l-聚乳酸结晶的成核剂,显著加速了聚合物的结晶过程,生成的聚乳酸立构络合结晶相形成了网络结构,可有效改善复合增强材料的力学性能。当聚d-乳酸的添加量低于2份时,此时聚l-聚乳酸是连续的非晶相,而由于聚d-乳酸的添加量过低,导致形成的聚乳酸立构络合结晶相的数量较少,聚乳酸立构络合结晶相在树脂熔体中是非连续的,因此聚乳酸立构络合结晶相区对树脂熔体的韧性没有显著的影响。当聚d-乳酸的添加量高于5份时,生成的聚乳酸立构络合结晶相的数量过多,连续聚乳酸立构络合结晶相限制了分子链的运动,导致树脂基体在拉力下通过界面剥离产生的塑性变形被限制,最终使得复合增强材料的韧性降低。
26、本发明特别限定了聚l-乳酸的添加量为40-50份,pga的添加量为5-10份,聚l-聚乳酸分子侧链上带有甲基,分子间作用力大,因而具有稳定的链堆砌结构,更易形成网状结构,使分子链和分子链间不易滑脱,有利于提高复合增强材料的拉伸强度;而pga为线型大分子,其空间位阻小,分子链更容易滑动,对复合增强材料的拉伸强度的提高程度有限,但有利于提高复合增强材料的断裂伸长率,因此,当聚l-乳酸和pga的添加量在本发明限定的重量份范围内时,可以同时兼顾拉伸强度和断裂伸长率,从而获得具备优异力学性能的复合增强材料。
27、作为本发明一种优选的技术方案,所述润滑剂包括石蜡、硬脂酸锌、硬脂酸钙、聚乙烯蜡、单硬脂酸甘油酯或双硬脂酸甘油酯中的任意一种或至少两种的组合。
28、在一些可选的实例中,所述抗氧剂包括抗氧剂1010、抗氧剂1076、抗氧剂300、抗氧剂1790、抗氧剂dstbp、抗氧剂1098、抗氧剂168、抗氧剂691中的任意一种或至少两种的组合。
29、在一些可选的实例中,所述增塑剂包括聚丙二醇、邻苯二甲酸二酯、邻苯二甲酸二乙酯、邻苯二甲酸二丁酯或邻苯二甲酸二环己酯中的任意一种或至少两种的组合。
30、第四方面,本发明提供了一种第三方面所述的复合增强材料的制备方法,所述制备方法包括:
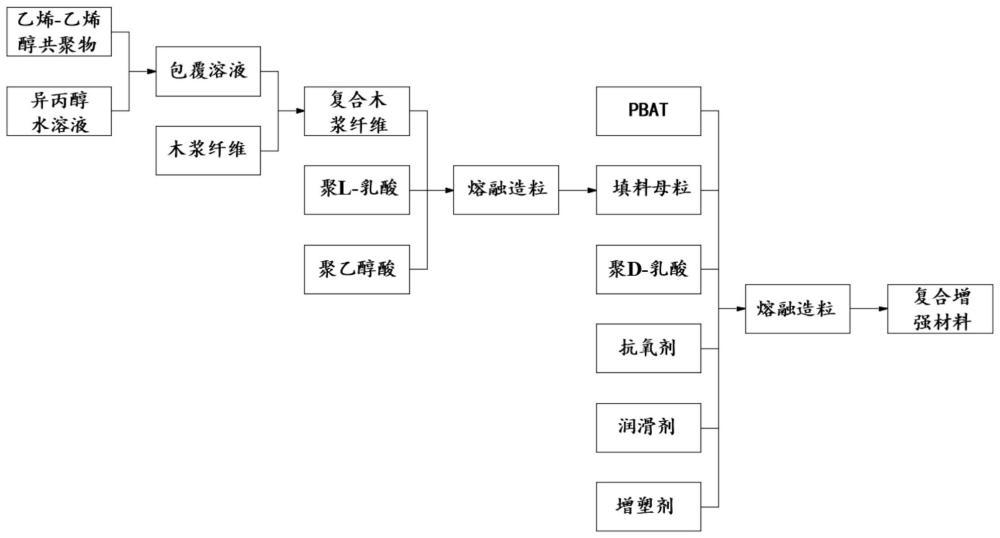
31、(ⅰ)将复合木浆纤维、聚l-乳酸和聚乙醇酸混合后经高速搅拌得到增强填料混合物,增强填料混合物注入第一双螺杆挤出机中,经熔融造粒后得到填料母粒;
32、(ⅱ)将步骤(ⅰ)得到的填料母粒、聚己二酸对苯二甲酸丁二酯、聚d-乳酸、抗氧剂、润滑剂和增塑剂混合后经高速搅拌得到增强材料混合物,将增强材料混合物注入第二双螺杆挤出机中,经熔融造粒后得到所述复合增强材料。
33、作为本发明一种优选的技术方案,步骤(ⅰ)中,所述高速搅拌的转速为10-30min,例如可以是10min、12min、14min、16min、18min、20min、22min、24min、26min、28min或30min,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
34、在一些可选的实例中,所述高速搅拌的转速为800-1000rpm,例如可以是800rpm、820rpm、840rpm、860rpm、880rpm、900rpm、920rpm、940rpm、960rpm、980rpm或1000rpm,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
35、在一些可选的实例中,所述第一双螺杆挤出机的挤出温度为230-250℃,例如可以是230℃、232℃、234℃、236℃、238℃、240℃、242℃、244℃、246℃、248℃或250℃,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
36、在一些可选的实例中,所述第一双螺杆挤出机的螺杆转速为100-200rpm,例如可以是100rpm、110rpm、120rpm、130rpm、140rpm、150rpm、160rpm、170rpm、180rpm、190rpm或200rpm,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
37、作为本发明一种优选的技术方案,步骤(ⅱ)中,所述高速搅拌的时间为20-30min,例如可以是20min、21min、22min、23min、24min、25min、26min、27min、28min、29min或30min,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
38、在一些可选的实例中,所述高速搅拌的转速为1000-1200rpm,例如可以是1000rpm、1020rpm、1040rpm、1060rpm、1080rpm、1100rpm、1120rpm、1140rpm、1160rpm、1180rpm或1200rpm,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
39、在一些可选的实例中,所述第二双螺杆挤出机的料筒内沿物料流向分为5个不同温度范围的温区,依次为第一区、第二区、第三区、第四区和第五区。
40、在一些可选的实例中,所述第一区的温度为170-180℃,例如可以是170℃、171℃、172℃、173℃、174℃、175℃、176℃、177℃、178℃、179℃或180℃,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
41、在一些可选的实例中,所述第二区的温度为190-200℃,例如可以是190℃、191℃、192℃、193℃、194℃、195℃、196℃、197℃、198℃、199℃或200℃,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
42、在一些可选的实例中,所述第三区的温度为220-230℃,例如可以是220℃、221℃、222℃、223℃、224℃、225℃、226℃、227℃、228℃、229℃或230℃,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
43、在一些可选的实例中,所述第四区的温度为240-250℃,例如可以是240℃、241℃、242℃、243℃、244℃、245℃、246℃、247℃、248℃、249℃或250℃,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
44、在一些可选的实例中,所述第五区的温度为230-240℃,例如可以是230℃、231℃、232℃、233℃、234℃、235℃、236℃、237℃、238℃、239℃或240℃,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
45、在一些可选的实例中,所述第二双螺杆挤出机的螺杆转速为80-100rpm,例如可以是80rpm、82rpm、84rpm、86rpm、88rpm、90rpm、92rpm、94rpm、96rpm、98rpm或100rpm,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
46、示例性地,本发明提供了一种evoh包覆改性的复合木浆纤维的改性方法,所述改性方法具体包括如下步骤:
47、将乙烯-乙烯醇共聚物加入异丙醇水溶液(异丙醇和水的体积比为(6-8):(2-4))中混合加热至70-80℃并保温10-30min,直至乙烯-乙烯醇共聚物完全融化,得到包覆溶液,其中,乙烯-乙烯醇共聚物与有机水溶液的比例为(40-50)g:1l;
48、向包覆溶液中加入木浆纤维,木浆纤维与包覆溶液中的乙烯-乙烯醇共聚物的质量比为(5-7):1,混合搅拌1-3h使得乙烯-乙烯醇共聚物在复合木浆纤维表面均匀包覆形成有机包覆层,经过滤、洗涤和干燥后得到所述复合木浆纤维。
49、示例性地,本发明还提供了一种复合增强材料的制备方法,所述制备方法具体包括如下步骤:
50、(1)将10-20份上述制备得到的复合木浆纤维、40-50份聚l-乳酸以及5-10份聚乙醇酸混合后在800-1000rpm的转速下高速搅拌10-30min,得到增强填料混合物;增强填料混合物注入第一双螺杆挤出机中,第一双螺杆挤出机的挤出温度设定为230-250℃,螺杆转速设定为100-200rpm,经熔融造粒后得到填料母粒;
51、(2)将步骤(1)得到的填料母粒、50-60份聚己二酸对苯二甲酸丁二酯、2-5份聚d-乳酸、0.1-0.5份抗氧剂、0.5-1份润滑剂以及1-2份增塑剂混合后在1000-1200rpm的转速下高速搅拌20-30min,得到增强材料混合物;将增强材料混合物注入第二双螺杆挤出机中,第二双螺杆挤出机的第一区温度设定为170-180℃,第二区温度设定为190-200℃,第三区温度设定为220-230℃,第四区温度设定为240-250℃,第五区温度设定为230-240℃,第二双螺杆挤出机的螺杆转速为80-100rpm,经熔融造粒后得到所述复合增强材料。
52、与现有技术相比,本发明的有益效果为:
53、本发明采用浸渍改性工艺将木浆纤维与含乙烯-乙烯醇共聚物(evoh)的包覆溶液混合,使得evoh均匀覆盖在木浆纤维表面,evoh可作为界面相容剂以改善木塑复合增强材料中木浆纤维与树脂基体之间的界面相容性。一方面,evoh可以降低木浆纤维的表面极性,从而提高木浆纤维与树脂熔体之间的浸润性,以达到提升复合木浆纤维与树脂基体的界面相容性的目的,从而减少了复合木浆纤维与树脂基体之间的孔隙尺寸和数量,提高了复合木浆纤维与树脂基体之间的机械啮合作用;另一方面,由于evoh分子链结构上既含羟基又有乙烯结构单元,羟基可与木浆纤维以氢键形式结合,而乙烯结构单元则可与树脂基体之间形成分子链缠结,从而在极性的木浆纤维与非极性或弱极性的树脂基体间形成桥接,达到界面化学改性的目的。
本文地址:https://www.jishuxx.com/zhuanli/20240615/70900.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表