一种超蓬超轻的保暖絮片材料及其制备方法与流程
- 国知局
- 2024-07-11 14:59:25
本发明专利涉及纺织,具体为一种超蓬超轻的保暖絮片材料及其制备方法。
背景技术:
1、棉花、羊毛、羽绒、蚕丝是常见的保暖材料,提高材料的气相空隙率来提高其保暖性能是现在常用的手段,因此夹层填充工艺受到行业的关注。填充材料的材质和结构对保暖材料的保暖效果有着至关重要的影响,传统的夹层填充技术存在着有冷点、弹性差、易偏移等方面的不足。
2、例如中国专利cn 219010627u公开了“一种三明治结构的羊毛絮片”,涉及的一种三明治结构的羊毛絮片,在羊毛纤维网两侧设置有双组分纤维层,可以在经过表面加热后使得双组分中的低熔点部分发生熔融与相邻的纤维相粘合,从而可以实现不使用化学粘合剂还能将纤维相粘结,具有良好的防钻绒效果。例如中国专利cn 218558186u公开了“一种分区多层结构平铺纤维絮片”,具体涉及纤维絮片领域,通过将整个平铺纤维絮片自上而下层叠有五层,其中中间层为其他层的三分之二到三分之一之间,铺盖时,将平铺纤维絮片的高克重区盖于脚部和膝部位置,选择不同的区域进行铺盖。
3、因此,开发一种超蓬超轻、保暖、水洗不变形和解决冷点的保暖材料制备工艺是符合市场需求,具有广泛市场价值和应用市场的,对保暖材料领域的发展具有积极的促进作用。
技术实现思路
1、为了解决现有絮片存在的问题,本发明专利的目的在于提供一种超蓬超轻的保暖絮片材料,以有效解决上述背景中提到的现有保暖材料的有冷点、弹性差和易偏移的现象。
2、为实现上述目的,根据本发明的一个方面,本发明的一个目的在于提供一种超蓬超轻的保暖絮片材料的制备方法,具体步骤如下:
3、(1)开松混棉:首先将纤维开松成一定蓬松度的半球形纤维球,然后通过气流成网技术将纤维球铺成均匀网状,得到中间夹层。
4、(2)气流铺网:用上层轻薄的网眼布或无纺布,下层无纺布将步骤(1)所得的中间层夹在中间,形成空气保温层。
5、(3)包覆和固定:用超声波工艺加固,得到超蓬超轻的保暖絮片。
6、进一步地,絮片的三层材料均为低熔点纤维,三层材料为同种或不同纤维,每层可采用两种及以上的低熔点纤维复合材料;
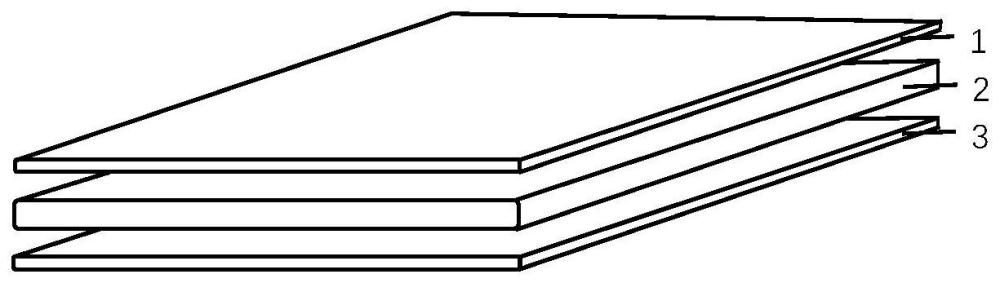
7、进一步地,絮片厚度:絮片上层1≤絮片下层3<絮片中间层2;优选地,絮片上层、絮片下层、絮片中间层三层絮片厚度分别为0.01mm-0.2mm;0.01mm-0.2mm;5mm-50mm。
8、进一步地,所述步骤(1)中,所述纤维为不同长度的涤纶纤维球,蓬松度为300-800in3/30g,纤维长度为25-45mm,细度为0.5-3.5tex;
9、进一步地,所述步骤(1)中,气流铺网的最大幅宽为2.6m。
10、进一步地,所述步骤(1)中,开松混棉包括多道开松成球工艺和二次开纤和混合工艺,具体设备参数为,开松罗拉32-50hz,料仓钉帘32-45hz,开松主机25-35hz,开送风机25-35hz,开棉主机25-40hz,开棉罗拉15-50hz。其中对纤维球蓬松度起决定性影响因素的设备为开松主机、开松风机、开棉主机、开棉罗拉。
11、进一步地,所述步骤(2)中,絮片的上层采用网眼布或无纺布,克重为5-30g/m2;下层采用无纺布,克重为5-30g/m2,车速为2-15m/min。
12、进一步地,所述步骤(2)中,网眼布和无纺布的材质为涤纶、丙纶、腈纶、锦纶、聚乳酸及其他低熔点纤维,优选为涤纶。
13、进一步地,所述步骤(3)中,超声波压花机的最大焊接宽度为2.6m,最大焊接速度为30m/min。波头长度为15cm,波头压力为0.1-0.7n,超声波点之间的距离为5-15cm,车速为2-15m/min。
14、进一步地,所述步骤(3)中,超声波压花机采用固定的花型包括单点、双点、四小点、x点等多种花型;优选地,采用四小点花型进行压花,相邻两个花型之间同位置的固定点间的距离为10cm;每个单独的四小点花型四点间距为3mm。
15、进一步地,所述步骤(3)中,絮片的生产速度为2-15m/min,克重为50-320g/m2。
16、根据本发明的另一个方面,本发明的另一个目的在于,由上述步骤所得超蓬超轻的保暖絮片材料在服饰鞋帽、床上纺织用品、户外睡袋、枕头等领域的应用。
17、有益效果
18、1、采用开松的纤维球作为絮片的中间层材料,经多次保暖性对比试验,在采用相同蓬松度纤维球制备的情况下,该絮片的保暖隔热程度即克罗值高于羽绒,具有很好的保暖性。
19、2、采用气流铺网的工艺,并对中间层不同规格的纤维配比进行多次调控,保证了蓬松度达到最佳,在相同的克重情况下絮片的蓬松度明显优于棉花、羊毛。保证在总体质量不变的情况进一步提高絮片的保暖性能。在上层采用轻薄的网眼布或无纺布,下层采用无纺布的两类絮片中,上层采用网眼布所制备的絮片是将上层无纺布改进为更轻的网眼布,并将上包裹层减轻的重量转换为中间的纤维球掺入,提高絮片整体保暖度的同时增加了絮片的蓬松度与压缩回复性。
20、3、清洁生产,无化学剂添加,无污染、低碳绿色环保。
21、4、采用气流铺网和超声波工艺,保证均匀铺网的同时确保开松棉和无纺布的有效粘合,解决了现有絮片存在冷点和水洗易偏移的问题。
22、5、采用四小点花型,配合本发明步骤中的各项参数,能够有效降低漏点率。
技术特征:1.一种超蓬超轻的保暖絮片材的制备方法,其特征在于,制备步骤如下:
2.根据权利要求1所述的一种超蓬超轻的保暖絮片材料的制备方法,其特征在于,絮片的三层材料均为低熔点纤维,三层材料为同种或不同纤维,每层采用两种及以上的低熔点纤维复合材料。
3.根据权利要求1所述的一种超蓬超轻的保暖絮片材料的制备方法,其特征在于,絮片厚度:絮片上层≤絮片下层<絮片中间层;优选地,絮片上层、絮片下层、絮片中间层三层絮片厚度分别为0.01mm-0.2mm;0.01mm-0.2mm;5mm-50mm。
4.根据权利要求1所述的一种超蓬超轻的保暖絮片材料的制备方法,其特征在于,所述步骤(1)中,所述纤维为不同长度的涤纶纤维球,蓬松度为300-800in3/30g,纤维长度为25-45mm,细度为0.5-3.5tex。
5.根据权利要求1所述的一种超蓬超轻的保暖絮片材料的制备方法,其特征在于,所述步骤(1)中,气流铺网的最大幅宽为2.6m;
6.根据权利要求1所述的一种超蓬超轻的保暖絮片材料的制备方法,其特征在于,所述步骤(2)中,絮片的上层采用网眼布或无纺布,克重为5-30g/m2;下层采用无纺布,克重为5-30g/m2,车速为2-15m/min。
7.根据权利要求1所述的一种超蓬超轻的保暖絮片材料的制备方法,其特征在于,所述步骤(2)中,网眼布和无纺布的材质为涤纶、丙纶、腈纶、锦纶、聚乳酸及其他低熔点纤维,优选为涤纶。
8.根据权利要求1所述的一种超蓬超轻的保暖絮片材料的制备方法,其特征在于,所述步骤(3)中,超声波压花机的最大焊接宽度为2.6m,最大焊接速度为30m/min;波头长度为15cm,波头压力为0.1-0.7n,超声波点之间的距离为5-15cm,车速为2-15m/min。
9.根据权利要求1所述的一种超蓬超轻的保暖絮片材料的制备方法,其特征在于,所述步骤(3)中,超声波压花机采用固定的花型包括单点、双点、四小点、x点等多种花型;优选地,采用四小点花型进行压花,相邻两个花型之间同位置的固定点间的距离为10cm;更优选地,每个单独的四小点花型四点间距为3mm;进一步地,所述步骤(3)中,絮片的生产速度为2-15m/min,克重为50-320g/m2。
10.根据权利要求1-9任一项制备方法所得超蓬超轻的保暖絮片材料在服饰鞋帽、床上纺织用品、户外睡袋、枕头等领域的应用。
技术总结本发明涉及一种超蓬超轻的保暖絮片材料及其制备方法,制备步骤包括:(1)开松混棉:首先将纤维开松成一定蓬松度的半球形纤维球,然后通过气流成网技术将纤维球铺成均匀网状,得到中间夹层。(2)气流铺网:用上层轻薄的网眼布或无纺布,下层无纺布将步骤(1)所得的中间层夹在中间,形成空气保温层。(3)包覆和固定:用超声波工艺加固,得到超蓬超轻的保暖絮片。该方法采用开松的纤维球作为絮片的中间层材料,经多次保暖性对比试验,在采用相同蓬松度纤维球制备的情况下,该絮片的保暖隔热程度即克罗值高于羽绒,具有很好的保暖性。技术研发人员:王玉平,张松楠,高洪国,李春霞,杨孝刚,王克峰,郑海亮,彭杨杨,霍宏宇,文洪杰受保护的技术使用者:愉悦家纺有限公司技术研发日:技术公布日:2024/6/2本文地址:https://www.jishuxx.com/zhuanli/20240615/71706.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表